过程巡检记录表
巡检记录表

品 管
审 核
ห้องสมุดไป่ตู้
巡检记录表
制造部门: 时间 工序名 称 检验项目 抽检 不良 不良 数 数 率 (pcs) (pcs) 品名规格: 作业员 不良情形说明 膜厚分析 组长 品管 日期: 备注
备注 1.抽样数10PCS/1小时 2.在巡回检验过程中,当发现某工位有异常情形時,须在1小時內再对此工位进行抽检直至彻底改善; 3.作业员、不良情形由IPQC填写,原因分析、改善对策由生管组长填写,生产主管审核; 4.以上填写內容必須真实有效;生产单位提出的改善对策IPQC必須追踪改善效果及落实狀況; 5.针对不良情形严重的情況,IPQC须开出« 制程异常处理单» 由品管主管审核后转生产单位改善.
生产过程巡检记录表

年巡查检查岗位项目原料标识原料存储原料库 6S装卸现场.生产管理现场巡查指南编号: B/JD.HD501月日检查人:检查内容实际情况描述(合格或不合格描述)检查标准及处理1、标识是否正确(检查原料标识卡填写内容);1、原料标识卡填写内容与实际相符;2、换牌是否及时(保证在用与先进先出);2、原料标识牌与实际相符且符合先进先出;3、领用记录是否正确、完整(核对库存数);3、领用记录清晰、准确,库存数与实际相符;4、是否按先进先出原则使用(看入库时间);4、原料按先进先出原则使用;5、是否有不明物(有无未标识的物品)。
5、仓库内无不明(未标识)物品。
1、码放是否规则(检查分区货位、检查码放整齐度、1、原料分区码放,原料堆无倾斜;检查是否存在交叉污染的可能);2、粒料、粉料原料分开码放;2、防潮情况(查地面湿度和底层包质量;查屋面漏雨3、仓库不漏雨、不上潮;情况;根据天气查门窗关闭情况);4、阴雨天门窗关闭;3、保质期(查入库时间和保质时间;根据库存量和使5、原料在保质期内使用完;用量作存放质量评估);6、原料帐物相符;4、抽查原料实际库存与阿佳希报表的符合性。
7、各品种原料库存量不低于安全库存量。
5、原料库存量(在安全库存量内)1、办公室物品摆放(按办公区6S 标准核查);1、办公室符合集团办公区6S 标准;2、地面、门窗整洁度(按生产区6S 标准核查);2、仓库符合集团生产区6S标准;3、仓库墙壁、墙角、屋顶、原料堆上是否有蜘蛛网和积尘;1、现场次序(查车辆摆放、装卸顺序的规范性)1、车辆摆放有序,装卸顺序按到厂时间排列;2、安全情况(查司机、客户、装卸人员作业的规范性,2、无安全隐患,无安全事故;查是否有安全隐患);3、原料码放架板数量符合规定、码放锤直平3、卸车速度和原料码放(查码放数量、码放整齐度,整;观察到货车辆情况);4、叉车按程序保养到位,无带病工作;4、叉车(查保养情况;看工作状况;查方向、灯光、5、场地散落原料及时分类回收装袋;喇叭、刹车的完好性);6、装卸速度满足到货需要。
现场QC的过程巡检记录汇总

现场QC的过程巡检记录汇总
客户:
订单号:
部门:口管部
产品名称 :
生产日期:
组别:
抽样数量
巡检结果
8:30-9:30
9:30-10:30
10:30-11:30
11:30-12:30
14:00-15:00
15:00-16:00
16:00-17:00
17:00-18:00
19:00--
检验项目
处理措施
判定
此表应如实,按时,具体检查项目。
判定合格记OK 不合格 NG
巡检不合格时,QC组长必须给出有效的处理措施。
并对处理结果进行确认。
说
3. 样品必须从不同员工的半成品中随机、分散地抽取
4.
必须要根据 MK签名认可的标准样和 Spec来核对和检测
明
5.
