聚酰胺性质和生产工艺
聚酰胺的合成方法和应用及其进展)

如尼龙6和尼龙66的共聚尼龙称为6/66;若主要 成分为尼龙66,则称为66/6。
(1) 汽车工业
汽车工业是聚酰胺工程塑料最大的消费市场。PA具 有较好的机械性能和耐热稳定性,是制造强度高、耐热 性好零件的理想材料。
PA具有较好的耐热性,可经受汽车发动机运转等产 生的高温和环境产生的高、低温变化;有优良的耐油性 ,可以经受汽车上使用的汽油、机油、齿轮油、制动油 和润滑油;耐化学药品腐蚀,不受汽车冷却液、蓄电池 液等的腐蚀;具有高强度,是汽车发动机、传动部件及 受力结构部件的理想材料。
⑷ 办公和家用电器
⑸ 包装工业
包装工业(保鲜、贮存)使用PA是近年开发的一个热 门领域。消费品市场中需求最大的是PA6薄膜。
⑹ 交通运输
尼龙螺丝 拉链
尼龙软管 尼龙手套
尼龙梳子 尼龙布
• 我国聚酰胺工程塑料的主要消费市场是汽车工业、电子 电器、机械部件、交通器材、纺织和包装领域,其中汽车 工业是最大消费领域。随着汽车小型化、电子电气设备高 性能化、机械设备轻量化的进程加快,对尼龙的需求急剧 上升。但目前国内的生产企业数量少,规模较小,生产能 力有限,产能供不应求。最致命的是生产技术薄弱,大多 依靠从国外成套引进聚合设备和专利技术,发展受限。因 此,亟待国内的生产企业及科研院所提高聚酰胺产品的自 主研发能力,加大技术投入,奋起直追,以满足国内快速 增长的市场需求。
• 汽车及电子电器行业的快速发展不仅对聚酰胺的需求 量有要求,对各方面的性能也提出了更高的标准,然 而尼龙的固有缺点限制了其应用领域。因此,需要采 取适当的手段进行改性来提高某些性能,以满足相关 行业发展的要求。目前的改性方法主要有增强、增韧、 阻燃、导热、耐磨及合金化等,还需要进一步研究更 实用、经济、有效的改性手段来实现尼龙复合材料的 高性能化与功能化,进而促进相关行业产品向高性能、 高质量方向发展。
聚酰胺简介
PA11 为热塑性塑料,可用注塑、挤出、吹塑、旋转及涂敷等发法加工。 (1)加工特性 ①PA11 加工前需要干燥处理,将含水量降到 0.1%以下。干燥条件为:温度 80~100℃,时间 3~5h, 料层厚度 20mm 以下。 ②PA11 熔体接近牛顿流体,即随剪切速率增大,熔体粘度下降。但不同牌号的 PA11 下降幅度不同, 高分子量 PA11 下降明显,而低分子量 PA11 下降缓慢。 ③PA11 在高温有氧、氮存在下易发生氧化降解,因此加工温度不能太高,一般不易超过 290~300℃, 并避免在高温下停留时间过长。 ④PA11 的回收料加入量不应大于 20%。 (2)加工方法
78
①注塑
料筒温度和喷嘴温度
料筒温度/℃ 后中
低分子 PA11 中分子 PA11
200 215 210 225
高分子 PA11 增塑 PA11
230 250 210 220
模具温度
30%GFPA11 PA11
30~40℃
240 260
注塑压力
GFPA11 PA11 GFPA11
90~100℃ 40~70MPa 70~100MPa
PA 在加工中易产生内应力,应进行退火处理;具体条件为缓慢升温到 160~190℃,停留 15min 后,缓 慢冷却即可。
2、加工方法
