拉矫机前后张力辊驱动方式的比较
对拉弯矫直机矫正结构的分析与探讨
在断续支承辊轴承座 改进前 , 要想调好 一套
三 辊 , 要 花 上 一 周 的 时 间 。 因为 原 结 构 是 靠 两 需
图 1 张力 辊 不 意 图
个销钉定位 和两个 螺栓 固定 , 调试 时在轴承座底
部 垫上 厚 度适 当 的 铜 片 , 证 断 续 支 承 辊 与 支 承 保 辊 面接 触 , 这就 需要 安装 支 承 辊 , 复 拆 卸轴 承 座 反 上 的两个 螺栓 , 比较 费 力 、 烦 , 用时 间也 长 。 麻 所
维普资讯
3 0
20 0 8年第 3期
对 拉 弯 矫 直 机 矫 正 结 构 的 分 析 与 探 讨
李彬彬 , 张立君
( 东北 轻合 金有 限责 任公 司 , 哈尔 滨 10 6 ) 5 0 0
摘 要: 本文针对 16 拉 弯矫 直机矫正结构 的工作原 理及组 成进 行 了分 析 , 出了三辊结 构 的改 进方 案和调 50 提
泛用 于带 材 的加工 线 。
种重要 金 属 , 主要 在航 空 、 天 工 业 中有 广 泛 应 航
用 , 是电力工业 、 也 日常 生 活 中不 可 缺 少 的 材 料 。 在 铝合 金材 料 生 产 中 , 别 是 板 材 和带 材 在 轧 机 特
加 工后 , 都需 要进 行 精整 加 工 , 就 少 不 了拉 弯 矫 这
3 矫 正 结构 的 组成
拉 弯矫 直 机 中 S辊 , 用来 拉 伸 矫 正 , 是施 加 拉 力使 轧 件伸 长 , 整 个 断 面 上 应 力 达 到 或 超 过 屈 使
服极 限 , 除 拉 力 后 , 形 量 相 等 或 接 近 相 等 , 去 变 使
拉弯矫的操作控制
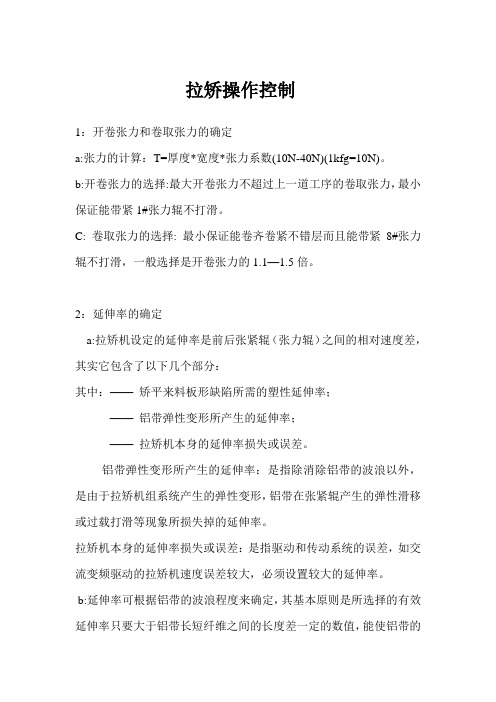
拉矫操作控制1:开卷张力和卷取张力的确定a:张力的计算:T=厚度*宽度*张力系数(10N-40N)(1kfg=10N)。
b:开卷张力的选择:最大开卷张力不超过上一道工序的卷取张力,最小保证能带紧1#张力辊不打滑。
C: 卷取张力的选择: 最小保证能卷齐卷紧不错层而且能带紧8#张力辊不打滑,一般选择是开卷张力的1.1—1.5倍。
2:延伸率的确定a:拉矫机设定的延伸率是前后张紧辊(张力辊)之间的相对速度差,其实它包含了以下几个部分:其中:——矫平来料板形缺陷所需的塑性延伸率;——铝带弹性变形所产生的延伸率;——拉矫机本身的延伸率损失或误差。
铝带弹性变形所产生的延伸率:是指除消除铝带的波浪以外,是由于拉矫机组系统产生的弹性变形,铝带在张紧辊产生的弹性滑移或过载打滑等现象所损失掉的延伸率。
拉矫机本身的延伸率损失或误差:是指驱动和传动系统的误差,如交流变频驱动的拉矫机速度误差较大,必须设置较大的延伸率。
b:延伸率可根据铝带的波浪程度来确定,其基本原则是所选择的有效延伸率只要大于铝带长短纤维之间的长度差一定的数值,能使铝带的最长纤维也开始产生一定数量(小量)的塑性变形即可。
一般而言,只采取拉伸矫直时,延伸率为0.3~0.8%,采用延伸率控制时,矫直所用的延伸率必须大于材料的屈服强度下的延伸率εS ,即ε>εS ,才能使材料发生塑性变形,达到矫直效果。
由式(1)可知,被矫直材料的延伸率可以表示为ε=(V2 - V1)/V1×100% (1)式中V1 ———入口张力辊的速度;V2 ———出口张力辊的速度。
3:其它工艺参数之间关系的确定铝带在拉矫过程中是靠拉伸和矫直(弯曲)共同作用使铝带整体发生延伸从而改善板形的。
其中矫直(弯曲)变形取决于矫直(弯曲)辊的压入量和矫直(弯曲)辊的直径。
