SK线切割控制柜使用说明书
控制柜说明书(
控制柜使用说明书通电:通过双电源控制器旋钮操作通电时必须拔下手动扳手,正常自动使用时手动扳手不应装上。
通过手动扳手通电时应先把旋钮选择手动位置,再安装上手动扳手开关电源,选择旋钮位置时手动扳手不能在开关上。
控制柜分手动,自动,远程3种控制方式。
手动时冷却塔的操作:1、运行每台冷却塔前应先检查冷却塔基本情况。
2、手动-自动-远程开关在手动状态,急停开关在复位状态。
3、通过启、停按钮控制风机、喷淋泵启停。
自动时冷却塔的操作:1、根据工艺要求设置好温度参数(参照参数设置)2、手动-自动 -远程开关在自动状态,急停开关在复位状态。
冷却塔在自动状态时,PLC会根据设定温度以及运行时间自动启停风机和喷淋泵。
远程冷却塔的操作:1、手动-自动 -远程开关在远程状态,急停开关在复位状态。
2、通过控制室远程控制冷却塔风机和喷淋泵启停。
电加热器:自动控制由温度开关设定值自行控制(参照温度开关设置).手动控制直接启动.冷却塔的开关按钮有4组,分别对应4台冷却控制。
1、主菜单系统进入主画面,用户可根据需求进入相应的画面,包括:运行状态,电加热运行状态,报警查询,温度趋势图,参数设置,操作说明。
主菜单设有报警显示,当有报警存在时,此报警会出现,并显示当前报警,报警消除后报警会自动消失。
2、冷却塔运行状态显示当前冷却塔运行状态,风机、喷淋泵状态,以及温度、流量值。
3、电加热器运行状态4、温度趋势图5、报警查询显示报警时间、事件。
确认故障解除的可清除报警。
6、参数设置参数设置是设置自动运行时冷却水的控制温度,应根据工艺要求设置相应参数。
还可根据需要设置正常模式和冬季模式,冬季模式时冷却塔喷淋泵不启动。
假设:出水温度设定为25.0℃,温度回差设定为1℃,检测时间设置为60S。
在自动状态下,当温度达到25.0℃,系统开始启动,通过风机和喷淋泵把温度控制在25.0℃以下,当温度降低到24.0℃以下,冷却系统停止运行。
SK100控制器说明书(新)
SmartKey Access Controller Manual SK100系列单门控制器手册目录第一章1、SmartKey SK100单门控制器1、1简介1、2系统构造1、2、1控制器1、2、2读卡器1、2、3门磁开关1、2、4电控锁1、2、5其他输入/输出设备1、2、6电源1、2、7与PC机相连1、2、8卡片第二章2、安装2、1接线图2、1、1LED指示灯2、1、2终端电阻2、2读卡器的安装2、3电控锁、门磁和出门按钮的安装2、3、1电控锁的安装2、3、2门磁2、3、3出门按钮2、4其他输入/输出设备的安装2、5电源2、6与PC机联网工作2、7控制器多阶层通讯方式2、8给控制器通电第三章3、控制器的设置3、1设置控制器的ID地址3、2 在控制器中增加、删除一张卡片3、3 门的互锁设置3、4 门磁常态值设定3、5 通讯波特率的设定3、6 控制器时间设定和调整3、7 控制器内存的动态调整3、8 修改控制器的登录密码3、9 同卡延时时间设置3、10 删除控制器的全部记录第四章3、功能特点及技术参数3、1技术指标3、2功能特性第五章4、故障及排除4、1控制器为什么会不在网?4、2刷卡后为何不能开门?4、3通电状态下读卡器为什么不能读卡?4、4控制器LCD显示乱码第六章5、结束附录一控制器接线图附录二布线施工规范第一章1、Smartkey SK100单门控制器1、1 简介本手册讲述了SK100单门控制器安装及使用规范。
控制器必须由专业人员进行安装及操作。
SK100单门控制器是基于16位单片机开发而成的、具备许多先进特性的新一代智能控制器。
我们希望你能够细心阅读本手册以便你能感受到此系统的全部特性,并能在安装和使用过程中正确操作。
SK100单门控制器具有人性化的功能菜单介面,操作简单,功能强大。
本手册适合SK100, SK100E和SK100M型号的控制器1、2 系统构造首先有必要解释一下SK100单门控制器以及本手册频繁用到的一些基本名词。
线切割设备操作说明书
審 核
制 作
日 期