PA 可用注塑、挤出及吹塑等方法成型。 (1)注塑 PA 的粘度低、易流动,应用自锁喷嘴,模具要考虑排气。 具体的注塑工艺条件为:料筒温度 160~280℃,喷嘴温度 180~260℃,模具温度 40~60℃,注塑压力 70~130MPa。 (2)挤出 选用排气式挤出机,L/D18~22/1,压缩比 3.2~4.1。 挤出的工艺条件为:料筒温度 200~280℃,机头温度 210~250℃,口模温度 200~210℃,挤出压力 3.5MPa,螺杆转速 60r/min。
聚酰胺纤维
聚合工艺: 己内酰胺的聚合工艺也分间歇式和连续式 两种。 间歇聚合:一次投料、混合、聚合、排料、 水冷、经铸带、切粒、洗涤、干燥。 连续聚合:混合、熔融、过滤、单体贮罐、 聚合、排料、冷却、切粒、洗涤、干燥。
3、mp型聚酰胺的加工技术
原料: 己二酸和己二胺缩聚制得。 生产工艺: 通常采用熔融缩聚的方法,以尼龙66盐作为中间 体进行缩聚制取聚己二酰己二胺。 目前工业生产聚己酰己二胺有间歇缩聚和连续缩聚两 种方法。 间歇缩聚;聚酰胺66间歇缩聚包括溶解、调配、缩聚、 铸带、切粒等工序。
2、mp型聚酰胺的缩聚
是由二元胺和二元酸缩聚而得 -[HN(CH2)xNHCO(CH2)yCO]- 命名-尼龙x(y+2) m是二元胺中的碳原子数;p是二元酸中的碳原子数。这类聚 酰胺被称为“酰胺mp”:例如聚酰胺66(尼龙66)
3、p型聚酰胺的加工技术
原料: 己内酰胺 反应机理 (1)己内酰胺的引发和加成:当己内酰胺被水 解生成氨基己酸后,己内酰胺分子就逐个连接到氨 基己酸的链上,相对分子质量为8000~14000的齐 聚物。 (2)链的增长:主要是齐聚物之间的缩聚,也 伴随少量引发和加成反应。 (3)平衡阶段:此阶段同时进行链交换、缩聚 和水解等反应,使分子量重新分布,最后根据反应 条件(如温度、水分及分子量稳定剂的用量等)达到 一定的动态平衡,聚合物的平均分子量也达到一定 值。
新型合成纤维 之 聚酰胺纤维(锦纶)
班级:高材131 姓名:梁小春 学号:20130401111002
目录
一、聚酰胺纤维简介 二、聚酰胺纤维原料及其加工技术 三、聚酰胺纤维结构与性质 四、聚酰胺纤维应用领域 五、聚酰胺纤维发展前景 六、参考文献
一、聚酰胺纤维简介
到目前为止,世界上所研究出的新型合成纤维主要有聚 乳酸纤维、PTT纤维、氨纶纤维、水溶性纤维、聚酰胺纤维、 聚酯纤维、聚丙烯氰纤维、聚乙烯醇缩甲醛纤维等。在我国, 主要以后四种为主,接下来我们就一起来了解下聚酰胺纤维。 1、定义 聚酰胺(俗称尼龙、锦纶)是指分子主链上含有酰胺基 团(-NHCO-)的高分子化合物。英文为polyamide,缩写为PA。 2、发展历程 聚酰胺的前30年是作为合成纤维材料,尼龙(Nylon) 的俗称就是来自与此。尼龙的最早发明商——美国杜邦公司 曾宣传:尼龙比蜘蛛丝还细、比钢铁还强。 1960年左右,聚酰胺开始被用做一种“工程塑料”。
聚酰胺

7
3.聚酰胺的性能合成及应用
结构
极性酰胺基及氢键性能 和高的熔点
亲水性强, 尺寸稳定性差
具有较高的 韧性
8
3.聚酰胺的性能合成及应用
性 能
聚酰胺的熔点 随聚酰胺中单体链节的增大,即二元酸、二元胺 和氨基酸中-CH2-量的增加,熔点下降 各种聚酰胺的熔点是锯齿状下降
4.聚酰胺的改性
4.3 阻燃改性
