品质控制流程图
合集下载
QCFC-控制图
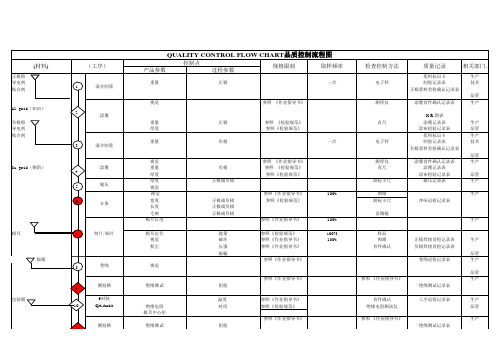
参照《检验规范》 参照《检验规范》 Refe 《检验规范》 参照 《作业指导书》 参照《检验规范》 参照 《作业指导书》
100% 100% 100% 100% 100% 100% 100%
万用表 内阻测试仪 分容柜 万用表 万用表 万用表 内阻测试仪
生产 X-R 图表 品管 生产 生产 生产 品管
QA Audit 25
生产 品管 生产
11 真空干燥 12 注液 13 封装 视觉 温度 时间 压强 时间 温度. 温度 参数表 真空度 温度 压强 热封时间 开路电压 内阻 容量 开路电压 内阻 时间 电压 开路电压 内阻 21 配对 22 组装 23 成品检测 24 负载电压 内阻 视觉 参照《作业指导书》 参照《电芯装配图》 参照《检验规范》 参照《电芯装配图》 参照《作业指导书》 参照《作业指导书》 参照《电芯装配图》 100% 100% 80PCS/1H 内阻测试仪 肉眼 内阻测试仪 肉眼 万用表 100% 万用表 品管 生产 参照《作业指导书》 参照《作业指导书》 100% 万用表 肉眼 工序巡检记录表 品管 生产 视觉 参照《作业指导书》 参照《作业指导书》 参照《作业指导书》 100% 100% 肉眼 内阻测试仪 工序巡检记录表 生产 温度 时间 电芯中的干燥度 Electrolyte Amount极片量 参照《作业指导书》 参照《检验规范》 参照《作业指导书》 参照《作业指导书》 100% 100% 湿度计 电子秤 By 肉眼 温度计 参照《作业指导书》 参照 《作业指导书》 湿度计 真空干燥记录表 注液组烤箱温度确认表 注液箱湿度抽检表 X-R 图表 生产
隔膜 8 卷绕 视觉
参照《作业指导书》 测短路 9 包装膜 10 9封装 QA Audit 绝缘电阻 极耳中心矩 绝缘测试 阻值 温度. 时间 参照《作业指导书》 参照《检验规范》 参照《作业指导书》
机械加工品质控制流程图
品质控制流程图
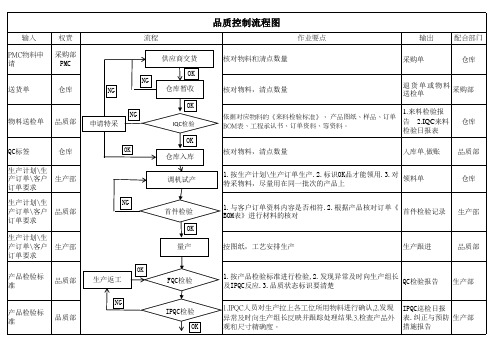
输入 PMC物料申 请 权责 采购部 PMC NG 送货单 仓库 NG
NG
流
输出 采购单
配合部门 仓库
OK 仓库暂收 OK 物料送检单 品质部 申请特采
IQC检验
核对物料,清点数量
退货单或物料 采购部 送检单 1.来料检验报 告 2.IQC来料 检验日报表 入库单.做账
依据对应物料的《来料检验标准》、 产品图纸、样品、订单 BOM表、工程承认书、订单资料、等资料。
仓库
OK
QC标签
仓库
OK
仓库入库 调机试产 NG
首件检验 OK
核对物料,清点数量
品质部
生产计划\生 产订单\客户 生产部 订单要求 生产计划\生 产订单\客户 品质部 订单要求 生产计划\生 产订单\客户 生产部 订单要求 产品检验标 准
OK
1.按生产计划\生产订单生产.2.标识OK品才能领用.3.对 领料单 特采物料,尽量用在同一批次的产品上 1.与客户订单资料内容是否相符.2.根据产品核对订单《 首件检验记录 BOM表》进行材料的核对
仓库
生产部
量产
按图纸,工艺安排生产
生产跟进
品质部
品质部
生产返工 NG
FQC检验
1.按产品检验标准进行检验,2.发现异常及时向生产组长 QC检验报告 及IPQC反应.3.品质状态标识要清楚 1.IPQC人员对生产拉上各工位所用物料进行确认,2.发现 异常及时向生产组长反映并跟踪处理结果.3.检查产品外 观和尺寸精确度。
生产部
产品检验标 准
品质部
IPQC检验 OK