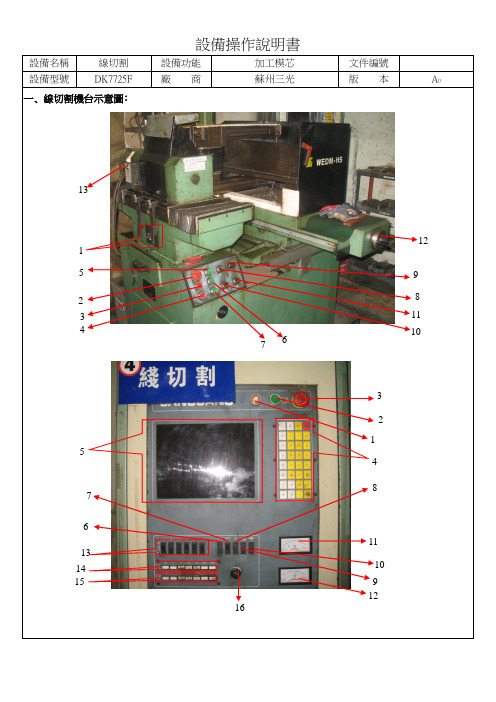
5﹕電源啟動開關 6﹕水泵啟動開關 7﹕運絲啟動開關 8﹕上絲開關
9﹕上絲速度調節開關10﹕斷絲保護開關 11﹕高頻開關 12﹕X軸手柄
13﹕運絲保護開關
圖二板面介紹﹕
1﹕電源指示燈2﹕電源啟動開關 3﹕緊急停止開關 4﹕數字字母鍵
5﹕顯示屏 6﹕X﹑Y坐標 7﹕U﹑V坐標 8﹕高頻開關
9﹕斷絲保護開關 10﹕加工開關 11﹕電流表 12﹕電壓表
設備名稱
線切割
設備功能
加工模芯
文件編號
設備型號
DK7725F
廠 商
蘇州三光
版 本
A0
一﹑線切割機台示意圖﹕
16
核 准
審 核
制 作
日 期
設備名稱
線切割
設備功能
加工模芯
文件編號
設備型號
DK7725F
廠 商
蘇州三光
版 本
A0
圖一板面介紹﹕
1﹕絲筒行程開關 2﹕緊急停止開關 3﹕水泵停止開關 4﹕運絲停止開關
13﹕功放管數量 14﹕脈寬選擇 15﹕脈沖間隔選擇16﹕速度調節
操作步驟﹕
一﹑首先旋轉打開電源開關(電源為380V)﹐起動馬達檢查機器是否有異常響聲。
二﹑對加工物件的步驟及事項﹕
1.按圖紙技朮要求選擇好材料。
2.加工物件前﹐首先把按圖紙技朮要求在電腦里將程序編寫好﹐并生成3B文件傳輸到控制機里。
3.加工物件時﹐應按照電腦里程序將加工物件水平夾緊在萬用平口鉗或吸附在機床平面上﹐再用百分表校正平行度﹐以免在加工中出現極大誤差或不平行。
6.當工件加工完后﹐線切割將自動停止。
四﹑注意事項
1.加工物一定要夾緊且平行﹐以免傷到他人。
线切割单板控制器使用说明书[总结]
![线切割单板控制器使用说明书[总结]](https://img.taocdn.com/s3/m/9689d20ff01dc281e53af0aa.png)
线切割单板控制器使用说明书[总结] 线切割单板控制器使用说明书1. 单板控制器接收程序:待命—上档—起始地址(即起始条数,下同)—B。
电脑送数控程序到单板机用“应答传送”送数。
注:所有操作前都需要按待命键,从而为后续命令的执行作准备~切记~2. 单板控制器程序校零:待命—上档—程序起始地址(即起始条数)—校零—校零,看X,Y出现的数字是否小于10而确定程序是否正确。
〈5号和8号机单板控制器则为,待命—程序起始地址(即起始条数)—校零—校零。
〉3. 单板控制器座标清零:待命—上档—X或者Y—D,〈5号和8号机单板控制器则为,待命—X或者Y—D。
(查看是否已经清零,待命—上档—X或者Y,看X,Y出现的数值是否为零,〈5号和8号机单板控制器则为,待命—X或者Y〉 4. 单板控制器提取程序出来加工:待命—程序起始地址(即起始条数)—执行—执行,即可开始加工。
5. 单板控制器中断,暂停或者退出加工:待命—(换档+D),〈5号和8号机单板控制器则为,待命—上档—暂停〉先暂停加工,再按:待命—退出—退出—退出〈5号和8号机单板控制器则为:待命—作废—作废—作废,3号和7号机单板控制器则为:打下加工开关即加工开关不在位再按退出键三次即可退出加工。
〉 6. 单板控制器手动回退:待命—上档—回退(执行或者逆向键),如要回退很多,则按住不动,即可一直回退到这条程序的起始位置。
7. 单板控制器恢复加工:待命—(换档+D),〈5号和8号机单板控制器则为:待命—恢复〉即可恢复加工。
8. 单板控制器断丝回零:(单板控制器座标清零就是为了单板控制器断丝回零而作的工作,如果单板控制器座标清零没有执行则单板控制器断丝回零就没有任何意义。
)首先退出加工,然后按:待命—上档—L3然后空走至加工起始点,如果有锥度加工,则还要使锥度头回零,待命—上档—L4,然后锥度头空走回零〈5号和8号机单板控制器则为:待命上档—XY回零,锥度则为待命—上档—UV回零〉— 9. 单板控制器逆切加工:待命—上档—程序起始地址(即起始条数)—(。
SK线切割控制柜使用说明书
SK-10高速数码线切割控制柜使用说明书泰州赛克数控设备有限公司企业简介赛克数控设备有限公司成立于2000年,是一家专业生产线切割控制系统的厂商。
经过近十年的努力奋斗,先已拥有一支精干的技术队伍和完整的质量保证体系。
