球磨机填充率计算公式
钢球填充率公式与装载量填充率互推
充率
装载量 总和 填充率
91.4 248.193 0.368
36.8
磨机总装载量
139.2
36.4 36 35.6 35.2
91.4 7
84.4
;
h
r
a
0.368
0.40
1.55
1.53
装载量与填充率互推公式
注: 2、磨机 直1、径密大度 钢球按
一仓
r×r×3.14×仓长×密度=体积
r
r
圆周率
仓长
密度
体 积
1.55 1.55
3.14
2.75
4.5 93
磨机装载量(T)÷体积=填
充率
装载量 总和 填充率
24.8 93.3551 0.266
二仓
一仓
填充率
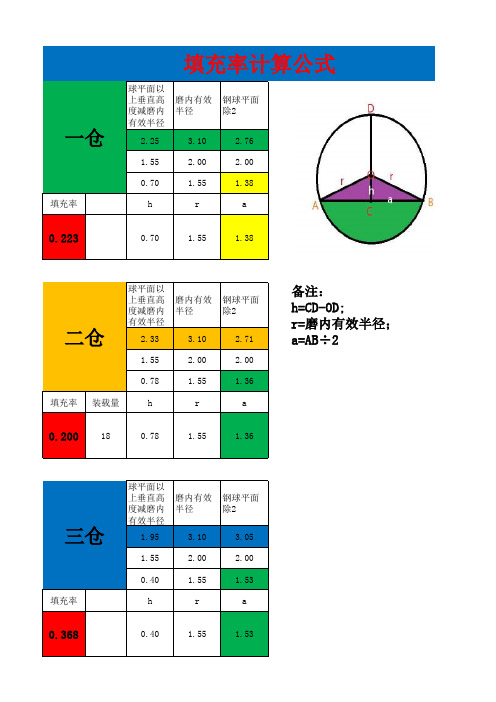
填充率计算公式
球平面以 上垂直高 度减磨内 有效半径
磨内有效 半径
钢球平面 除2
2.25
3.10
2.76
1.55
2.00
2.00
0.70
1.55
1.38
h
r
a
0.223
0.70
1.55
1.38
二仓
球平面以 上垂直高 度减磨内 有效半径
2.33
磨内有效 半径
Hale Waihona Puke 3.10钢球平面 除22.71
1.55
2.00
2.00
0.78
1.55
1.36
填充率 装载量
h
r
a
0.200 18
0.78
1.55
1.36
备注: h=CD-OD; r=磨内有效半径; a=AB÷2
水泥磨填充率计算公式

水泥磨填充率计算公式1.磨机产量的经验计算公式Q=G·TQ:台时产量G:磨机的装载量T:经验系数开路磨(生料取0.55-0.65 水泥0.35-0.45)闭路磨(生料取1.08-1.18 水泥0.58-0.68)辊压机(0.8-0.9)2.磨机研磨体装载量计算公式G=D2L(经验计算公式)Di:磨机的有效直径L:磨机的有效长度G:表示磨机装载量注:1T研磨体量要求配备约10~12KW的电机功率3.磨机填充率的计算=G/Lr=110-(H×121/D)R:磨机筒体的有效直径H:实测高度D:有效直径L:磨机的有效长度:填充率r:研磨体容重通常球取4.5 锻取4.7G:表示磨机装载量4.磨机填充率和装载量的确定磨机装载量高,对磨机的产量提升有利,但必须要考虑到磨机中空轴5.选粉机的循环负荷与选粉效率计算公式K=(A-C)/(B-A)E=(100-C/100-A)×(A-B)/C-B)T=QK F=T+QA:出磨细度B:回粉细度C:成品细度K:循环负荷E:选粉效率T:选粉机回料量t/h Q: 选粉机成品量t/hF:磨内物料量注:一般正常情况下回粉细度B是出磨细度A 的2.5~3.0倍6.平均球径计算方式D=D1G1+D2G2+…+DnGn/G1+G2+…+GnD:球的平均球径(mm)D1、D2…Dn:分别是几种球的直径(mm)G1、G2…Gn:分别是直径为D1、D2…Dn的钢球装载量(T)7.磨机配套袋收尘器的处理风量计算磨机的通风量等于磨内通风截面积乘以磨内风速Q=KGQ:处理风量(m3/h)G:磨机台时产量(t/h)K:经验系数(磨机通风取:500~600m3/t;O-Sepa选粉机细粉收集取:1200~1300 m3/t)。