IPQC巡检日报 表.纠正与预防 生产部 措施报告
品质控制流程图
输入 权责 流程 作业要点 输出 配合部门
输入 PMC物料申 请 权责 采购部 PMC NG 送货单 仓库 NG
NG
流
输出 采购单
配合部门 仓库
OK 仓库暂收 OK 物料送检单 品质部 申请特采
IQC检验
核对物料,清点数量
退货单或物料 采购部 送检单 1.来料检验报 告 2.IQC来料 检验日报表 入库单.做账
依据对应物料的《来料检验标准》、 产品图纸、样品、订单 BOM表、工程承认书、订单资料、等资料。
仓库
OK
QC标签
仓库
OK
仓库入库 调机试产 NG
首件检验 OK
核对物料,清点数量
品质部
生产计划\生 产订单\客户 生产部 订单要求 生产计划\生 产订单\客户 品质部 订单要求 生产计划\生 产订单\客户 生产部 订单要求 产品检验标 准
OK
1.按生产计划\生产订单生产.2.标识OK品才能领用.3.对 领料单 特采物料,尽量用在同一批次的产品上 1.与客户订单资料内容是否相符.2.根据产品核对订单《 首件检验记录 BOM表》进行材料的核对
仓库
生产部
量产
按图纸,工艺安排生产
生产跟进
品质部
品质部
生产返工 NG
FQC检验
1.按产品检验标准进行检验,2.发现异常及时向生产组长 QC检验报告 及IPQC反应.3.品质状态标识要清楚 1.IPQC人员对生产拉上各工位所用物料进行确认,2.发现 异常及时向生产组长反映并跟踪处理结果.3.检查产品外 观和尺寸精确度。
生产部
产品检验标 准
品质部
IPQC检验 OK
IPQC巡检日报 表.纠正与预防 生产部 措施报告
品质控制流程图
输入 权责 流程 作业要点 输出 配合部门
品质控制流程图【2024版】
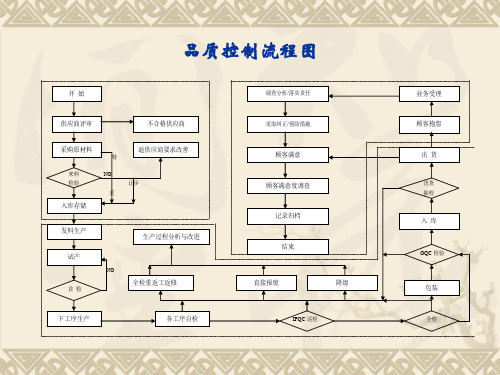
品质控制流程图
开始
供应商评审
不合格供应商
采购原材料
特
退供应商要求改善
来料 检验
入库存储
NO 让步
采
发料生产
生产过程分析与改进
获试产
首检
NO
全检重返工返修
下工序生产
各工序自检
调查分析/落实责任 采取纠正/预防措施
顾客满意 顾客满意度调查
记录归档 结束
直接报废
降级
IPQC 巡检
业务受理 顾客抱怨
出货
出货 抽检
潜在不符合识别
分析不符合原因
提出预防措施
对策否可行 NO
YES 执行预防措施
验证预防措施 NG
OK 标准化
相关记录存档
1.11 监视和测量装置控制流程
计测量器申购、验收
是否合格YES
计测量登记
是否校准 YES
执行內﹑外校准
校准判定 PASS
校准标识、记录
NO NO FAIL
使用﹑保管﹑维护
临时校准
入库
OQC 检验
包装
全检
目录
1.1进料检验流程 1.2 来料品质异常处理流程 1.3 首件检验流程 1.4 制程异常处理流程 1.5 不良品修理流程 1.6 出货检验流程 1.7 客戶投诉处理流程 1.8 不合格品處理流程 1.9 纠正措施实施流程 1.10 预防措施实施流程 1.11 监视和测量装置控制流程 1.12 产品标识流程 1.13 內部质量体系审核流程
3.修理员须在修理板上标识上自 已的标识
1.6 出货检验流程
生产部将产品 送检OQC
OQC清点数量及 确认状态标识
依成品检验标准及 抽样计划实施检验
开始
供应商评审
不合格供应商
采购原材料
特
退供应商要求改善
来料 检验
入库存储
NO 让步
采
发料生产
生产过程分析与改进
获试产
首检
NO
全检重返工返修
下工序生产
各工序自检
调查分析/落实责任 采取纠正/预防措施
顾客满意 顾客满意度调查
记录归档 结束
直接报废
降级
IPQC 巡检
业务受理 顾客抱怨