并在全国建立了完善的销售服务网络。
赛克数控致力于新产品的研发,并为多家企业开发了机电一体化产品。
我们追求的目标是:严格的质量成本控制体系,高效的生产管理体系及完善的售后服务体系,以确保品牌形象,为客户提供珍贵的品质,适中的价格,优良的服务。
我们非常感谢所有使用我们产品的用户,欢迎提供宝贵建议,促使我们能够做得更好,而且您的关注将带给我们无穷的力量和信心来发展我们的企业。
目录第一章概述-----------------------------1 第二章使用与维修--------------------2 附录一------------------------------------ 附录二-------------------------------------第一章引言此线切割系统是我厂根据目前市场状况,综合各家之长,自主研发的新一代数控产品。
主要由高频电源和步进电机驱动电源组成。
采用数字集成电路和大功率VMOS管,性能稳定、操作方便、加工效率高等特点。
操作面板采用数码显示和触模式按键设计,加工参数一目了然。
是新机床配套和旧机床改造的理想设备。
SK-10型线切割高频脉冲电源(具有自主知识产权)是在SK-09的基础上开发出来的。
吸收了SK-09型高频的优点,改进了原有的一些不足。
SK-10型高频在一下方面进行改进:控制面板采用数字显示,参数更直观,调节更方便。
发挥单片机通讯能力强、控制灵活的优点。
因此简化了线路,改进了输出波形,使切割效率更高。
电极丝损耗更小。
达到切割超厚工件更加稳定的目的。
增加了参数修改自动保存功能,参数修改后带自动记忆功能,参数掉电的情况下保存100年不变。
大大提高了系统的可靠性,是目前国内生产的线切割高频电源中智能化最高的产品之一。
线切割操作简易说明

线切割操作简易说明一机床各开关按键的说明。
1.1 电压表;指示电压的大小。
1.2 电源开关;在急停开关开启的状态下,按下电源开关开启机床电源。
1.3 急停开关;拍下急停,顺时针旋转恢复。
1.4 走丝开;按下按钮开启走丝。
1.5 走丝关;按下按钮停止走丝。
1.6 冷却液开;按下按钮开启冷却液。
1.7 冷却液关;按下按钮关闭冷却液。
1.8 E1;限位左,通常处于OFF状态。
1.9 E2;限位右,通常处于OFF状态。
二线切割机床各机构的简介。
2.1 当工件靠近钼丝时,空气被击穿形成电弧放电,产生高温,高热,使工件表面金属熔化,熔融的金属冷却成粉末状被切削液带走。
2.2 电极1,电极2,分别接钼丝和工作台。
2.3断丝保护触点;正常运丝工作时,触点串连接通,当钼丝断开时,触点不接通;从而触发一个断丝信号,系统根据信号自行启动保护机制。
三绕丝和穿丝3.1 绕丝;先把滚筒左端移动到对准绕丝导轮,(如图中画线所示)然后把钼丝的一端自上而下绕过导轮,固定在1号螺钉上,由一人用手拿住钼丝盘,另一人按图中所示的绕丝方向绕丝,(拿住钼丝盘的人确保钼丝拉紧)当钼丝绕到接近2号螺钉时,剪断钼丝,使其固定在螺钉上。
绕丝完毕。
3.2 穿丝;先把滚筒移动到左端对准导轮的位置,使滚筒上没有钼丝的空白位置对准导轮,(如图所示)然后松开1号螺钉,取这一端的钼丝按图中所示的路线依次绕过四个导轮,最后从滚筒下面穿过,带紧钼丝固定在1号螺钉上。
按顺时针转动滚筒,使钼丝逐渐绕在左端,绕丝宽度到5—8mm时,用限位压板压下限位开关,(另一端同上)穿丝完毕。
四工件的夹紧与对刀。
4.1 在工作台上夹紧要加工的工件,摇动手柄调整工作台与钼丝的位置关系。
(刻度盘;每一小格为0.01mm,共400小格为4mm,即摇动一圈工作台移动4mm。
)4.2 端面对刀时应按先后顺序,开启运丝,开电源(如图所示,拨上位关闭电源,拨下为开启电源),摇动手柄使工件接近钼丝,此时可以看到火花出现,继续接近,待火花均匀记下刻度,端面对刀完毕。
线切割机床操作规程
1线切割机床操作规程2操作规程2.1开机准备2.1.1检查设备外壳的接地是否可靠。
2.1.2清洁导轮及导电块。