矫直(弯曲)辊直径减小、压入量增大和张力的增加都会使铝带获得的延伸率增加。
上述三者之间是相辅相成、缺一不可的。
总的来说,张力在三者中对延伸率的影响最为明显,压入量的影响次之,矫直(弯曲)辊直径影响最小。
张力矫直机组矫直原理

张力矫直机组矫直原理彭俊新摘要:介绍影响拉矫机组带钢板形的因素,矫直原理和一些参数的确定方法。
关键词:拉矫机组;张力;矫直辊;延伸率The Straightening Principle of Tension Leveller LinePeng JunxinAbstract:This thesis introduce the facters affecting stainless steel strip’s level and the srtainhtening principle of tension leveller line.It also canvass how to ascertain some parameters.Key words:tension leveler line;tension ;straightening roll;stretch ratio 1 前言不锈钢市场竞争日趋激烈,用户对不锈钢板、卷的质量要求越来越高,板形是其中一个重要指标之一。
常用的改善板形的方法有拉伸矫直,弯曲矫直和拉伸弯曲矫直三种。
比较而言拉伸弯曲矫直的效果比较好,尤其是对于高强度钢和薄料,矫直效果好,效率高。
2 拉伸弯曲矫直的原理带钢的板形缺陷主要有边浪,中浪,瓢曲,翘曲,镰刀弯,这些缺陷从根本上说都是在带钢轧制过程中不同方向上延伸差异形成的。
拉伸弯曲矫直是对带材进行拉伸和弯曲变形,通过弯曲应力和拉伸应力的叠加,使应力达到屈服极限,将带材平直部分的纤维长度拉长,同时将波浪部分的纤维也拉长,弹性恢复后,带钢的纤维长度保持相同,因而带材就变平直了。
决定矫直效果的主要因素是延伸率,塑性变形区大小和张力等。
矫直单元的前后各有一套S辊,带材通过S辊时,产生一定的张力,带张力的带材通过矫直单元时,在拉应力和弯曲应力的联合作用下,产生塑性变形。
同时,经过反复的正向、反向弯曲,使材料内部的残余应力和残余弯曲逐渐减小,甚至趋近于零。
冷轧厂酸洗线拉矫机原理分析

摘要:介绍破鳞拉矫机的工作原理及在酸洗生产线中的作用和使用情况,对系统分析酸洗线破鳞拉矫机的结构及控制进行分析,并对其工作方式进行说明。
关键词:酸洗线拉矫机工作方式随着经济的发展及技术的进步,国内外市场对冷轧薄板质量的要求越来越高,因此如何在各工序采取措施来提高产品质量便成为冷轧厂的当务之急。
酸洗拉伸弯曲矫直机作为热轧、冷轧之间承前启后的一台设备,在除鳞的高速、高效化以及对板形的改善方面起到了举足轻重的作用,特别是对近年发展起来的酸洗――冷轧联机技术的实现上,更是成为一种决定性的因素。
以往人们研究的重点往往集中于其对板形质量的改善并已取得了明显的效果,但如今已逐步感受到充分发挥拉矫机破鳞功能对于提高带材表面质量进而提升带钢总体质量水平以及生产顺行的重大意义。
而生产实践也表明,近年来随着板形质量水平的逐渐提高,带材表面质量问题日益凸显。
如何使酸洗拉矫机在实际应用中更好的兼顾改善板形与破鳞的双重功能,这实际上便是一个拉矫机工艺性能的优化问题,这一问题的解决亦有赖于拉矫机破鳞理论的研究。
1.拉伸弯曲矫直原理拉伸弯曲矫直的力学机理:当带钢在小直径辊子上弯曲时,同时施加张力,由于弯曲和变形的同时存在,使得带钢在远低于材料屈服极限的张力下,带材中心层产生塑性延伸,因而能够改善带钢板形(见图1)。