出货
出货 抽检
潜在不符合识别
分析不符合原因
提出预防措施
对策否可行 NO
YES 执行预防措施
验证预防措施 NG
OK 标准化
相关记录存档
1.11 监视和测量装置控制流程
计测量器申购、验收
是否合格YES
计测量登记
是否校准 YES
执行內﹑外校准
校准判定 PASS
校准标识、记录
NO NO FAIL
使用﹑保管﹑维护
临时校准
入库
OQC 检验
包装
全检
目录
1.1进料检验流程 1.2 来料品质异常处理流程 1.3 首件检验流程 1.4 制程异常处理流程 1.5 不良品修理流程 1.6 出货检验流程 1.7 客戶投诉处理流程 1.8 不合格品處理流程 1.9 纠正措施实施流程 1.10 预防措施实施流程 1.11 监视和测量装置控制流程 1.12 产品标识流程 1.13 內部质量体系审核流程
3.修理员须在修理板上标识上自 已的标识
1.6 出货检验流程
生产部将产品 送检OQC
OQC清点数量及 确认状态标识
依成品检验标准及 抽样计划实施检验
质量控制流程图

供应商取货/仓库办理入库
8.1来料不合格品控制流程图
8.2成品不合格品控制流程图
成品不合格品控制
流程
部门
说明
品质(OQC)
品质(OQC)
品质部
生产
品质(OQC)
PMC
对发现不良品贴标识并要求隔离
填写(成品检验记录表)
就发现的不良与生产/仓库等部门沟通
生产对不合格品进返工
填写(成品检验记录表)
重检合格后办理入库/出货
8.3返厂不合格品控制流程图
返厂不合格品控制
流程
部门
说明
生产
生产/品质
生产
品质(IPQC)/生产
品质(IQC)
生产
返厂机器信息录入
判定机器状态
填写(整机维修记录表)和(报废申请表)
品质部填写(成品检验记录表)生产填写(送检单)
品质填写检验结果
办理入库
质量控制流程:
来料不合格品控制
流程
部门
说明
ห้องสมุดไป่ตู้品质(IQC)
品质(IQC)
品质(IQC)
品质(IQC)
品质部/PMC/技术
PMC/采购
PMC/采购
PMC/生产/品质
供应商/仓库
填写(进料检验表)
品质部就来料检验不合格与PMC反映,并组织相关部门评审。
PMC/采购安排退货
PMC/采购申请特采,仓库对物料隔离
PMC协调生产挑选/品质让步接收/通知供应商取货/品质对后期改善效果确认跟踪
8.1来料不合格品控制流程图
8.2成品不合格品控制流程图
成品不合格品控制
流程
部门
说明
品质(OQC)
品质(OQC)
品质部
生产
品质(OQC)
PMC
对发现不良品贴标识并要求隔离
填写(成品检验记录表)
就发现的不良与生产/仓库等部门沟通
生产对不合格品进返工
填写(成品检验记录表)
重检合格后办理入库/出货
8.3返厂不合格品控制流程图
返厂不合格品控制
流程
部门
说明
生产
生产/品质
生产
品质(IPQC)/生产
品质(IQC)
生产
返厂机器信息录入
判定机器状态
填写(整机维修记录表)和(报废申请表)
品质部填写(成品检验记录表)生产填写(送检单)
品质填写检验结果
办理入库
质量控制流程:
来料不合格品控制
流程
部门
说明
ห้องสมุดไป่ตู้品质(IQC)
品质(IQC)
品质(IQC)
品质(IQC)
品质部/PMC/技术
PMC/采购
PMC/采购
PMC/生产/品质
供应商/仓库
填写(进料检验表)
品质部就来料检验不合格与PMC反映,并组织相关部门评审。
PMC/采购安排退货
PMC/采购申请特采,仓库对物料隔离
PMC协调生产挑选/品质让步接收/通知供应商取货/品质对后期改善效果确认跟踪
质量检验控制流程图

1.仓库见合格报告和合格标签才可入库。
10
提料