2.1.3检查各按键,仪表,手柄及运动部件是否灵活正常,查看钼丝是否放在导轮内,并紧丝。
检查调整钼丝垂直度,开启走丝开关,检查钼丝是否抖动。
2.1.4检查电路系统的开关旋扭、接头有无松动,电线有无破损。
2.1.5检查X、Y轴手柄和螺杆间隙并加润滑油。
2.1.6检查工作液的清洁度和水位高度是否在规定范围内。
2.1.7测量钼丝直径和松紧度。
2.1.8装夹加工件小件可用磁铁吸住、大件必须用固定块固定牢固,再用百分表对工件三面校正,然后把标准垂直校正块放入工件基准面校正好钼丝垂直度。
2.1.9认真阅读图纸以及技术资料,明确工序质量控制要点。
2.2设备操作程序2.2.1开启控制台主机进入AUTOP绘图菜单,编辑好加工件程序并进行模拟切割,确认无误后再调入加工页面,确保加工过程中无发生干涉和碰撞可能,确认无误后再开启加工。
2.2.2输入指令。
2.2.3开启机床电源。
2.2.4启动运丝电机。
2.2.5启动冷却液泵。
2.2.6开启高频电源。
2.2.7开启控制机进给开关并检查步进电机是否吸住,检查工作台刻度是否变化。
2.2.8控制机高频置自动状态。
2.2.9开启变频开关调整变频速度。
2.2.10开始加工。
2.2.11加工过程中要注意观察加工轨迹、加工状态有无异常,以便及时修正。
2.3设备停机的操作程序2.3.1关闭变频开关。
2.3.2关闭高频电源。
2.3.3关闭冷却液泵。
2.3.4一分钟后,关闭运丝电机并检查工作台的XY坐标值是否回零(始点与终点坐标值应一致)。
2.3.5拆下工件。
2.3.6检查、清扫设备,填写交接班记录。
1维护规程3.1机床工作5000h(或3年)应进行检修。
3.2机床应保持清洁,飞溅出来的工作液因及时擦掉。
停机后应将工作台面上的蚀除物清除干净,特别是导轮及导电块部位,应经常用煤油清洗干净。
SKK控制柜OS-01柜说明书

SKK control cabinetOS-01 cabinetISO 9001 : 2001 www.zam.czV100714Certificate: ATEX, PoThe catalogue has only those selected important parameters for your final decision. For project designs always ask for the user’s guide for this product and any engineering consultation about possible uses.Use:VFSK 5 is used for wireless signalling and communication between a transport vessel (vessels – 2 vessels as standard) and a mining machine operator. It is particularly used for shafts of deep mines for heavy machinery with a tail rope and without it. The device is made as I M2 Ex ib I model.Description:The VFSK5 signalling and communication device is divided to two basic parts: - surface part - mine partSurface part consists of the following components: - SA-22 type coupling elements - RM1-VFSK5 switchboard cabinet - OS-01 control cabinet - SH-01 leg switch- MIC listening in to the signalisationMine part consists of the following components: - VAM