抽样方案依普通二级抽样方法进行
CRI=0 ,MAJ=1.0 ,MIN=2.5 抽样 20PCS(1.0: 收0退1 2.5:
收1退2)抽样 32PCS(1.0:
2.5: 收2退3)抽样 50PCS(1.0: 收1退2
2.5: 收3退4)抽样 80PCS(1.0: 收2退3 2.5: 收5退6)抽样 125PCS(1.0: 收3退4 2.5:
收7退
8)抽样 200PCS(1.0: 收5退6 2.5: 收10退11)必须结合《制程 QC检验标准》检查产品
QC签名 / 日期:审核 / 日期:批准 / 日期:
备注
1.0: 收1退2
4 2.5: 收7退。
车间现场巡检记录表
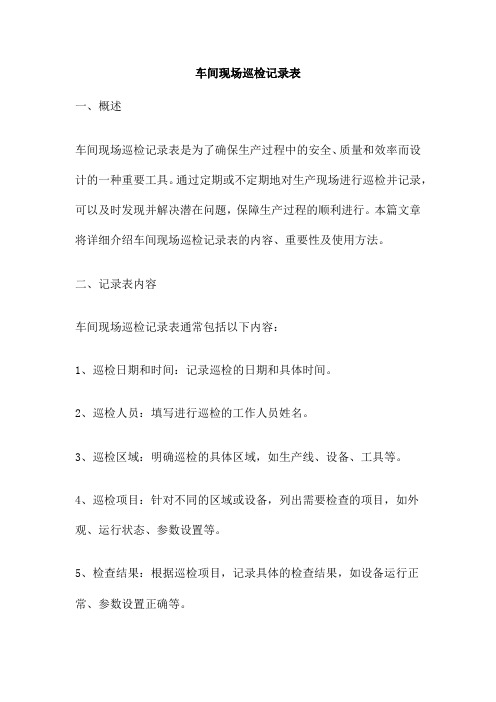
车间现场巡检记录表一、概述车间现场巡检记录表是为了确保生产过程中的安全、质量和效率而设计的一种重要工具。
通过定期或不定期地对生产现场进行巡检并记录,可以及时发现并解决潜在问题,保障生产过程的顺利进行。
本篇文章将详细介绍车间现场巡检记录表的内容、重要性及使用方法。
二、记录表内容车间现场巡检记录表通常包括以下内容:1、巡检日期和时间:记录巡检的日期和具体时间。
2、巡检人员:填写进行巡检的工作人员姓名。
3、巡检区域:明确巡检的具体区域,如生产线、设备、工具等。
4、巡检项目:针对不同的区域或设备,列出需要检查的项目,如外观、运行状态、参数设置等。
5、检查结果:根据巡检项目,记录具体的检查结果,如设备运行正常、参数设置正确等。
6、异常情况描述:如发现异常情况,应详细描述异常现象及可能的原因。
7、采取措施:记录针对异常情况采取的措施,如维修设备、调整参数等。
8、备注:可填写其他相关信息,如工具使用情况、工作建议等。
三、重要性车间现场巡检记录表的重要性体现在以下几个方面:1、及时发现潜在问题:通过对生产现场的定期巡检,可以及时发现设备故障、安全隐患等问题,避免生产过程中出现中断或质量下降。
2、提高工作效率:通过记录巡检结果和采取的措施,可以更好地追踪工作进度,提高工作效率。
3、确保工作质量:巡检记录表可以作为工作质量的证明,确保生产过程中的各项工作都得到了有效的执行和监控。
4、促进团队协作:巡检记录表可以促进不同部门之间的信息共享和协作,加强团队之间的沟通与合作。
5、预防事故发生:通过对生产现场的巡检和监控,可以预防一些潜在事故的发生,保障员工和企业的安全。
四、使用方法为了充分发挥车间现场巡检记录表的作用,需要注意以下几点使用方法:1、定期进行巡检:根据不同的生产需求和设备特点,制定合理的巡检计划,确保巡检工作能够按时进行。
2、严格执行记录表内容:在巡检过程中,要严格按照记录表的内容进行操作,确保信息的准确性和完整性。
巡检记录表格范本

巡检记录表格范本巡检记录表格范本(700字)日期:__________ 巡检员:__________时间检查项目发现问题处理情况签字08:00 机械设备电机异响进行维修 ______08:30 环境卫生地面有杂物清理干净 ______ 09:00 电器设备照明灯不亮更换灯泡 ______ 09:30 消防设施灭火器缺失补充灭火器 ______ 10:00 厨房设备橱具损坏更换橱具 ______10:30 电缆线路线路老化更换线缆 ______11:00 安全出口出口标识模糊更换新标识 ______ 11:30 空调设备温度过高进行维护 ______12:00 垃圾处理垃圾桶满溢清理垃圾 ______ 