PLC课程设计装配流水线的模拟控制
基于PLC的装配流水线的控制系统的设计
基于PLC的装配流水线的控制系统的设计装配流水线是一种高效、高质量的生产方式,它可以将产品的不同工序自动化地连接在一起,实现连续生产和高速运转,提高生产效率和产品质量。
PLC(可编程逻辑控制器)是流水线控制系统的核心设备,它通过编程控制各种传感器、执行器和其他设备的动作和状态,实现高度自动化的流水线生产。
本文将介绍基于PLC的装配流水线控制系统的设计原则和方法。
第一步是进行装配流程的分析和规划。
在设计装配流水线控制系统之前,需要清楚每个产品的装配流程和每个工序的顺序关系。
然后,根据装配流程的要求和流水线的特点确定需要使用的传感器、执行器和其他设备的数量和类型。
第二步是进行流水线的布局设计。
在设计流水线的布局时,需要考虑装配流程中各个工序的时间和空间关系,以及流水线的安全性、可靠性和易维护性。
布局的目标是最小化装配过程中的空闲时间和交叉干扰,并保证产品在流水线上的稳定流动。
第三步是进行PLC编程。
PLC编程是装配流水线控制系统设计的核心部分。
在编程过程中,需要定义输入和输出的信号接口,配置PLC的输入和输出模块,编写逻辑控制程序,并进行测试和调试。
编程的目标是控制各个工序的开始和结束时间,以及产品在流水线上的传送速度和位置。
第四步是进行PLC控制系统的硬件设计。
在进行硬件设计时,需要选择适当的PLC设备和配套设备,如传感器、执行器、电源等,并通过相应的连接线和接口板进行连接和安装。
同时,还需要进行电气布线和接线的设计,确保信号的可靠传输和电路的安全运行。
第五步是进行控制系统的调试和优化。
在装配流水线控制系统的调试阶段,需要对各个工序的传感器、执行器和其他设备进行功能测试和性能优化。
同时,还需要对逻辑控制程序进行修改和调整,确保流水线的稳定运行和产品的一致性。
最后,根据实际情况对流水线控制系统进行监控和维护。
监控和维护的目标是及时发现和解决设备故障、信号丢失和其他问题,保证流水线的连续生产和高质量。
基于PLC的装配流水线控制系统设计
基于PLC的装配流水线控制系统设计一、引言随着制造业的快速发展,装配流水线作为一种高效率和高精度的生产方式,得到了广泛应用。
为了实现流水线自动化控制,采用PLC (Programmable Logic Controller,可编程逻辑控制器)作为控制核心,可以实现对流水线的稳定和可靠控制。
本文将基于PLC的装配流水线控制系统的设计进行详细描述。
二、系统结构该装配流水线控制系统由PLC控制器、传感器、执行机构等组成。
传感器用于检测工件的位置、状态等信息,将这些信息传输给PLC控制器。
PLC控制器根据传感器信息,对执行机构进行控制,实现对工件的装配任务。
三、PLC程序设计1.确定输入输出信号:根据流水线的具体情况,确定需要采集的传感器信号和需要控制的执行机构信号。
例如,传感器可以包括光电传感器、接近开关等,执行机构可以包括电动机、气缸等。
2.PLC程序设计:根据装配流水线的工艺流程,编写PLC程序,实现对流水线的自动控制。
程序中包括初态判断、各个工位的操作指令、故障处理等内容。
3.联锁逻辑设计:设计联锁逻辑,确保流水线的安全性和稳定性。
例如,在工件未到位的情况下,一些执行机构不能进行操作,以避免损坏工件和设备。
四、接口设计1.人机界面设计:设计人机界面,方便操作员与装配流水线进行交互。
通过触摸屏、按键等设备,实现对流水线的手动控制、参数设置、运行监控等功能。
2.通信接口设计:为了方便对装配流水线进行远程监控和维护,设计通信接口。
可以通过以太网、Modbus等通信协议,实现与上位机的数据交互和控制命令传输。
五、安全保护设计为了确保装配流水线运行的安全性,需要设计相应的安全保护措施。
例如,设置紧急停止按钮、安全光幕等设备,以及相应的报警系统,及时发现和处理安全隐患。
六、实时监控与故障诊断通过PLC控制器内置的监控功能,实现对装配流水线的实时监控和故障诊断。
当出现故障时,PLC控制器可以自动发出报警,并显示故障位置和原因,方便维修和排除故障。
PLC课程设计--装配流水线控制
目录1概述 (1)2硬件设计 (2)2.1控制要求 (2)2.2选择PLC的型号 (3)2.2.1 基本单元 (3)2.2.2 个人计算机(PC)或编程器 (4)2.3输入输出接线表 (4)2.4系统设计流程图 (4)3 软件设计 (6)3.1设计梯形图 (6)3.2设计语句表 (13)4调试结果 (18)5结束语 (19)6参考文献 (20)1 概述在PLC问世之前,工业控制领域中是继电器控制占主导地位,继电器控制系统有着十分明显的缺点。