and VAV type coupling elements- SSEi60-OM terminal block and separation cabinet - SSEi30-OM terminal block cabinet - SKK communication module - OS-ia-4 control cabinet - LS-01-B batteryDescription of individual components:-SA-22, VAM, VAV: serve for establishing a high frequency signal to the hauling rope-RM1-VFSK5: the switchboard cabinet houses a transmitter/receiver, control unit and input/output circuits.-OS-01: On the cabinet there are LEDs informing about the status of connection with the mine part, statuses of input signals in the mine part (Stop binary signal, Wire line thimble, Door + bridge, Warning) and the status of battery discharge in the transport vessel. It also contains a loudspeaker and microphone for communication with the vessel.- SH-01: A leg switch is connected to OS-01 and enables speaking towards the transport vessel.- MIC: A microphone performs listening to the issued signals and transmits the acoustic signal back to the transport vessel (SKK).-SSEi60-OM: A cabinet with terminals and separated coupling elements.- SSEi30: A cabinet with terminals – interconnecting cabinet.- OS-ia-4: A cabinet for issuing signals and/or STOP signal.-SKK: The unit contain a transmitter/receiver, loudspeakers, microphone and keyboard with signal LEDs. Various statuses are signalled, see the User Manual. 4 binary inputs are led to SKK (the status of the signal pushbutton, the status of the wire line thimble contact, the status of the door + bridge contact, the status of the STOP switch).After pushing a pushbutton on the keyboard it is possible to speak to the microphone and communicate with the mining machine operator or only send signals.Protection Protection of RM1-VFSK5IP65IP54See the User Manual See