根据带钢拉矫变形的力学机理,带钢在拉矫机前后张力辊大张力的作用下,通过拉矫机时产生了纵向拉应力与弯曲应力,实际矫直过程是发生在上述两种应力的叠加。
叠加应力分布,两种叠应力作用的结果,使被矫带材内的各种应力,通过拉伸和弯曲应力而产生变化,即带材中产生形状不同的长短纤维组织同时被延伸拉长。
在它们弹性收缩之后,延伸变长的纤维仍然保留。
由于拉应力所产生的永久性塑性变形表现为延伸形式,经过几次拉伸状态下的弹性反弯,使带钢产生均匀的塑性延伸,内应力值相同且方向一致,达到了矫直的目的。
2.拉矫机的结构及延伸率控制2.1 拉矫机的组成破鳞拉矫机主要由2部分组成:破鳞拉矫机本体;入口、出口张力辊组及其传动装置(见图2)矫直单元包括产生塑性延伸、消除板形缺陷的弯曲辊组和消除板面翘曲的矫直辊组;张力辊组由入口s辊组和出口s辊组组成,负责提供带钢塑性变形所需的张力。
卷取机前夹送辊不同驱动方式的夹送力对比分析

9 1 1 . 2 5 k g, 力 矩相 等 M =2 . 4 1×1 0 。 N・ mm ;
=2 2 5 7 . 9 k g, 力 矩
( 3 ) 双驱 动 夹 送 辊 时 , 夹 送 力 夹送 辊 的夹 送力 为
种, 上辊 驱 动 、 下 辊驱 动 和双 驱 动 ( 也 可称 之 为 上 下辊 均受 驱 动 ) 的夹 送辊 。
有色 金属 加工 生 产 机组 中 , 夹送 辊 一 般 带有 前 后 张力 和 。其 前后 张力 值 由夹送 辊前 后 的设 备产 生; 夹送带 材 产生 的摩 擦力 为 尸。带有 前后 张力 和 的夹 送辊 在夹 送状 态下 受 力如 图 2所示 。
图 1 夹 送 辊装 置 简 图
F i g . 1 S c h e ma t i c i l l u s t r a t i o n o f p i n c h r o l l u n i t
ቤተ መጻሕፍቲ ባይዱ
2 夹 送 辊 的几 种 不 同 驱 动 方 式
位于卷取 机前 的夹送 辊 , 驱 动 方 式 一 般 分 为 三
, —— 上 、 下夹送辊轴 承处 摩擦 系数 , 圆锥滚动轴 承取 f=0 . 0 0 8 圆柱滚动轴 承取 f=0 . 0 0 4;
第 3期
有色金属加工
5 3
3 实例 说 明
以某项 目 1 6 0 0 am单 机架 四辊 热 轧机组 中卷取 机 r 前 夹送 辊装 置 为例 , 驱 动 电机 功 率选 定 为 4 5 k W, 减 速
加 压力 P时 , 驱 动上 辊 要 比驱 动下 辊 的夹 送 力大 。当
冷轧厂酸洗线拉矫机原理分析
行 给 出。
2 . 2 . 1 延伸 率 。延 伸率 的定义 是 即使 是发 生 了永 久性 的变 形 ,但是也 不会产 生 断裂 。延 伸性 的公式 为 :
。
一
l
×1 0 0
,
供 ,同时拉矫 段 的 张力是 需要 时刻 保持 的 ,并且 不 能控制 延 伸 率 。因此 ,可 以先 对转 矩 限幅放 开 ,直 到机组 稳定 运行 后
种 开 环 的状 态 。 ( 2)张力 控 制 方式 。在张 力 辊 组前 是 一
种 开环 的控 制方 式 ,在 张力辊 组后 是 一种 速度 控制 ,不断 对 张 力辊组 的转矩 限 幅来 进行 调节 , 从 而实 现对延 伸率 的获得
长 延伸 。 当收缩 弹性 之后 ,纤 维被 变长 延伸 ,不能缩 回控制 的时候 , 延 伸率 是不 能产生 的 ,
控 制在转 矩 的限幅 内。 方 式 三 ,拉 矫机 是一 种打 开 的状 态 。这种 工作 方式 下 , 拉 矫机 的前 后是 没 有 中间 间隔 的 ,只有 一个 速 度基 准 ,L 大 J 此