球磨机磨内高度与填充率的关系
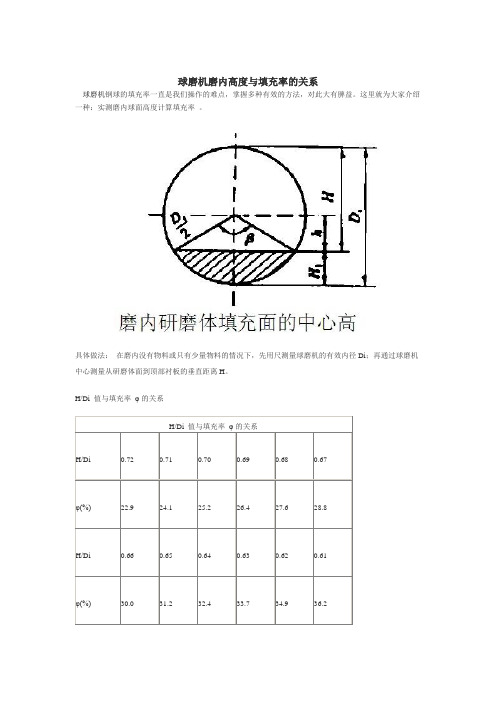
球磨机磨内高度与填充率的关系
球磨机钢球的填充率一直是我们操作的难点,掌握多种有效的方法,对此大有脾益。
这里就为大家介绍一种:实测磨内球面高度计算填充率。
具体做法:在磨内没有物料或只有少量物料的情况下,先用尺测量球磨机的有效内径Di;再通过球磨机中心测量从研磨体面到顶部衬板的垂直距离H。
H/Di 值与填充率φ的关系
H/Di 值与填充率φ的关系
H/Di 0.72 0.71 0.70 0.69 0.68 0.67
φ(%)22.9 24.1 25.2 26.4 27.6 28.8
H/Di 0.66 0.65 0.64 0.63 0.62 0.61
φ(%)30.0 31.2 32.4 33.7 34.9 36.2
1、确定了介质的填充率,就可算出介质的装填量。
2、介质装填量的多少,不但直接影响着粉磨过程的冲击次数和研磨面积,而且还影响着介质本身的提升高度,即对物料的冲击力。
3、装填量少,粉磨效率低,装填量过多,球磨机运转时,内层介质易产生干扰,破坏了介质的正常运动,粉磨效率也要降低。
如何计算球磨机研磨体的合理装载量

2)研磨体的装载量
装入磨内(或仓内)的研磨体质量称为研磨 体装载量,它取决于磨机填充率的大小。研磨体 的装载量 G 可按下式计算:
,式中 G 是磨内研磨体的装载量(t),V 是
一直喜欢江南的小桥流水的委婉,喜欢西湖的婉约婀娜
研磨体是球磨机的一个重要技术指标,其填 充率、装载量等参数都是设计球磨机时必须要考 虑的问题。本文的目的就是介绍研磨体合理装载 量的计算方法。
1)研磨体的填充率
磨机内研磨体填充的容积与磨机有效容积 之比的百分数,称为研磨体的填充率。研磨体的 填充率对磨机的粉磨效率有很大的影响,研磨体
一直喜欢江南的小桥流水的委婉,喜欢西湖的婉约婀娜
填充率过高或过低都会导致磨机粉磨效率降低。 对于研磨体填充率大于 32%的磨机,可以采用以 下经验公式直接计算填充率:
。
由于影响研磨体的因素有很多,因此在生产 中应通过试验来求出最佳填充率,并根据影响因 素的变化程度进行适当调整。对于二级闭路球磨小桥流水的委婉,喜欢西湖的婉约婀娜
磨机有效容积(m3),Di 是磨机有效直径(m),L 是磨机有效长度(m),φ 是磨内研磨体的填充率
(%),ρ 是研磨体容积密度(t/m3)。钢球的容 积密度一般为 4.56~4.85t/m3。
0c17f8ca 搅拌球磨机
填充率
13.7 152.6
3.63 4.64 0.80
3.84 35.1 140.4
2009/6/10
19.4 141.2
3.52 4.28 1.09
3.19 29.2 48.8
2009/11/6
17.9
19.7
144.3 140.5
3.56 4.39
3.51 4.27