the User ManualIP65Dimensions DimensionsProtection of SA-22Technical parameters of mine components:Technical parameters of surface components:Supply voltageSupply voltageProtection of OS-01, SH-01, MIC 10 – 14 V – battery 230VAC (TN-S or IT)IP301 week Battery endurance48 (8x2 switchover contacts)Number of binary inputs Number of binary outputs Number of binary inputs I M2 Ex ib I I M2 Ex ib I6ModelModel SA-22RM1-VFSK5SA-22 Coupling elementSKK – Control cabinet ISO 9001 : 2001ZAM-SERVIS s.r.o. Křišťanova 1116/14 702 00 Ostrava - Přívoztel.:+420596135422,email:**********,www.zam.czV100714。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SK-10高速数码线切割控制柜
使
用
说
明
书
泰州赛克数控设备有限公司
企业简介
赛克数控设备有限公司成立于2000年,是一家专业生产线切割控制系统的厂商。
经过近十年的努力奋斗,先已拥有一支精干的技术队伍和完整的质量保证体系。
并在全国建立了完善的销售服务网络。
赛克数控致力于新产品的研发,并为多家企业开发了机电一体化产品。
我们追求的目标是:严格的质量成本控制体系,高效的生产管理体系及完善的售后服务体系,以确保品牌形象,为客户提供珍贵的品质,适中的价格,优良的服务。
我们非常感谢所有使用我们产品的用户,欢迎提供宝贵建议,促使我们能够做得更好,而且您的关注将带给我们无穷的力量和信心来发展我们的企业。
目录
第一章概述-----------------------------1 第二章使用与维修--------------------2 附录一------------------------------------ 附录二-------------------------------------
第一章
引言
此线切割系统是我厂根据目前市场状况,综合各家之长,自主研发的新一代数控产品。
主要由高频电源和步进电机驱动电源组成。
采用数字集成电路和大功率VMOS管,性能稳定、操作方便、加工效率高等特点。
操作面板采用数码显示和触模式按键设计,加工参数一目了然。
是新机床配套和旧机床改造的理想设备。
SK-10型线切割高频脉冲电源(具有自主知识产权)是在SK-09的基础上开发出来的。
吸收了SK-09型高频的优点,改进了原有的一些不足。
SK-10型高频在一下方面进行改进:控制面板采用数字显示,参数更直观,调节更方便。
发挥单片机通讯能力强、控制灵活的优点。
因此简
化了线路,改进了输出波形,使切割效率更高。
电极丝损耗更小。
达到切割超厚工件更加稳定的目的。
增加了参数修改自动保存功能,参数修改后带自动记忆功能,参数掉电的情况下保存100年不变。
大大提高了系统的可靠性,是目前国内生产的线切割高频电源中智能化最高的产品之一。
第一章
一.SK-10主要技术规格
1.输出波形:矩形脉冲或者阶梯波(SK-10B)脉宽TI:10μS—120μS(SK-10B最小脉宽可以达到2μS)
脉间TO:2—15
2.加工电压:DC100V
3.加工电流:0.3—8A
4.功率输出:六级输出(1—6)可调
5.最大加工厚度:≥800mm
6.最大加工效率:≥150平方毫米/分钟
7.使用电源电压:AC220V±10%
使用电源频率:50HZ±10%