体积大、功耗多、可靠性差、寿命短、运行速度慢、适应性差,尤其当生产工艺发生变化时,就鼻息重新设计、重新安装,造成时间和资金的严重浪费。
为了改变这种现状,1969年美国数字设备公司(DEC)研制出了世界上第一台PLC。
随着PLC的不断发展增加了网络通信功能,发展了各种智能模块,增加了外部诊断功能。
使PLC成为了现在工业控制领域的三大支柱之一。
本课题是用PLC控制装配流水线控制。
用PLC控制装配流水线具有程序设计简单、易于操作和理解、能够实现多种功能等优点。
此系统主要能够实现顺次启动和停止,完成工件移位以及功能紧急故障处理等功能。
2硬件设计2.1控制要求:图2-1功能说明:装配流水线控制传送系统,用异步电动机带动传送带,控制过程如下:启动时先按下SD按钮,起动整个传送系统,工件开始在传送带移位。
停止时按下复位按钮,装配流水线停止工作,系统初始化重新开始运行。
A,B,C三个灯模拟的是三个操作,D,E,F,G四组灯模拟的是传送带。
传送带共有十六个工位,工件从1号位装入,分别在A(操作1)、B(操作2)、C (操作3)三个工位完成三种装配操作,经最后一个工位后送入仓库;D,E,F,G均是四个灯一组的模拟传送带,这些工位均用于传送工件。
工件在传送带上开始传送,经过DEFG传送之后进行A操作,再经过DEFG传送之后进行B操作,再经过DEFG传送之后进行C操作,然后经过DEFG传送到仓库。
装配流水线PLC模拟控制

装配流水线的PLC模拟控制装配流水线的PLC模拟控制【摘要】本文主要是介绍PLC模拟控制在工业生产中的运用,要求学会使用组态王软件和PLC(SIMEINS S7-200)控制系统连接,采用下位机执行,上位机监控的方法,构建完成装配流水线的模拟控制系统。
通过PLC模拟控制和组态王的监控,本文实现了装配流水线的控制和监视。
This paper mainly introduces the use of PLC analog control in industrial production, requires to use kingview software and PLC connection (SIMEINS S7-200) control system, using a machine to perform, PC monitor, the method of building a complete assembly line simulation control system. Simulation control by PLC and kingview monitoring, this paper implements the assembly line of control and monitoring.【关键词】PLC控制;下位机执行;上位机监控;组态王监控PLC control; Under a machine; PC monitoring; Kingview monitoring1引言1.1引论PLC = Programmable logic Controller,可编程逻辑控制器,一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入|输出控制各种类型的机械或生产过程,是工业控制的核心部分 PLC = Programmable Logic Controller,可编程控制器。
plc控制流水灯课程设计

plc控制流水灯课程设计一、课程目标知识目标:1. 学生能理解PLC(可编程逻辑控制器)的基本原理和功能。
2. 学生能掌握流水灯电路的工作原理和PLC控制流程。
3. 学生能描述不同类型PLC的编程语言和指令系统。
技能目标:1. 学生能运用PLC编程软件设计简单的流水灯控制程序。
2. 学生能通过PLC对流水灯进行调试和故障排查。
3. 学生能运用团队合作的方式,完成流水灯控制系统的搭建与优化。
情感态度价值观目标:1. 培养学生对自动化控制技术的兴趣,激发创新意识和探索精神。
2. 培养学生严谨、细致的工作态度,提高学生的责任心和自我管理能力。
3. 培养学生团队协作精神,学会尊重和倾听他人意见,共同解决问题。