12:30 环境设施窗户破损进行维修 ______13:00 消防设施灭火器过期更换灭火器 ______13:30 安全通道通道堵塞清理通道 ______14:00 机械设备机器控制面板故障维修面板 ______ 14:30 电气线路线路短路处理线路故障 ______ 15:00 安全标识标识残缺更换新标识 ______15:30 消防设施火灾报警器失灵更换报警器 ______ 16:00 环境卫生卫生间脏乱清理卫生间 ______ 16:30 电缆线路线路松动固定线缆 ______17:00 环境设施水龙头漏水维修水龙头 ______ 17:30 电器设备插座故障更换插座 ______18:00 窨井设施井盖松动固定井盖 ______18:30 垃圾处理垃圾分类不当教育员工 ______ 19:00 安全出口安全门损坏维修安全门 ______ 19:30 机械设备设备振动调整设备 ______20:00 空调设备空调制冷效果差保养空调 ______备注:以上是巡检记录表格的范本。
巡检记录表格用于记录巡检过程中发现的问题和处理情况,以便及时进行相应的维修和保养工作。
巡检员需要按照表格中的时间、检查项目、发现问题、处理情况进行填写,同时还需签字确认问题的处理情况。
冲压过程质量巡检记录表
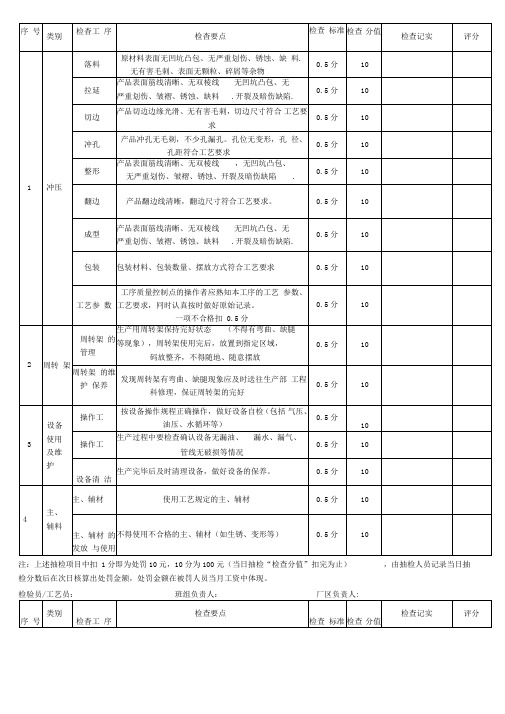
10
工艺验
证
按规定及时对工艺参数的连续监控记录,每班生
产前工艺参数需经过班长的检查验证,首件质量
需经检验员确认后才可开始后续生产
0.5分
10
检查
按照工艺要求认真填与自检卡,做好自检、互检
0.5分
10
6
生产
场地
零件码 放
零件总成要放到相应的工位器具, 并码放整齐在 焊接和搬运过程中轻拿轻放,保证零件在工位器 具中整齐摆放,不得超高以防工件磕碰、划伤。
检分数后在次日核算出处罚金额,处罚金额在被罚人员当月工资中体现。
检验员/工艺员:班组负责人:厂区负责人:
序 号
类别
检杳工 序
检查要点
检查 标准
检查 分值
检查记实
评分
5
工艺
执行
情况
工艺文
件管理
工艺文件摆放到定置规定的位置,不得随意涂改 撕毁、污染等
0.5分
10
工艺文
件执行
按照工艺文件进行生产,保证总成的质量
0.5分
10
8
信息 反馈
操作工 记录
按工乙要求认真填与生产记录单(工乙、质量、 设备工装等)
0.5分
10
设备信 息反馈
设备工装出现问题应停止生产,及时通知维修人 员,待故障排除后方可生产
0.5分
10
设备信 息反馈
设备和工装出现故障,需同时通知检验员到场确 认是否影响零件质量,若影响必须向前追溯
0.5分
管线无破损等情况
0.5分
10
设备清 洁
生产完毕后及时清理设备,做好设备的保养。
0.5分
10
4
主、
巡检记录表
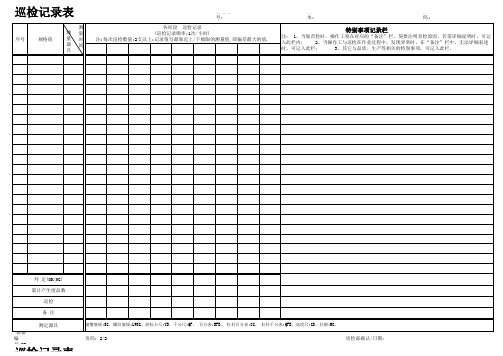
判 定(OK/NG) 累计产生废品数 巡检 备 注 测定器具 表格编号:Q-R-100603 A/1
键槽塞规:SG、螺纹塞规:LWSG、游标卡尺:YB、千分尺:QF、 百分表:BFB、 杠杆百分表:GG、 杠杆千分表:QFB、高度尺:GD、目测:MC、
页码:2/2
质检部确认/日期:
巡检记录表
管理编号:
巡检记录表
序号 规格值 测 量 器 具 测 量 时 间
管理编号: 各时段 巡检记录 (巡检记录频率:1次/小时) 注:每次巡检数量:2支以上;记录值写最靠近上/下极限的测量值,即偏差最大的值.