本高频电源采用微电脑芯片控制,在切割过程中调节参数时,会自动关闭高频输出,当完成参数调整后自动开启高频。
因此不会产生冲击电流引起断丝的弊端。
控制面板有两种:SK-10A和SK-10B。
A型高频适用于普通快走丝控制系统,B型高频适用于立柜中走丝控制系统。
二.电路主要结构和工作原理:
本电源有直流电源、高频脉冲发生电路和功率放大电路及高频信号取样电路组成。
其工作流程框图见图1所示
脉冲发生电路产生电火花加工电路所需要的高频脉冲,经过合理的信号转换后作为功率放大电路的输入信号。
功率放大电路采用国际先进的放大部件,将脉冲发生电路所产生的高频脉冲信号放大。
用于电火花加工所需要的脉冲电压。
三.操作面板说明(如图2所示)
1.功率选择根据切割工件的厚度和切割速度的不同可
适当选择增加或减少功率管的数目。
2.脉间选择脉冲间隔和脉冲宽度之比在2-15范围内可调。
3.脉宽选择在10-120μS内任意可调。
在“快调”功
能没有打开时以1为单位增减,“快调”打
开后以5为单位增减。
4.快调用于选择脉宽调节单位,在“快调”功能
没有打开时以1为单位增减,“快调”打开
后以5为单位增减。
5.对刀暂时用于工件起割时小能量碰火花
6.加工电压用于显示加工取样电压
7.加工电流用于显示加工电流
四.步进电机驱动电源
步进驱动板将系统提供的时序信号进行放大,用以驱动电机工作。
五. 控制柜内部部分接插件引脚示意图
A.控制柜前立板CA20JK(左)矩形插座定义(电源插头
座):
B. 控制柜前立板CA20JK(右)矩形插座定义(面板插头座):
C.与机床连接30孔输出插座
第二章使用与维修
一操作
1.接通控制柜的电源后,打开控制柜左侧面的开关。
散
热风扇运转后表明电源以输入。
2.根据加工工艺要求,合理地设定加工参数,以获得较平稳的加工电流。
3.脉冲宽度的选择
此高频电源的脉冲宽度在10-120μS范围内随意可调。
脉冲宽度一般根据工件高度和表面粗糙度而定。
控制脉宽即控制单个脉冲的放电能量,脉宽越大,即单个脉冲的放电能量就越大,反之越小。
对有一定高度或者比较难切割的材料而言,过小的脉宽会使切割效率明显下降。
一般情况下,24-60μS的脉宽范围基本能适应大部分工件的加工要求。
4.脉冲间隔的选择
此数码高频电源脉冲间隔在2-15之间随意可调。
用户可根据工件的材料、厚度以及加工要求自行适当调节。
5.功率输出选择
功率输出有1-6档可以选择,在其他参数不变的情
况下,功率输出的数值越大,单个脉冲的峰值电流就越大,反之越小。
一般情况下功率输出选择3基本能满足加工要求。
6.注意事项
使用脉冲电源时,各项参数的合理选择搭配对平均加工电流、切割速度以及表面粗糙度影响很大。
为了提高加工效率,减少钼丝损耗,脉冲宽度和加工电流应限制在一定范围内。
脉冲间隔的选择应以保证稳定加工为主,一般把单个放电脉冲能量加大后,为了使平均加工电流不至于增加过快,并保证及时排屑,则脉冲间隔也应随之增大。
二常见故障分析
1.电压表无指示
A.保险丝断或高频电路板上面的整流二极管损坏
B.导线接触不好
C.电流表内部开路
D.控制柜前立板右边的矩形插头没插紧或者接触
不好
E.脉冲发生器没有产生高频脉冲
F.开断高频电路出现故障
2.加工电流异常增大
A.VMOS管损坏,可利用逐个排查的方法找出对应
电流异常的功率管,并更换。
B.脉冲发生电路的输出波形发生异常
C.并接在限流电阻两端的二极管击穿短路。
四步进电机驱动电路
1. 步进电机锁不住
A.检查电源保险丝是否损坏
B.驱动板7812是否损坏
C.驱动整流二极管损坏
2. 步进电机失步
A.功率管坏
B.步进电机缺相
C.断线
注意事项:
一电源插座要有良好的接地线
二应经常清洗控制柜内部轴流风机上的污垢,确保运行正常,否则可能因通风不畅引起高温而损坏功率管和其他整流器件
三因加工时变换高频电源加工参数,极易造成断丝现象,所以变换参数时要在高频切断的条件下进行。
四为减少高频输出损耗,提高生产率,控制柜应距机床越近越好
五在使用时为使切割稳定和控制柜良好工作,请加装交流稳压电源。