课程性质:本课程为实践性较强的课程,结合理论知识与实际操作,使学生能够将所学应用于实际工程案例。
学生特点:学生具备一定的电子电路基础知识,对PLC控制技术有一定了解,但实际操作经验不足。
教学要求:注重理论与实践相结合,强调动手能力和团队合作,提高学生的实际操作技能和问题解决能力。
将课程目标分解为具体的学习成果,便于教学设计和评估。
二、教学内容1. PLC基本原理与结构:介绍PLC的组成、工作原理及在各行业中的应用。
教材章节:第一章 可编程逻辑控制器概述2. 流水灯电路设计:讲解流水灯电路的工作原理,分析不同类型的流水灯电路。
教材章节:第二章 常用电气控制电路3. PLC编程软件使用:学习PLC编程软件的操作方法,掌握基本编程指令。
教材章节:第三章 PLC编程软件与指令系统4. 流水灯控制程序设计:根据流水灯电路,设计相应的PLC控制程序。
教材章节:第四章 PLC程序设计5. PLC程序调试与优化:学习调试PLC程序的方法,掌握故障排查技巧。
教材章节:第五章 PLC程序调试与优化6. 团队合作与实践:分组进行流水灯控制系统的搭建与调试,培养学生的团队合作能力。
教材章节:第六章 PLC控制系统设计与应用教学进度安排:本教学内容共计6个课时,每课时45分钟。
基于PLC的装配流水线控制系统设计案例
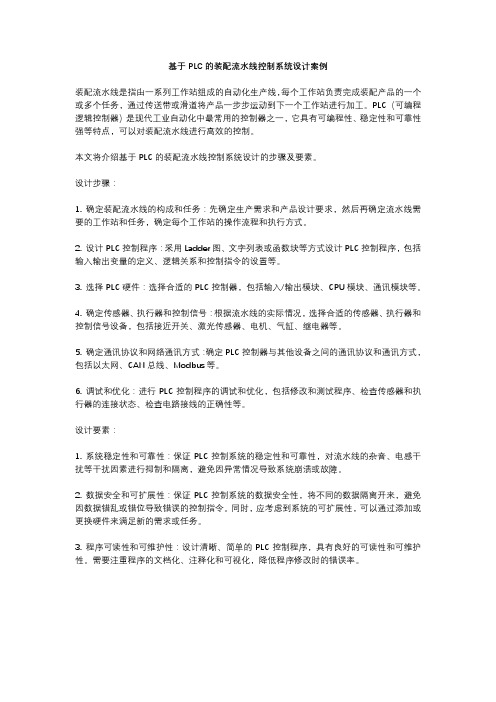
基于PLC的装配流水线控制系统设计案例装配流水线是指由一系列工作站组成的自动化生产线,每个工作站负责完成装配产品的一个或多个任务,通过传送带或滑道将产品一步步运动到下一个工作站进行加工。
PLC(可编程逻辑控制器)是现代工业自动化中最常用的控制器之一,它具有可编程性、稳定性和可靠性强等特点,可以对装配流水线进行高效的控制。
本文将介绍基于PLC的装配流水线控制系统设计的步骤及要素。
设计步骤:1. 确定装配流水线的构成和任务:先确定生产需求和产品设计要求,然后再确定流水线需要的工作站和任务,确定每个工作站的操作流程和执行方式。
2. 设计PLC控制程序:采用Ladder图、文字列表或函数块等方式设计PLC控制程序,包括输入输出变量的定义、逻辑关系和控制指令的设置等。
3. 选择PLC硬件:选择合适的PLC控制器,包括输入/输出模块、CPU模块、通讯模块等。
4. 确定传感器、执行器和控制信号:根据流水线的实际情况,选择合适的传感器、执行器和控制信号设备,包括接近开关、激光传感器、电机、气缸、继电器等。
5. 确定通讯协议和网络通讯方式:确定PLC控制器与其他设备之间的通讯协议和通讯方式,包括以太网、CAN总线、Modbus等。
6. 调试和优化:进行PLC控制程序的调试和优化,包括修改和测试程序、检查传感器和执行器的连接状态、检查电路接线的正确性等。
设计要素:1. 系统稳定性和可靠性:保证PLC控制系统的稳定性和可靠性,对流水线的杂音、电感干扰等干扰因素进行抑制和隔离,避免因异常情况导致系统崩溃或故障。
2. 数据安全和可扩展性:保证PLC控制系统的数据安全性,将不同的数据隔离开来,避免因数据错乱或错位导致错误的控制指令。
同时,应考虑到系统的可扩展性,可以通过添加或更换硬件来满足新的需求或任务。
3. 程序可读性和可维护性:设计清晰、简单的PLC控制程序,具有良好的可读性和可维护性。
需要注重程序的文档化、注释化和可视化,降低程序修改时的错误率。
PLC装配流水线模拟控制课程设计
课程设计说明书课程设计名称:工厂电气课程设计课程设计题目:装配流水线模拟控制设计学院名称: XXX专业: XXX 班级: XXX学号:XXX 姓名: XXX评分:教师: XXX2012 年 6 月 21 日电气控制技术课程设计任务书20 11 -20 12 学年第二学期第 19 周- 19 周题目装配流水线模拟控制设计内容及要求运行要求:按下“开”按钮,按下流程1按钮,表示流程1 的操作已完成,此时流程1中的被操作对象由B传送到C准备进入流程2,然后A中取被加工对象送到流程1。
加工对象经过三个流程后进入仓库H,整个加工流程结束。
即由流程按钮控制A、B、C、D、E、F、G、N1指示灯的亮和灭。
根据运行要求,画出控制系统线路图、列输入输出分配表、编写梯形图并逐条加注释,且写出程序流程图。
完成课程设计说明书与课程设计报告。
进度安排1、讲授课程设计的要求、任务和方法,布置设计题目(0.5天);2、查阅资料,确定设计方案(1天);3、设计、实验调试并完成课程设计报告(2.5天);4、当场个人答辩及报告评阅(1天)。