过程检验
N
技术分析
1.IPQC(制程检验员)对半成品工艺材质和作业手法进 行。2.有品质异常时技术部进行技术分析出矫正方案
1.装配组按照配置清单领料。2.对物料进行自检合格才
11
成品装配
可装配。3.现场加工部位要通知检验员确认。4.严格按
照作业指导书的工艺作业。
N产品损坏或其他异常
4.检验不合格请生产部重工后再送检。
15
装柜发货
1.样品确认后根据订单可进行外购件的批量采购普和半 成品加工; 2.自检物料合格才可生产,严格按规范操作; 3.过程不良时要按技术部的方案进行重工处理,并通知 质检员确认。 1.对供应商物料核对数量及规格查看包装完整性必须标 识有送货单,2.报检给IQC(进料检验)。3.实物不符 或检验不合格时请通知采购与供应商联络办理退货手续 。 1.核对确认样品以及技术图纸。2.按检验规范和技术参 数的要求进行检验。3.合格后在实物包装上贴上“合格 ”标签并通知仓库入库。4.有不合格品超出允收水准, 通知仓库要求退货。5.将不合格事件知会采购,通知供 应商改善。
1.根据技术参数要求外购件样品购买; 2.购买的样品要有说明书,出厂检验报告,安全器件要 有注册检验报告或者认证证书,特殊要求材料要有第三 方检验材料成份报告; 3.进行制样或者小批量生产。
1.技术员对样品进行全面的试验; 2.符合技术要求的要贴合格标签并签名; 3.样品不符合返回图纸设计到制样重新跟踪解决。
质量检验控制流程图
步 骤 采购
仓库
部门 质量
生产
技术
说明
1
图纸设计 1.根据订单要求设计产品
2
10
提料
过程检验
N
技术分析
1.IPQC(制程检验员)对半成品工艺材质和作业手法进 行。2.有品质异常时技术部进行技术分析出矫正方案
1.装配组按照配置清单领料。2.对物料进行自检合格才
11
成品装配
可装配。3.现场加工部位要通知检验员确认。4.严格按
照作业指导书的工艺作业。
N产品损坏或其他异常
4.检验不合格请生产部重工后再送检。
15
装柜发货
1.样品确认后根据订单可进行外购件的批量采购普和半 成品加工; 2.自检物料合格才可生产,严格按规范操作; 3.过程不良时要按技术部的方案进行重工处理,并通知 质检员确认。 1.对供应商物料核对数量及规格查看包装完整性必须标 识有送货单,2.报检给IQC(进料检验)。3.实物不符 或检验不合格时请通知采购与供应商联络办理退货手续 。 1.核对确认样品以及技术图纸。2.按检验规范和技术参 数的要求进行检验。3.合格后在实物包装上贴上“合格 ”标签并通知仓库入库。4.有不合格品超出允收水准, 通知仓库要求退货。5.将不合格事件知会采购,通知供 应商改善。
1.根据技术参数要求外购件样品购买; 2.购买的样品要有说明书,出厂检验报告,安全器件要 有注册检验报告或者认证证书,特殊要求材料要有第三 方检验材料成份报告; 3.进行制样或者小批量生产。
1.技术员对样品进行全面的试验; 2.符合技术要求的要贴合格标签并签名; 3.样品不符合返回图纸设计到制样重新跟踪解决。
质量检验控制流程图
步 骤 采购
仓库
部门 质量
生产
技术
说明
1
图纸设计 1.根据订单要求设计产品
2
品质控制工作流程图及工作标准

组织对原辅料、生产过程和产成品进行检验☆
根据实际
重点
☆原辅料、产品实现过程和产品的质量监督
标准
☆检验报告单原始记录是否齐全
原辅料检验
C4 D4 D5 E5 E6 F6
程序
一.《原材料和验检成品规程》《原辅料入二.库单》
质检专员对采购的原辅料进行检验☆
个工作日1
☆质量合格的入库
1个工作日
质量不合格的执行退换货处理☆
对于合格的物料,质检专员应出具《产品质量合☆.