全 自动 控制是 张 力辊 的传 动方 式 ,在每 一个 张力 辊下 面都 有
一
在拉 直 弯 曲矫 直原 理 的基础 之上 ,酸洗 线拉 矫机 对带 钢 进 行前 后 张力施 加 ,这样 就产 生 了弯 曲应 力和 纵 向拉应 力 ,
在 这两 中叠 加 的压 力作用 下实 现 了对带 钢 的矫 直 。应 力 的叠 加 分布 能够 使带 钢 内 的材 料受 到 多种应 力 ,弯 曲和拉 伸 的应 力 同时 作用 于带 钢 中 ,长 短不 同的纤维 组织 会 同时受 力 ,拉
种延 伸形 式 ,在这 样 的多 次拉伸 之后 ,带 钢 就会得 到 多次
拉矫机前后张力辊驱动方式的比较
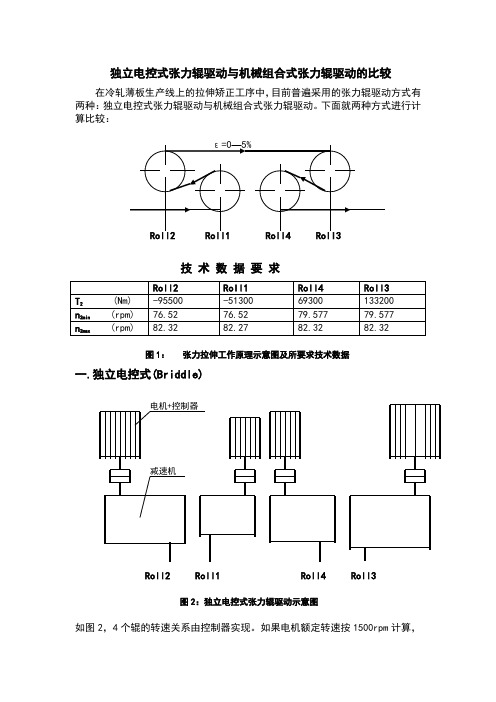
独立电控式张力辊驱动与机械组合式张力辊驱动的比较在冷轧薄板生产线上的拉伸矫正工序中,目前普遍采用的张力辊驱动方式有两种:独立电控式张力辊驱动与机械组合式张力辊驱动。
下面就两种方式进行计算比较:技术数据要求图1:张力拉伸工作原理示意图及所要求技术数据一.独立电控式(Briddle)Roll2 Roll1 Roll4 Roll3图2:独立电控式张力辊驱动示意图如图2,4个辊的转速关系由控制器实现。
如果电机额定转速按1500rpm计算,减速机采用Eisenbeiss模块化设计标准减速机,工矿系数按1.85,主要技术数据计算结果如下:以Roll2为例,演示以上数据计算过程:电机计算功率:考虑扭矩要求及交流电机调速恒扭矩特性,应以n2max为计算依据: P=-95500×82.32/9550=-823Kw减速机计算传动比:I=1500/82.32=18.22 查表得标准传动比 17.917 二级传动减速机规格: 减速机所需最小扭矩 T2×1.85=95500×1.85=177KNm查表选D500规格电机转速范围: n1min =n2min×17.917=76.52×17.917=1371rpmn 1max =n2max×17.917=82.32×17.917=1475rpm主驱动电机+控制器其他辊的数据计算以此类推.此种传动方式下总功耗: ΣP=-823-442+597+1148=480Kw二.机械组合式(Tension Leveller)辅助电机+控制器轴3轴2轴1轴4行星差动减速机Roll2 Roll1 Roll4 Roll3图3:机械组合式张力辊驱动示意图如图3所示,4个辊的转速关系由主电机传动与辅助电机传动控制实现。
电机额定转速按1500rpm,工况系数按1.85,此系统下各主要技术数据计算结果如下:下面以Roll3及Roll2为例,演示各数据计算过程:Roll3:主传动比: i主=1500/82.32=18.22rpm主电机调速范围: i×n2主min: 18.22×79.577=1449.89rpmmax: 18.22×82.32=1500rpmRoll2:主传动比: i=1500/(76.52-δ)=19.995 δ为经验值,在此取主1.5主传动输出min: 1450/19.995=72.518rpm转速范围: max: 1500/19.995=75.019rpm输出轴所需min:76.52-75.019=1.501rpm调速范围Δn: max:82.32-72.518=9.802rpm辅传动比: 1500/9.802=153辅电机调速范围: min 153×1.501=230rpmmax 153×9.802=1500rpm辅电机轴所需扭矩: -95500/153=-624Nm辅电机计算功率: -624×1500/9.55=-98Kw轴2扭矩: -95500/19.995=-4776Nm轴1扭矩: -4776-51300/20.06=-7333Nm轴4扭矩: -7333+69300/19.1=-3705Nm轴3扭矩: -3705+133200/18.222=3605Nm主电机计算功率: 3605×1500/9.55=566Kw其它辊的相关数据的计算照此类推。