学生姓名:指导时间 2012 年 6月 18日至2012年6月 21日指导地点: XXX任务下达2012 年 6月 18日任务完成2012年6月 21日考核方式 1.评阅□ 2.答辩□ 3.实际操作□ 4.其它□指导教师XXX 系(部)主任XXX摘要本次设计主要是介绍PLC模拟控制在工业生产中的运用,要求学会使用组态王软件和PLC(SIMEINS S7-200)控制系统连接,采用下位机执行,上位机监控的方法,构建完成装配流水线的模拟控制系统。
通过PLC模拟控制和组态王的监控,本文实现了装配流水线的控制和监视。
PLC控制;下位机执行;上位机监控;组态王监控在工业自动化生产中,由于PLC控制具有一系列的的优点,而且便于控制,深受企业的喜爱,同时运用组态软件进行监控生产流程,更是让整个过程变得可视化。
装配流水线的PLC控制设计
航空制造工程学院学科科技前沿题目:装配流水线设计班级学号:11031534学生XX:钟理指导教师:高延峰二O一四年六月摘要本设计以当今自动化水平越来越高的现状。
装配流水线在生产过程中代替人力发挥出越来越重要的作用。
以此为背景从它的概念和特点出发,提出了装配流水线生产上的问题和缺乏,如:生产不平衡、效率低、现场管理混乱等。
各企业通过调整装配作业指导、运用工序同期化和加强现场管理等方法来改善这些问题。
对装配生产流水线进展改进,最终到达使整个装配线趋于平衡、装配效率有效提高和提高现场管理的目的。
PLC是现代通用的工业控制计算机。
其接口容易,同时PLC的编程语言简单易懂很容易被不管是否有电路根底的用户都能很快上手和掌握。
在各个领域都得到广泛的应用,特别是工业自动化领域。
装配流水线是现在企业批量生产和扩大开展中不可或缺的的生产方式。
目前,PLC 在装配流水线上应用广泛。
而本设计是在电脑上模拟控制整个装配流水线的流程,以现在较为流行的PLC(可编程控制器)为根底来实现装配流水线的控制功能。
本次设计我以饮料装瓶为例。
其程序是通过PLC控制8盏LD灯的闪烁来模拟饮料装配流水线的传送、装瓶、盖盖、贴签和成品入库。
在程序设计中,我使用了大量的置位与复位指令,并运用比较指令来选择不同的操作工位,结合传感器使饮料瓶到达装配工位时停顿传送。
经过屡次的程序设计和模拟仿真,程序已能实现移位、三工位装配和单工位入库等操作。
关键词:装配流水线;PLC;控制系统AbstractNowadays, this design occupies important position in automation level. The assembly line to replace human in the process of production playing an increasingly important role, as the background.Proceeding from its concept and characteristic,It Puts forward the problems and the insufficiency in the assembly line of production .Such as: production imbalance, the efficiency is low, the site management confusion, etc. In order to solve these problems ,we can take measures like adjusting the assembling work instruction,synchronization in using process, strengthening the site management .Making improvement of the assembly production line, can finally make the whole assembly line in equilibrium, and effectively improve the assembly efficiency and enhance the site management .PLC is the control puter of modern general industrial. Its