阻燃改性实质上是一种填充改性。尼龙属易燃材料。随人们对 环境保护的要求越来越高,汽车、电子电气、机械仪表、家用电 器、办公室和通讯设备等领域对PA阻燃的要求越来越高。为安全 计,必须对尼龙进行阻燃改性,同时阻燃改性也是尼龙改性的重 要方法之一。 尼龙阻燃改性常用的阻燃剂有溴系(如十溴联苯醚);磷系阻燃 剂(如红磷);氮系阻燃剂(如三聚氰胺、氰脲酸盐);协效剂(如 Sb2O3、硼酸锌等)。 用无毒、低发烟量、高耐热、对PA力学性能影响相对小的无卤 阻燃剂是发展方向,逐步淘汰含卤素阻燃剂,特别是溴代二苯醚 类阻燃剂。 阻燃剂属低分子化合物,与尼龙大分子相容性差,所以阻燃剂 的加入对尼龙的物理性能产生影响,流动性↗,冲击强度和弯曲 强度等↘。
4.聚酰胺的改性
4.5 分子复合
分子复合,即分子复合材料,是以刚性链高分子或微纤做增强 剂,以分子水平分散到柔顺性高聚物基体中。由于刚性链高分子 的直径很小,因此其长径比远大于普通的增强纤维,比表面积显 著↗,使得两者之间的相互作用大大↗,材料的模量和强度有可 能达到理论值。 分子复合材料与传统的纤维增强复合材料相比,主要有以下优 点:⑴增强剂与树脂基是分子水平的复合;⑵能充分发挥刚性链 高分子的增强、高温环境稳定等优异性能;⑶能适应多种成型加 工方法。 所用刚性链高分子有对苯二甲酰对苯二胺(PPTA)、聚甲亚胺 (PAM)、聚酰亚胺(PI)、聚二氨基苯甲酰苯胺/萘二甲酸( DBNA)等。
聚酰胺合成工艺

各种聚合方法的比较
聚合方法 工艺特点
常 压 连 续 1个聚合管,常压操作DCS控制,生产高粘度2.7,聚合时
法
间:20-22h,回收系统采用三效蒸发提浓,适应生产民用
丝。
二段法
2个聚合管,加压与减压操作,DCS控制,生产最高粘度 3.5,聚合时间:13-14h,回收系统采用二效蒸发,聚合 分子量均匀,适应生产工业用丝。
间 歇 式 高 工艺灵活,便于更换产品,可生产PA6和PA66,缺点:已 压釜法 内酰胺损耗比连续生产法高1.5%左右,自动化程度低,适
应生产小批量、多品种工程塑料级切片。
固 相 后 缩 必须用高纯N2,粘度可从2.5增到4以上,工艺要求,设备
聚法
造价高。适应生产薄膜、塑料级高粘度切片。
多 段 连 续 聚合时间短,聚合物粘度高,工艺独特,缺点:设备复杂,
+ H2N
(CH2 )5 CONH
(CH2 )5
COOH
m+n-1
H2O
(CH2 )5
COOH
n-1
④ 链交换反应 包括(A)聚合物链之间交换反应,(B)聚合物
分子链与另一聚合物氨端基之间的交换反应,(C)聚合物分子链与 另一聚合物羧端基间的交换反应。
R1 CO NH R2
+
R3 NH- CO R4
+ H2N ( CH2 )5 COOH
CO
+ H2N
R COOH
HN
(CH2 )5
CO
H2N ( CH2 )5 CONH ( CH2 )5 COOH
放热 H2N
( CH2 )5 CONH
聚酰胺合成工艺
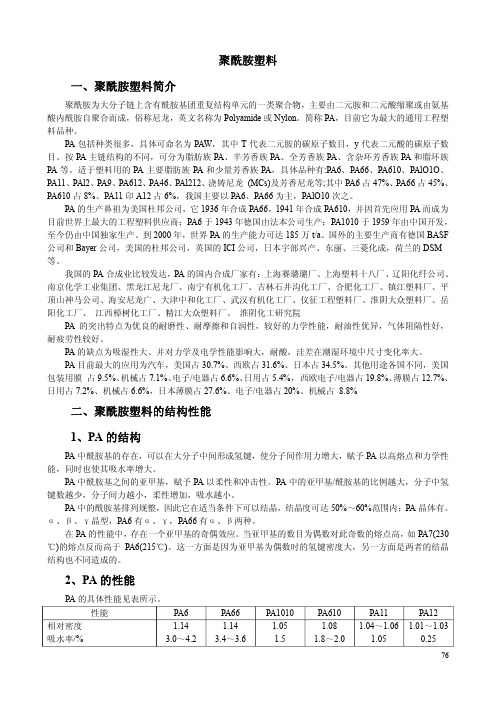
概述1.1聚酰胺的定义聚酰胺(oolyamide,PA,)通常成为尼龙(Nylon)它是在聚合物大分子链中含有重复解构单元先按基团的聚合物总称,主要由二元酸与二元胺或氨基酸内酰胺经缩聚或自聚而得,是开发最早、使用量最大的热塑性工程材料。
它是美国DuPont公司最先开发用于纤维的树脂,于1939年实现工业化。
20世纪50年代开始开发和生产注塑制品,以取代金属满足下游工业制品轻量化、降低成本的要求。
聚酰胺主链上含有许多重复的酰胺基,用作塑料时称尼龙,用作合成纤维时我们称为锦纶,聚酰胺可由二元胺和二元酸制取,也可以用ω-氨基酸或环内酰胺来合成。
根据二元胺和二元酸或氨基酸中含有碳原子数的不同,可制得多种不同的聚酰胺,目前聚酰胺品种多达几十种,其中以聚酰胺-6、聚酰胺-66和聚酰胺-610的应用最广泛。