拉伸弯曲矫直机张力辊传动装置分析
r la t t n e vr s e t s n e它e . h r ae ieet aso r e de ol Ab e uyo .d v os th e r a ddl e s fe i . vlr T ee r frn w y d v i l . r ftd te r e l e 琏 y n i ) i o n o. e s d 1 d t i rs i s n . i h
正是利用齿轮传动传递扭矩大、传动比固定 、传动 效率 高 、加 工技术 成熟 等优 点 ;而且 , 由于具 有承 载能 力强 、传动 效率 高 、在 预定 的速度 范 围内能够
实现 无级 变速 ,占用 空间较 小等优 点 ,行星差 动机
ቤተ መጻሕፍቲ ባይዱ
张 力 辊 组 间必 须 保 持 有一 定 的速 度 差 。 在 张力 辊
d vc f rderl spee tdh r. e ieo b l l rsne ee i o si l l 。 。 - 一 - 嚣 -
曩 。
… 曩。 _ 。
一
曩
Ke r s tn in lv lr b d er l d v ; i e e t c a im y wo d : e s ee ; r l l r e d f r n i me h s o e i o i l a n
张力辊传动装置进行简要分析。 ■ ■ 蓦 蓦 l l | _ 。 j 曩 薯 一 关键词 :拉伸 弯曲矫直机 张力辊传动 差 动机构
中图分类号 T 33 5 文献标识码 : 文章编号 :17 ̄ 35 ( 1)0-020 G 3。 1 B 6335 2 0 3 00—4 0
一
重技布 ≯ E … l 蠹 誊 l _
0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
独立电控式张力辊驱动与机械组合式张力辊驱动的比较
在冷轧薄板生产线上的拉伸矫正工序中,目前普遍采用的张力辊驱动方式有两种:独立电控式张力辊驱动与机械组合式张力辊驱动。
下面就两种方式进行计算比较:
技术数据要求
图1:张力拉伸工作原理示意图及所要求技术数据
一.独立电控式(Briddle)
Roll2 Roll1 Roll4 Roll3
图2:独立电控式张力辊驱动示意图
如图2,4个辊的转速关系由控制器实现。
如果电机额定转速按1500rpm计算,
减速机采用Eisenbeiss模块化设计标准减速机,工矿系数按1.85,主要技术数
据计算结果如下:
以Roll2为例,演示以上数据计算过程:
电机计算功率:考虑扭矩要求及交流电机调速恒扭矩特性,应以n
2max
为计算依据: P=-95500×82.32/9550=-823Kw
减速机计算传动比:I=1500/82.32=18.22 查表得标准传动比 17.917 二级传动
减速机规格: 减速机所需最小扭矩 T
2
×1.85=95500×1.85=177KNm
查表选D500规格
电机转速范围: n
1min =n
2min
×17.917=76.52×17.917=1371rpm
n 1max =n
2max
×17.917=82.32×17.917=1475rpm
主驱动电机+
控制器
其他辊的数据计算以此类推.