根据
拒收及允收物料
C6 D6 B8 A6 A7
格证》,并通知库管员办理入库手续,入库后,贴上适当标识
实际
二.《库房管理程序》三.《产品质量合格证》四.《食品原料退换记录》
对于复检合格的物料,经品研部经理审核后做出☆允收决定
☆对于经复检后不合格的物料,填写《食品原料退换记录》,并通知通知采购部退货
时限
相关资料
制定《质量标准》
C2 B2 D2 C3 C4 B4 A4
程序
个工作日5
一.国家、地方、行业有关标准和规定二.KFC企业质量管理体系文件
品研部根据国家、地方、行业有关标准和规定及☆的相关要求,拟写公司质量标准KFC
随时
技术副总经理向品研部提出质量标准的意见和☆建议
随时
☆相关部门提供相关资料,配合品研部的编写工作
<职能>
<职能>
审批
审核提出处理意见
开始准备检验依规范检验
结果判定不合格分析出具检验报告发出《不合格品处理通知》
成品入库检验通知办理入库处理不合格品结束
9.产品出厂检验工作流程图
单位
A技术副总
B品研部经理
根据实际
重点
☆原辅料、产品实现过程和产品的质量监督
标准
☆检验报告单原始记录是否齐全
原辅料检验
C4 D4 D5 E5 E6 F6
程序
一.《原材料和验检成品规程》《原辅料入二.库单》
质检专员对采购的原辅料进行检验☆
个工作日1
☆质量合格的入库
1个工作日
质量不合格的执行退换货处理☆
对于合格的物料,质检专员应出具《产品质量合☆.
根据
拒收及允收物料
C6 D6 B8 A6 A7
格证》,并通知库管员办理入库手续,入库后,贴上适当标识
实际
二.《库房管理程序》三.《产品质量合格证》四.《食品原料退换记录》
对于复检合格的物料,经品研部经理审核后做出☆允收决定
☆对于经复检后不合格的物料,填写《食品原料退换记录》,并通知通知采购部退货
时限
相关资料
制定《质量标准》
C2 B2 D2 C3 C4 B4 A4
程序
个工作日5
一.国家、地方、行业有关标准和规定二.KFC企业质量管理体系文件
品研部根据国家、地方、行业有关标准和规定及☆的相关要求,拟写公司质量标准KFC
随时
技术副总经理向品研部提出质量标准的意见和☆建议
随时
☆相关部门提供相关资料,配合品研部的编写工作
<职能>
<职能>
审批
审核提出处理意见
开始准备检验依规范检验
结果判定不合格分析出具检验报告发出《不合格品处理通知》
成品入库检验通知办理入库处理不合格品结束
9.产品出厂检验工作流程图
单位
A技术副总
B品研部经理
品质控制工作流程图及工作标准
执行质量管理标准
C3
程序
☆ 质量管理标准获得批准后,由品研部执行
☆ 组织对原辅料、生产过程和产成品进行检验
根据实际
重点
☆ 原辅料、产品实现过程和产品的质量监督
标准
☆ 检验报告单原始记录是否齐全
原辅料检验
C4
D4
D5
E5
E6
F6
程序
一.《原材料和成品检验规程》
二.《原辅料入库单》
☆ 质检专员对采购的原辅料进行检验