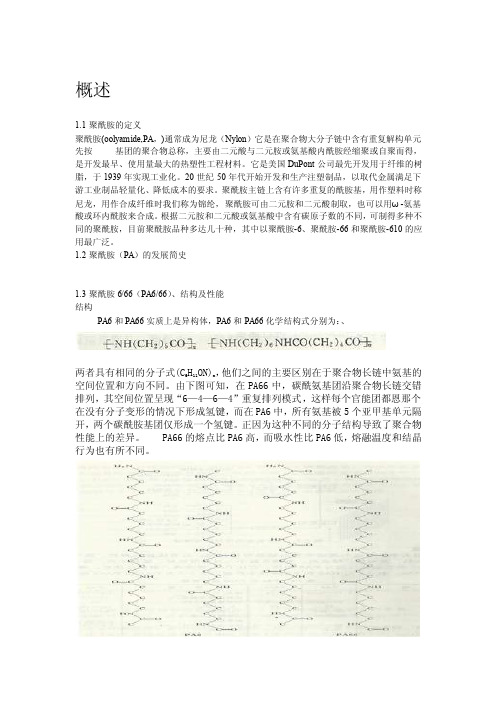
1.2聚酰胺(PA)的发展简史1.3聚酰胺6/66(PA6/66)、结构及性能结构PA6和PA66实质上是异构体,PA6和PA66化学结构式分别为:、两者具有相同的分子式(C6H11ON)n,他们之间的主要区别在于聚合物长链中氨基的空间位置和方向不同。
由下图可知,在PA66中,碳酰氨基团沿聚合物长链交错排列,其空间位置呈现“6—4—6—4”重复排列模式,这样每个官能团都恩那个在没有分子变形的情况下形成氢键,而在PA6中,所有氨基被5个亚甲基单元隔开,两个碳酰胺基团仅形成一个氢键。
正因为这种不同的分子结构导致了聚合物性能上的差异。
PA66的熔点比PA6高,而吸水性比PA6低,熔融温度和结晶行为也有所不同。
性能PA6树脂为半透明或步透明的乳白结晶形聚合物,具有优良的弹性、强度、耐磨、耐冲击、耐化学腐蚀、耐油性,熔点高、摩擦系数小、自润滑性好、延伸率高、易于加工且生产成本低。
PA66的性能及应用与PA6相仿,它比PA6熔点高、耐热优良,弹性模量较高,吸水率低于PA6。
表为PA6和PA66基本性能。
表为PA6和PA66性能特点。
第5章第2节 聚酰胺
+ H2N
(CH2 )5 CONH
(CH2 )5
COOH
m-1
H2N (CH2 )5 CONH
+ H2N
(CH2 )5 CONH
(CH2 )5
COOH
m+n-1
H2O
(CH2 )5
COOH
n-1
④ 链交换反应 包括(A)聚合物链之间交换反应, (B)聚合物分子链与另一聚合物氨端基之间的交换反应 (C)聚合物分子链与另一聚合物羧端基间的交换反应。
聚酰胺-6
由己内酰胺开环或ω-氨基己酸 经缩聚反应而制得的合成纤维
锦纶-6
尼龙-6
卡普隆
上一内容 下一内容 回主目录
返回
(二)聚酰胺-6的生产原理与工艺
• 1、聚合机理:
• 聚酰胺-6的聚合机理分为:
尼龙6的聚合
水解聚合(分子量易于调节;大规模) 碱性阴离子聚合 固相聚合 插层聚合
上一内容 下一内容 回主目录
O
+ OC ( CH2 )5 N C ( CH2)5 NH2 OC ( CH2 )5 N-
上一内容 下一内容 回主目录
返回
1、聚合机理:
综合式
OC
+ ( CH2 )5 N-
OC
( CH2 )5
NH
O
OC ( CH2 )5 N C ( CH2)5 NH
H
n+1
③平衡反应与结晶过程 由于阴离子聚合反应在聚合物 熔点以下进行,聚合后期的反应特征是在分子量迅速 增长的同时,伴随聚合物结晶和凝固。
上一内容 下一内容 回主目录
返回
燃料供给泵
发动机装饰盖板
车门锁1传5%动玻璃2器5纤%玻维璃增纤强维PA增6 强
聚酰胺生产工艺
聚酰胺生产工艺
聚酰胺是一种高分子化合物,广泛应用于纺织、塑料、化妆品等行业。
聚酰胺的生产工艺主要包括以下几个环节:原料准备、聚合反应、纺丝、固化和后处理。
首先是原料的准备。
聚酰胺的原料主要有二甲基亚胺(DMA),切切30%浓度硫酸、聚酸(如:对苯二甲酸)、
一亚胺类化合物(如:脂环胺)等。
这些原料需要按照一定的配比准备好,以满足生产的需要。
第二是聚合反应。
首先将切切30%浓度硫酸加入到反应釜中,加热至80℃左右,然后将聚酸加入到反应釜中进行缩聚反应。
反应过程中需控制好反应温度和时间,以保证聚合反应的效果。
反应过程中,还需要加入适量的催化剂,如:甲酰氯等。
第三是纺丝。