1.02
1.11
3.37
3.16
30.8
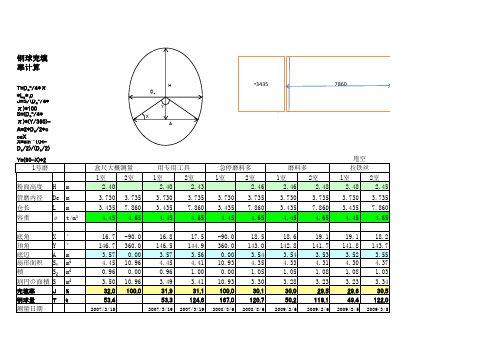
钢球充填 率计算
T=De2/4*π *JL=Se*/ρ(De2/4* π)*100 S=(De2/4* π)*(Y/360)A=2*De/2*c oXs=Xsin-1((HDe/2)/(De/2)
Y=(90-X)*2
1号磨
粉面高度 管磨内径 仓长 容重
Hm De m Lm ρ t/m3
H De
Y
X A
下午1室加 球2吨 (80\50)
176.4
0 172.9
15日下午加球后 #VALUE! 178.3
隔仓板外圈篦板坏一块窜球 倒出部分筛选
#VALUE! 174.2
决定1仓90补1吨,80一吨,2 仓40一吨30补一吨
#VALUE! 172.1
0 171.6
0 157.9
3.30 30.2 50.4
2009/3/17
17.2 145.6
3.57 4.43 0.99
3.45 31.4 125.9
2009/3/17
18.9 142.1
3.53 4.31 1.07
3.25 29.7 49.6
2009/4/15
17.9 144.3
3.56 4.39 1.02
3.37 30.8 123.3
研磨体填充率和装载量

研磨体填充率和装载量1.填充率φ研磨体的填充容积(总的研磨体体积+孔隙)占磨机有效容积的百分数,称为研磨体的填充率。
其范围一般在25%~35%之间.以28%~32%者居多。
填充率直接影响冲击次数、研磨面积,反映各仓球面高低,还影响研磨体的冲击高度(冲击力);根据生产经验可按下述原则选取:对于多仓长磨或闭路磨机的填充率应是前仓高于后仓,依次递减; H/D0与φ的关系D0---磨机有效内径,m43.642.441.239.938.737.436.234.933.7φ(%)0.550.560.570.580.590.600.610.620.63H/Do32.431.230.028.827.626.425.224.122.9φ(%)0.640.650.660.670.680.690.700.710.72H/D 02.各种尺寸研磨体的堆积密度单个研磨体或钢段的密度是7.8t/m3,研磨体和研磨体之间的孔隙混合在一起的密度,称为研磨体的堆积密度或容积密度ρ( t/m3)6.85钢棒254.85钢球30研磨体研磨体种堆积密度研磨体种 6.63φ504.60φ801.4~1.7卵石球6.70φ404.62φ70 4.4~4.6钢段φmm 4.66φ60 6.50φ1004.52φ1504.70φ50 6.51φ754.56φ1004.76φ40 6.56φ604.58φ90φmm 堆积密度ρt/m 3种类堆积密度ρt/m 3类ρt/m 3类3.装载量有了研磨体填充率和堆积密度、磨机(或磨仓)的有效容积,我们就可以算出研磨体的装载量了:参考资料:/supply/index.html。
球磨机钢球钢球填充率计算方法