1个工作日
☆ 品研部经理对质检专员的报表进行审核,质检专员根据审核意见进行修改
重点
☆ 检验报告的拟定
标准
☆ 规范、及时,能真实反映制程质量检验及改善的过程
进行归档
B9
程序
《企业档案管理制度》
☆ 质检专员将常规检验和复检过程中形成的各种文件进行归档,包括质量报表及数据记录单等,以便查找和调用
即时
重点
☆ 资料的归档
2个工作日
☆ 品研部将公司质量标准补充完善,形成较成熟的文件
1个工作日
☆ 质量标准报技术副总审核,总经理审批
重点
☆ 质量标准的编写
标准
☆ 编写及时、全面
执行《质量标准》
C5
D5
程序
一.公司《质量标准》
二.公司《质量管理制度》
☆ 品研部组织执行领导审批的公司质量标准
☆ 相关部门认真、彻底地执行公司质量标准
即时
☆ 质检专员判断整改是否解决了问题,若仍存在问题,则要求生产部再次查找原因并组织实施二次整改,直至相关质量问题得到妥善解决
即时
重点
☆ 整改结果的复检
标准
☆ 规范、科学、及时
C3
程序
☆ 质量管理标准获得批准后,由品研部执行
☆ 组织对原辅料、生产过程和产成品进行检验
根据实际
重点
☆ 原辅料、产品实现过程和产品的质量监督
标准
☆ 检验报告单原始记录是否齐全
原辅料检验
C4
D4
D5
E5
E6
F6
程序
一.《原材料和成品检验规程》
二.《原辅料入库单》
☆ 质检专员对采购的原辅料进行检验
1个工作日
☆ 品研部经理对质检专员的报表进行审核,质检专员根据审核意见进行修改
重点
☆ 检验报告的拟定
标准
☆ 规范、及时,能真实反映制程质量检验及改善的过程
进行归档
B9
程序
《企业档案管理制度》
☆ 质检专员将常规检验和复检过程中形成的各种文件进行归档,包括质量报表及数据记录单等,以便查找和调用
即时
重点
☆ 资料的归档
2个工作日
☆ 品研部将公司质量标准补充完善,形成较成熟的文件
1个工作日
☆ 质量标准报技术副总审核,总经理审批
重点
☆ 质量标准的编写
标准
☆ 编写及时、全面
执行《质量标准》
C5
D5
程序
一.公司《质量标准》
二.公司《质量管理制度》
☆ 品研部组织执行领导审批的公司质量标准
☆ 相关部门认真、彻底地执行公司质量标准
即时
☆ 质检专员判断整改是否解决了问题,若仍存在问题,则要求生产部再次查找原因并组织实施二次整改,直至相关质量问题得到妥善解决
即时
重点
☆ 整改结果的复检
标准
☆ 规范、科学、及时
质量控制流程图
单元设计
产品家族分类
质量控制流程图 (QCPC)
超市&看板
POU补料系统
标准作业
全面生产维护管 理(TPM)
可视化管理
5S
全员参与
标准
企业质量体系
创建快速、 持续改进的基础
持续改善,消除浪费
为什么使用QCPC?
折返阻碍了工厂中的工作流,导致了生产延迟和成本增加 •机器停工期 •工序 •浪费时间寻找工具 •工具损坏 •丢失材料 •计划变更 •人工或计算机信息错误 •以及其它..... . .