将聚合反应得到的粘性液体通过纺丝机器进行纺丝。
纺丝时可以根据不同的需求选择不同的纺丝方式,如湿法纺丝、干法纺丝等。
纺丝的目的是将聚合反应得到的液体形成连续的纤维。
第四是固化。
将纺丝得到的聚酰胺纤维进行固化处理。
固化可以通过多种方式进行,如热固化、辐射固化等。
这一步的目的是提高聚酰胺纤维的力学性能和稳定性。
最后是后处理。
将固化后的聚酰胺纤维进行后处理,如洗净、干燥等。
后处理的过程中要保证纤维的质量和外观。
总结起来,聚酰胺的生产工艺包括原料准备、聚合反应、纺丝、固化和后处理等环节。
每个环节都需要严格控制条件和参数,以保证产品的质量和性能。
生产工艺的改进和优化可以提高生产效率和产品质量,同时降低生产成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超喂率:15%~30%
冷却空气温度:25℃
五、聚酰胺短纤维后加工工艺特点 聚酰胺短纤维生产一般采用熔体直接纺丝法。 集束、拉伸、热定型、卷曲、切断等工序。 但由于聚酰胺纤维中含有较多的单体(约8~10%), 因此为使单体含量降至1.5%以下,相应还需要
水洗——上油——压干——开松——干燥
——开松等过程。
PA6:加压-真空闪蒸-常压后缩聚
PA66:加压-真空闪蒸-后缩聚
2、纺丝
采用高压纺丝,压力高达196000KPa
(通常294000~49000 KPa)
冷却缓和:采用徐冷环,以延缓冷却,使丝条结构
均匀。
3、卷绕设备
多数采用纺丝拉伸联合机,其卷绕速度在1500m/min
以上,少数厂家采用高速纺丝法。
生产聚酰胺纤维典型的工艺条件 工艺参数 加工速度(m/min) D/Y 拉伸比 假捻张力(T2/T1) 加热器温度(℃) 加热时间(s) 冷却时间(s) PA66 700 2.23 1.352 1.2 220 0.2 0.1 PA6 602 1.59 1.252 ~ 170 0.2 0.1
三、聚酰胺帘子线的后加工 (一)聚酰胺帘子线生产的特点 1、聚合体 由于帘子线温度高,一般要求使用高粘度 (ηr=3.2~3.5)或高分子量>20000的聚合体。
4、吸湿性
5、耐化学药品性
第三节
一、概述
聚酰胺的纺丝
聚酰胺纤维生产方法: 直接纺丝法(短纤维) 熔融纺丝法 常规纺(1000~1500m/min)UDY 高速纺(4200~4500m/min)POY
超高速纺(>6000m/min)
FDY
二、聚酰胺高速纺丝工艺和设备特点 1、纺丝温度、速度和冷却成型条件
第四节 聚酰胺纤维的性能、用途 (1)断裂强度: 服用长丝断裂强度4.4~5.7CN/dtex 强力丝断裂强度6~9CN/dtex 湿强略下降,约为85%~90%干强 (2) 断裂伸长:
强力丝略低20%~30%,普通长丝:25%~40%。
(3)模量
4、对切片要求 含水: <0.08%
5、纺丝设备的特点要求
a 增加螺纹深度,或提高螺杆转速
b
c
在螺杆计量段前有混炼头
上油采用喷嘴上油
三、聚酰胺FDY生产工艺(与PET同) 上油: 机织物 0.4~0.6% 针织物 2~ 3%
拉伸速度: 第一拉伸辊速度:4000~4500m/min 第二拉伸辊速度:5500~6000m/min 拉伸比: 1.2~1.3 拉伸方式: 可采用冷拉,第一辊不加热或微热 第二辊加热(150℃)
PA6纺丝温度:265~270℃ 纺速: 4200~4500m/min
冷却成形条件与聚酯基本相同 风温:20℃,风速:0.3~0.5m/s 相对温度:65~75%。