interface is easy, meanwhile the programming language of PLC is simple and can be easily understand and quickly handcuffed and master whether the users have circuit basis or not. In every field it is widely used, especially in industrial automation.Assembly line is the indispensable mode of production in enterprise of expanding and batch production. At present, the PLC is widely used in the assembly line. While this design on the puter which is controlling the entire process in the assembly line, with current relatively popular PLC (programmable controller) as the basis for realizing simulation control function of the assembly line. After many program design and simulation, it can basically achieve the required functions.This designs me with the beverage bottle for example. Its procedure is the flicker that controls 8 LD lights through PLC to imitate the transmission of the beverage assembles flowing water line, bottle, cover cover, stick label and finished product to store in ware house. In the program design, I used to in great quantities place with reset instruction, and make use of to pare instruction to choose different operation work, stop transmission while bining to spread a feeling machine to make beverage bottle arrive to assemble a work. Imitate really after many program designs and emulation, the procedure can already carry out to move and 3 to assemble and list the work store in warehouse etc. operation.Keywords: assembly line; PLC; Control system.目录前言 (1)第1章装配流水线及传感器的根本介绍 (2)1.1 装配流水线的根本介绍 (2)1.2 PLC控制饮料装瓶流水线的优势 (2)1.3 传感器的根本介绍及选择 (3)第2章PLC的根底知识及选型 (4)2.1 可编程控制器概述 (4)2.2 PLC的特点 (4)2.3 PLC的组成及其工作原理 (5)2.7 PLC选型 (5)第3章装配流水线的PLC控制程序设计局部 (8)3.1 设计任务 (8)3.2 硬件设计 (10)3.3 梯形图分析 (11)3.4 调试过程及结果 (15)小结 (16)[参考文献] (17)附录指令表 (18)前言本设计的目的是通过对装配流水线的PLC控制设计,进一步熟悉PLC的概念、特点和控制原理。
基于PLC装配流水线控制系统设计
基于PLC装配流水线控制系统设计引言:随着制造业的发展,装配流水线在生产中发挥着越来越重要的作用。