此种传动方式下总功耗: ΣP=-823-442+597+1148=480Kw
二.机械组合式(Tension Leveller)
辅助电机+控制器
轴3
轴2轴1轴4
行星差
动减速
机
Roll2 Roll1 Roll4 Roll3
图3:机械组合式张力辊驱动示意图
如图3所示,4个辊的转速关系由主电机传动与辅助电机传动控制实现。
电机额
定转速按1500rpm,工况系数按1.85,此系统下各主要技术数据计算结果如下:
下面以Roll3及Roll2为例,演示各数据计算过程:
Roll3:
主传动比: i主=1500/82.32=18.22rpm
主电机调速范围: i
×n2
主
min: 18.22×79.577=1449.89rpm
max: 18.22×82.32=1500rpm
Roll2:
主传动比: i
=1500/(76.52-δ)=19.995 δ为经验值,在此取
主
1.5
主传动输出min: 1450/19.995=72.518rpm
转速范围: max: 1500/19.995=75.019rpm
输出轴所需min:76.52-75.019=1.501rpm
调速范围Δn: max:82.32-72.518=9.802rpm
辅传动比: 1500/9.802=153
辅电机调速范围: min 153×1.501=230rpm
max 153×9.802=1500rpm
辅电机轴所需扭矩: -95500/153=-624Nm
辅电机计算功率: -624×1500/9.55=-98Kw
轴2扭矩: -95500/19.995=-4776Nm
轴1扭矩: -4776-51300/20.06=-7333Nm
轴4扭矩: -7333+69300/19.1=-3705Nm
轴3扭矩: -3705+133200/18.222=3605Nm
主电机计算功率: 3605×1500/9.55=566Kw
其它辊的相关数据的计算照此类推。
此种传动方式下的总功耗:ΣP=460Kw
三.两种传动方式的比较:独立电控式调速范围
T1
1. 控制精度
以Roll2为例,电机调速范围如下表:
1500rpm n1
图4
由表中数据及图4可以看出,要满足Roll2转速变化范围设计要求,独立电控式电机在104rpm范围内调速,调速精度为:(82.32-76.52)/104=0.056, 即电机每变化1转,Roll2变化0.056转。
而机械组合式的辅助电机在1270rpm范围内调速,调速精度为:9.802/1270=0.0077,即电机每变化1转,Roll2变化0.0077转。
由此可见,机械组合式控制精度要比独立电控式高近7倍。
2. 成本:
仅就减速机而言,机械组合式比独立电控式高50%。
但把电机、控制器、电缆等考虑进去后的总成本独立电控式比机械组合式高30—40%。
3. 能耗:
按本实例数据,独立电控式比机械组合式的功耗高出约5%。
4. 技术水平要求
由于控制精度的原因,独立电控式对电控的技术水平要求高。
但就减速机而言,机械组合式无论对齿轮的制造水平、齿轮传动链设计、齿轮箱结构设计经验等都有很高的要求。
四. 结论
综合以上计算比较,机械组合式比独立电控式有很大的优势。
目前,象SMS、VAI、BWG等著名冷轧板带生产线制造商在大扭矩、高品质要求的冷轧板带生产线上普遍采用机械组合式张力辊驱动。