球磨机的钢球填充率计算方法作者华民钢球徐寿湖(从事钢球多年的经验)1、球磨机两级配钢球球磨机的配球法直接影响着球磨机的工作效率..另外你要实现什么样的目的凍要达到什么样的产量还有工作环境以及球磨机的电机功率等来配制球磨机的钢球i兔要知道怎么样给球磨机配球浣首先得了解球磨机的工作原理凍才能根据原理来给球磨机来配球。
球磨机第一仓研磨体的主要作用是对物料进行冲击破碎同时也起到一定的研磨作用。
因此研磨体进行级配的目的就是要满足这两方面的要求。
第一仓粉碎效果的好坏直接对后面各仓的粉磨效率产生影响凍并最终影响球磨机产量。
能否达到粉碎要求取决于研磨体的级配是否合理凍主要包括钢球大小、球径级数、各种规格球所占比例等。
确定这些参数除了要考虑球磨机规格大小、球磨机内部结构、产品细度要求等因素外凍还要考虑入磨物料的特性(易磨性、粒度大小等)。
要使物料在第一仓得到有效粉碎漁在确定级配时必须遵循这样几个原则:首先凍钢球要有足够大的冲击力观使钢球具备足够能量以击碎颗粒物料这与钢球的最大球径有直接关系。
其次钢球对物料要有足够多的冲击次数凍这与研磨体装填量和平均球径有关。
当装填量一定时凍在保证足够冲击力的前提下洗尽量减小研磨体直径增加钢球个数来提高对物料的冲击次数[兔以提高粉碎效率。
最后血物料在仓内有足够的停留时间洗以保证物料被充分粉碎注这就要求所配研磨体要有一定的控制物料流速的能力2、两级配球法所谓两级配球法凍就是使用大小两种不同规格(兔并且二者直径相差较大的钢球来进行级配。
其理论依据是凍大球之间的空隙由小球来填充凍以充分提高钢球的堆积密度。
这样现一方面可提高第一仓的冲击力和冲击次数漁符合该仓研磨体的功能特点海另一方面視较高的堆积密度可使物料能够得到一定的研磨作用。
在两级配球中观大球的作用主要是对物料进行冲击破碎。
小球的作用一是填充大球间的空隙提高研磨体的堆积密度以控制物料流速潼增加研磨能力;二是起能量传递作用凍将大球的冲击能量传递给物料;三是将空隙中的粗颗粒物料排挤出来洗置于大球的冲击区内。
球磨机充填率选矿厂的计算方法
球磨机充填率选矿厂的计算方法
球磨机充填率是指球磨机内钢球与物料体积的比值,是影响球磨机选矿效果的重要因素之一。
选矿厂在进行球磨机选矿时需要计算出球磨机的充填率,以便控制选矿过程中的破碎和磨损程度,从而获得更好的选矿效果。
球磨机的充填率计算方法有多种,常用的方法有测量法、重量法和容积法。
其中,测量法是通过测量球磨机内球和物料的实际体积来计算充填率,但由于测量过程繁琐,精度较低,目前已逐渐被重量法和容积法所替代。
重量法是通过测量球磨机内钢球和物料的重量来计算充填率,其计算公式为:
充填率 = (钢球总重量 + 物料总重量) ÷球磨机容积
容积法是通过测量球磨机内的容积和已充入钢球和物料的体积
来计算充填率,其计算公式为:
充填率 = (钢球体积 + 物料体积) ÷球磨机容积
选择何种方法计算球磨机的充填率,需要根据具体情况进行综合考虑。
但不管采用哪种方法,都需要准确测量球磨机的容积和钢球、物料的重量或体积,以保证计算结果的准确性。
- 1 -。