为了提高生产效率和质量,降低成本,自动化装配流水线控制系统成为了一个重要的研究对象。
本文通过基于PLC的装配流水线控制系统的设计,展示了如何利用PLC技术提高装配流水线的自动化水平。
一、PLC技术的介绍PLC(可编程逻辑控制器)是一种工业控制计算机,被广泛应用于工业自动化系统中。
它具有编程能力、远程操作能力、数据处理能力和通信能力等特点,可以实现对流水线控制系统的自动化控制。
二、装配流水线控制系统的设计装配流水线控制系统的设计包括硬件设计和软件设计两个方面。
1.硬件设计在硬件设计中,我们首先需要确定流水线的结构和各个工位的布置。
然后,选择适当的传感器和执行器,如光电传感器、气缸等,以监测和控制工件在流水线上的运行和装配过程。
接下来,选用适宜的PLC型号,根据流水线的要求确定输入/输出点数,设计并配置输入/输出模块。
2.软件设计软件设计涉及到PLC程序的编写。
首先,根据流水线的运行流程,设计一个状态图。
然后,根据状态图编写PLC程序,实现流水线的自动化控制。
程序中需要包括工件的传送、检测、装配和故障处理等功能。
三、基于PLC的装配流水线控制系统的工作流程1.启动流水线:通过操作人员或自动控制逻辑信号启动整个流水线。
2.工件传送:工件通过传送带、滑台或其他装置传送到各个工位。
3.检测过程:通过光电传感器等检测工件是否到位,以及工件的位置、姿态等信息。
4.装配过程:根据检测结果,确定工件的装配顺序和方法,并通过气缸等执行器进行装配操作。
5.故障检测和处理:通过传感器监测流水线的运行状态,一旦发现故障,及时停机并报警。
6.结束工作:当工件完成装配后,流水线自动停机,等待下一批工件。
四、优点和应用前景1.自动化程度高,能够提高生产效率和产品质量。
2.灵活性强,可以根据需要进行快速调整和改变。
3.扩展性好,方便对流水线进行扩展和改进。
PLC装配流水线课程设计-推荐下载
按钮 选择开关 限位开关 电源
输
入
模
块
可编程序控制器
(1)、CPU 模块
CPU 模块又叫中央处理单元或控制器,它主要由微处理器 (CPU)和存储器组成。它用以运行用户程序、监控输入/输出接口 状态、作出逻辑判断和进行数据处理,即读取输入变量、完成用户 指令规定的各种操作,将结果送到输出端,并响应外部设备(如编 程器、电脑、打印机等)的请求以及进行各种内部判断等。PLC 的 内部存储器有两类,一类是系统程序存储器,主要存放系统管理和 监控程序及对用户程序作编译处理的程序,系统程序已由厂家固定, 用户不能更改;另一类是用户程序及数据存储器,主要存放用户编 制的应用程序及各种暂存数据和中间结果。
CPU模块编程源自置输出模块
接触器 电磁阀 指示灯 电源
I/O 模块是系统的眼、耳、手、脚,是联系外部现场和 CPU 模 块的桥梁。输入模块用来接收和采集输入信号。输入信号有两类: 一类是从按钮、选择开关、数字拨码开关、限位开关、接近开关、 光电开关、压力继电器等来的开关量输入信号;另一类是由电位器、 热电偶、测速发电机、各种变送器提供的连续变化的模拟输入信号。
可编程控制器有两种基本的工作状态,即运行(RUN)状态
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术通关,1系电过,力管根保线据护敷生高设产中技工资术艺料0不高试仅中卷可资配以料置解试技决卷术吊要是顶求指层,机配对组置电在不气进规设行范备继高进电中行保资空护料载高试与中卷带资问负料题荷试2下卷2,高总而中体且资配可料置保试时障卷,各调需类控要管试在路验最习;大题对限到设度位备内。进来在行确管调保路整机敷使组设其高过在中程正资1常料中工试,况卷要下安加与全强过,看度并22工且22作尽22下可22都能22可地护以缩1关正小于常故管工障路作高高;中中对资资于料料继试试电卷卷保破连护坏接进范管行围口整,处核或理对者高定对中值某资,些料审异试核常卷与高弯校中扁对资度图料固纸试定,卷盒编工位写况置复进.杂行保设自护备动层与处防装理腐置,跨高尤接中其地资要线料避弯试免曲卷错半调误径试高标方中高案资等,料,编试要5写、卷求重电保技要气护术设设装交备备置底4高调、动。中试电作管资高气,线料中课并敷3试资件且、设卷料中拒管技试试调绝路术验卷试动敷中方技作设包案术,技含以来术线及避槽系免、统不管启必架动要等方高多案中项;资方对料式整试,套卷为启突解动然决过停高程机中中。