2.纺丝线上取向的发展(见聚酯部分) 3.纺速对卷绕结构的影响(结晶取向) 纺速对折射影响见下图
Δn×10 60
-3
40
20 1 2 3 4 km/min
α型、β型
二、聚酰胺的物理性质和化学性质
1、密度 部分结晶的聚己内酰胺和聚己二酰己二胺
密度:1.12~1.14g/cm3和1.13~1.16 g/cm3
2、熔点 DSC法测:PA6 224℃, PA66: 264℃ 3、玻璃化温度(Tg)
DSC法测:PA6 :48℃(35~50℃)
PA66: 50℃(40~60℃)
(二)BCF的加工工艺 单丝线密度:17~22dtex 丝束根数:50~150根 总线密度:556~4444dtex
变形温度:过热蒸汽: 130~250℃ 热空气:150~250℃
拉伸温度:
喂入辊:90℃以下
空气喷射压力:
200~500KPa
拉伸辊:100~190℃
拉伸比:3.5~5倍
卷绕速度:
600~3000m/min
a:拉伸倍数
Rn<R<Rmax
UDY 拉伸3.5~4倍,5倍以上(帘子线)
POY 拉伸1.2~1.3倍
b、拉伸温度 拉伸温度>Tg PA6,Tg=35~50℃ PA66,Tg=40~60℃
c、拉伸速度 200~700m/min
2、加捻 加捻过程与生产涤纶DT丝相同 捻度(捻/m)= 锭子转速(r/min) 拉伸盘出丝速度(m/min)
四、聚酰胺膨体长丝(BCF)的生产
1.BCF地毯长丝流程 长丝——热拉伸——热喷气变形(过热蒸汽或热空
气,在热和湍流介质作用 下纤维发生变形,形成卷 曲和膨松的变形丝)—— 空气冷却(在回转筛上强
制冷却定型)——空气喷
嘴形成网络丝——卷绕—— 变形地毯长丝。
2.BCF短纤维生产工艺流程 长丝——热拉伸——热喷气变形——冷却—— 切断——纤维输送——成包的BCF短纤。
4、拉伸
向多区拉伸和大卷装发展。如重特(旦)双区热拉伸机
(二)复捻和合股
合股:捻向与复捻相反,待到产品为”ZS”
捻也有或“ZSZ”或“SZS”形式。
(三)帘子布的织造和浸胶
织布: 浸胶:
浸胶工艺:
热拉伸
浸胶
热定型
干燥 拉伸
浸胶
定型
注意热定型温度(190℃)一定高于轮胎制造时硫 化温度(140~160℃)否则硫化时发生收缩。
第四节
聚酰胺纤维的后加工
一、聚酰胺长丝的后加工
聚酰胺长丝多采用POY-DT路线,即以POY为
原丝,在同一台设备上完成拉伸加捻作用。
(一)长丝后加工工艺流程(与PET同)
POY丝筒-导丝器-喂入罗拉-热盘-热板- 拉伸盘(PA6冷拉,PA66热拉)-钢丝圈- 环锭加捻(加捻)-卷绕筒管。
1、拉伸
影响拉伸的主要因素:
一、聚酰胺的结构
(一)分子结构 重复单元 聚己内酰胺重复单元 聚己二酰己二胺重复单元 聚酰胺的分子量 聚己内酰胺 分子量分布: 14000~20000,聚己二酰己二胺:20000~30000
聚己内酰胺:α=2,聚己二酰己二胺:α=1.85
(二)晶态结构
聚己内酰胺的晶体结构:
α型、β型、γ型
聚己二酰己二胺的晶体结构:
牵伸加捻丝的捻度(5~20捻/m)
后加捻的捻度,一般要求100~400捻/m
二、聚酰胺弹力丝后加工 (一)假捻法高弹丝生产工艺流程 拉伸丝-加捻-热定型,解捻
POY-拉伸、加捻、热定型、解捻
-合股并捻
-上油-落筒
(二)聚酰胺高弹丝内拉伸变形工艺
聚酰胺高弹丝一般总在DTY拉伸变形机上完成
张力比T2:T1大于或等于1