品质折返趋势图(1761889-8)
Chart for 1761889-8
100.0%
95.0% 90.0%
90.6%
85.0%
80.0%
75.0%
70.0%
65.0%
60.0%
55.0%
50.0%
Wk1
Wk2
First Pass Yield Trend
持续改善,消除浪费
实施QCPC – 案例
对数据进行收集分析,根据80/20原则,筛选出最主要的不良
范例
成本 影响 Impact
可视化系统故 障
尽管传送带堵塞导 致的折返率最高, 但可视化系统故障 导致的影响最严重
传送带堵塞
折返率 持续改善,消除浪费
实施QCPC – 改进
定义
测量
分析
改进
控制
为确定的折返建立一个纠正活动计计时划– 周
1
2
3
职责
可交付的
解决问题的讨论会调查生产量 减少的问题
主管
确定问题范围/解决方案
3 139
1
323 221
品质控制流程图
生产部
产品检验标准
品管部
上挂架FQC
包装组
客户订单
销售部
核数、清洗、
仓库
交库单
生产单 位/包 装组
入库…发货
1.入库产品做好标识、2、依出货单发货,不能发错 货.3、外包装一定要完整3.不能少装和多装.
入库单\出库单
销售部
生产订单\客户 包装组 订单要求 仓库
成品领配 包装、发货
1.仓库员依出货单发货,不能发错货.2.外包装一定要完 整3.不能少装和多装.
配合部门 仓库
规定地点放置,做待检标识
退货单或送检 单
采购部
OK QC标签 仓库 入库
1.来料检验报 依据对应《来料检验规程》、 产品图纸、样品 告 2.IQC检验 、顾客要求、订单资料等。 日报表 核对物料,清点数量办理入库手续,建立数量、 入库单.做账 合格标识
仓库
品管部
输入
权责
铸造生产线流程
浇铸生产 NG
外观目检、查看打磨状态
检验记录
品管部
产品质量和检 验标准 铸件产品出库 单/FQC报告
品管部ቤተ መጻሕፍቲ ባይዱ/技术 部 仓库
按《成品检验规程》检验疏松、砂眼等,如新 开发产品需技术部确认。 1、产品按规格、型号分类、清点数量。2、转序或 交库时交接双方核实。3、标识清晰。
QC检验报告
生产部
入库
入库单、做帐
品管部/ 相关部门
出库单
销售部
OK
作业要点 1.按订单生产.2.核对领用料名称与符合规定要求 按《生产过程检验规程》《检验作业指导书》 、铸件质量要求进行。
输出 领料单
配合部门 仓库
生产订单\客户 生产部 订单 铸件质量标准 /客户要求 铸件表面要求 /客户要求 品管部
品质控制流程图
异常及时向生产组长反应并跟踪处理结果.3.检查产品外 表.纠正与预防 生产部
观、功能测试和相关的可靠性测试。
措施报告
1.核对生产订单、客户订单资料和其它相关要求。2.对 产品外观、颜色进行全面的检查,对功能和相关的可靠性 返工单. 进行全面的测试。3.状态标识清楚
生产部
生产计划\生 产订单\客户 生产部 订单要求
核对物料,清点数量
入库单.做账 品质部
1.按生产计划\生产订单生产.2.标识OK品才能领用.3.对 特采物料和经常出现色差的物料,尽量用在同一批次的 领料单 产品上
1.《生产订单》与客户订单资料内容是否相符.2.根据产
品机型核对订单《BOM表》进行材料的核对,3.检查产品 外观包括颜色、LOGO,半成品要求要试装、及功能测试
品质部
流程
丝印或组装领用 生产
N 首件检验 OK 量产
品质控制流程图
作业要点
输出
1.按生产计划\生产订单\客户订单要求生产.2.有QC标识 OK品才能领用.3.对喷油产品丝印组领用,对SMT产品组装 领用
产生首件
品质部
1.《生产订单》与客户订单资料内容是否相符.2.根据产
品机型核对订单《BOM表》进行材料的核对,3.检查产品 外观包括颜色、LOGO,半成品要求要试装、及功能测试
成品出货检验 报告.成品出货 检验记录表.返 工单.
生产部
1.仓库员依出货单发货,不能发错货.2.外包装一定要完整3. 不能少装和多装.
入库单\出货单
品质部 PMC
首件检验记录
和相关的可靠性测试.
生产部
按作业指导书进行作业
产生成品 品质部
产品检验标 准
品质部
FQC检验