语高因文中此电资,气料电课试力件卷高中电中管气资壁设料薄备试、进卷接行保口调护不试装严工置等作调问并试题且技,进术合行,理过要利关求用运电管行力线高保敷中护设资装技料置术试做。卷到线技准缆术确敷指灵设导活原。。则对对:于于在调差分试动线过保盒程护处中装,高置当中高不资中同料资电试料压卷试回技卷路术调交问试叉题技时,术,作是应为指采调发用试电金人机属员一隔,变板需压进要器行在组隔事在开前发处掌生理握内;图部同纸故一资障线料时槽、,内设需,备要强制进电造行回厂外路家部须出电同具源时高高切中中断资资习料料题试试电卷卷源试切,验除线报从缆告而敷与采设相用完关高毕技中,术资要资料进料试行,卷检并主查且要和了保检解护测现装处场置理设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《PLC设计与实训》
设计报告
题目:装配流水线的模拟控制
一.设计题目与设计目的
1.设计题目
装配流水线的模拟控制
2.设计目的
了解移位寄存器在控制系统中的应用及针对位移寄存器指令的编程方法
二.设计要求
1.设计要求说明
在本实验中,传送带共有20个工位。
工件从1号位装入,依次经过2号位、3号位 (20)
号工位。
在这个过程中,工件分别在A(操作1)、B(操作2)、C (操作3)三个工完成三种装配操作,经最后一个工位送入仓库。
按下启动开关SD ,程序按照D→A→E→B→F→C→G→H流水线顺序自动循环执行;在任意状态下选择复位按钮程序都返回到初始状态;选择移位按钮,每按动一次,完成一次操作。
2.实验面板图
三.设计内容
1.设计思路
根据设计要求写出如下流程:
(1)当程序烧写进PLC板以后,启动程序,按下开始按钮,流水线开始正常工作;
(2) 1秒后传送带D指示灯亮;
(3) 1秒后传送带A指示灯亮,D指示灯灭;
(4) 1秒后传送带E指示灯亮,A指示灯灭;
(5) 1秒后传送带B指示灯亮,E指示灯灭
(6) 1秒后传送带F指示灯亮,B指示灯灭;
(7) 1秒后传送带C指示灯亮,F指示灯灭;
(8) 1秒后传送带G指示灯亮,C指示灯灭;
(9) 1秒后传送带H指示灯亮,G指示灯灭;
(10)1秒后又跳转至D指示灯亮,H灯灭,8秒一个周期,循环往复;
(11)在过程中任意时刻按下复位按钮,系统复位至正常工作最开始状态;
(12)在过程中任意时刻按下移位按钮,立刻跳转至下一步。
2.设计程序
(1)梯形图如下:
(2)指令表:
Network 1
LD
LPS
AN
LPS
AN
TON T37, +10
LPP
AN
TON T38, +80
LPP
ED
R , 1
R , 1
Network 2
LD T38
AN
O
O C6
O
LD
EU
OLD
AN
=
Network 3
LD
LPS
EU
S , 1 LPP
R , 1 Network 4 LD T37 AN
= Network 5 LD
O
LD
EU
OLD
SHRB , , +8 Network 6 LD
LD C5
LD
ED
OLD
O
CTU C5, 8 Network 7 LD
= Network 8 LD
= Network 9
LD
=
Network 10
LD
=
Network 11
LD
=
Network 12
LD
=
Network 13
LD
=
Network 14
LD
=
3.硬件接线图
四.调试过程与设计体会
1.调试过程
首先将预先设计好题目要求功能的梯形图在模拟软件上打出来,保存显示有错误,经过更改后,保存成功。
按照PLC端口地址分配表连接实验模块和PLC板,然后连接电脑和PLC 板,连接成功后,将程序写入板中。
开始试运行,发现运行结果与预期效果不一样,在检查接线无误以后,分析应该是程序逻辑问题。
在运行程序时打开软件的模拟状态,观察各个时间的得电断电状态,发现梯形图中一些符号运用有问题,导致整个程序运行达不到预期效果。
在查阅可课本后,改正并运行,还是出现类似问题。
在经过几次更正和调试后,最终实现了实验要求。
2.设计体会
经过本次课程设计,让我深刻体会到了PLC这门学科的强大之处,也让我在设计过程中不仅回顾领了相关知识,也让我对该门课程有了更深的理解。
在调试的过程中遇到的问题,也锻炼了我对于知识灵活变通的能力。
而本次设计仅仅是实现一些简单功能,在了解相关一些实际运用例子之后,发现真正运用于实际生产还需要更为复杂的编程,因此如果以后从事相关工作的还有很长的学习道路。
五.系统运行和测试照片。