版本:
页码:
特别事项记录栏
注: 1、当做首检时,操作工须在对应的“备注”栏,简要注明首检原因,若需详细说明时,可记入 此栏内; 2、当操作工与巡检在作业过程中,发现异常时,在“备注”栏中,无法详细表述时, 可记入此栏; 3、其它与品质、生产等相关的特别事项,可记入此栏。
判 定(OK/NG) 累计产生废品数 巡检 备 注 测定器具 表格编号:Q-R-100603 A/1
螺纹塞规:LWSG、套游标卡尺:YB、千分尺:QF、 百分表:BFB、 杠杆百分表:GG、 杠杆千分表:QFB、高度尺:GD、目测:MC
页码:
页码:
序号
规格值
测 量 器 具
测 量 时 间
各时段 巡检记录 (巡检记录频率:1次/小时) 注:每次巡检数量:2支以上;记录值写最靠近上/下极限的测量值,即偏差最大的值.
特别事项记录栏
注: 1、当做首检时,操作工须在对应的“备注”栏,简要注明首检原因,若需详细说明时,可记入 此栏内; 2、当操作工与巡检在作业过程中,发现异常时,在“备注”栏中,无法详细表述时, 可记入此栏; 3、其它与品质、生产等相关的特别事项,可记入此栏。
消费过程巡检记录表

检查人:
编号:B/JD.HD501
实际情况描述(合格或不合格描述) 及处理
筒仓 筒仓
管理
投大 料
原料 投放
废包 装回 收
叉车
1、 检查筒仓温度(用温度测试仪测量筒仓原料的温度) 1、 筒仓原料温度控制在规定范围内;
;
2、 检查筒仓管理情况(对照管理制度查通风记录;查 3、 筛出物分类打包、送到指定存放处;
温度记录;查原料进出记录;查筒仓清理记录); 4、 三清筛、永筒筒每班清理;
3、 检查筛出物(据筛出物成分判断三清筛网的完好性; 5、 所有设备保养到位、工作正常;
筛出物的清理和摆放是否符合要求);
4、 检查三清筛、永磁筒、除尘器清理记录和清理状况;
5、 检查刮板机、提升机、三清筛工作状况(听声音、
位正确性);
3、投放记录(核查原料投放记录的及时性和真实性); 5、脉冲布袋每周清理一次;
4、废包装残留(抽查废包装残留量);
5、检查脉冲工作情况(查脉冲风量、反吹风设置合理 7、投料记录准确率 100%。
性和清理记录);
6、检查投料速度(跟得上中控配料需要)。
1、 解、划口是否符合规定;
2、 打捆(分类正确性;每捆数量是否符合要求);
1、 码放是否规则(检查分区货位、检查码放整齐度、 1、 原料分区码放,原料堆无倾斜;
检查是否存在交叉污染的可能);
2、 防潮情况(查地面湿度和底层包质量;查屋面漏雨 3、 仓库不漏雨、不上潮;
情况;根据天气查门窗关闭情况);
3、 保质期(查入库时间和保质时间;根据库存量和使 5、 原料在保质期内使用完;
巡查 岗位
年 检查 项目 原料 标识
原料 存储
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
缝纫拉力 ★☆(≥1500LBS),(≥10000LBS)
2、烫带
线头是否烫去干净
有无把警示标烫坏等
3、卷织带
钩子方向一致
4、组装/贴标签
装配扎带牢固是否松动
材料正确无漏贴,气 泡,损坏等
拉紧器按装位置正确,到位
产品漏装等
备注 检验员:
1、检验记录内“√”表示该产品的检验项目合格 产品只有(PN166,PN262)≥10000LBS 。 2、检查有问题在检验项目后面打X表示不合格,不符合内容记录于《不合格品报告》。 3、机台型号只适合缝纫工序。
产品型号:
□首件
□巡检
昆山温仕达工具有限公司
制程检验记录表
生产/订单单
号
检验依据
□ 《制程检验作业指导书》
日期:
□图纸
□ 样件
检验项目
检 验记 录 机器型号/时间
判定
1、缝纫
干净清洁
无明显断线等外观不良
缝纫位置无偏移,变形,跳线抛线等
警示标无漏,无错等
钩子,拉紧器花样正确
电脑程序图案号准确
长度符合订单要求
审核:
表单编号/版
本:
WSD-RD-043/A0
□其它 备注