生产过程检验记录表 (试行版)
生产过程记录表

应急撤离通道
通道、出入口和通向消防设施的道路应保持畅通。
13
建筑物的安全疏散门,应向外开启,其数量符合要求。
14
设备的框架或平台的安全疏散通道布置合理。
15
疏散通道设置应急照明和疏散标志。
16
泄压设施
有爆炸危险的甲、乙类厂房应设置泄压设施,其泄压面积按《建规》要求。泄压设施宜采用轻质面板、轻质墙体和易于泄压的门、窗等。
(2)
分管负责人安全生产责任制
(3)
安全管理人员安全生产责任制
(4)
岗位安全生产责任制
(5)
职能部门安全生产责任制
二、安全管理机构
(1)
设置专门安全生产管理机构并配备符合规定的专职安全管理人员
查相关文件
机构设置和人员配备符合要求
三、组织制定安全生产规章制度、操作规程和应急救援预案(是否制定以下安全生产规章制度,并以文件形式下发:)
2
生产设施、储存装置、道路、生活设施、架空电力线之间安全间距
甲类厂房与明火或散发火花地点之间的防火间距不应小于3;甲类贮存设施与民用建筑、明火或散发火花地点不应小于3。
3
甲类厂房、甲类库房、甲、乙类液体贮罐,液化石油气储罐,可燃、助燃气体储罐与架空电力线的最近水平距离不小于电杆(塔)高度的15倍;丙类液体储罐不应小于1倍
铭牌。
8
警示标志
生产经营场所、储存场所、具有危险的域性地段均要张贴(设置)安全标志和警示标志(识)。
9
检测与报警设施
工艺装置火灾爆炸危险部位,应设置超温、超压、报警(声、光)和安全连锁装置。
10
可燃气体(蒸气)可能泄漏扩散笮,应设置可燃气体检漏报警装置。
11
有可能泄漏有毒物品、有毒气体或易造成中毒的作业场所,设置有毒气体检测报警装置和事故通风设施。
试生产检验记录表
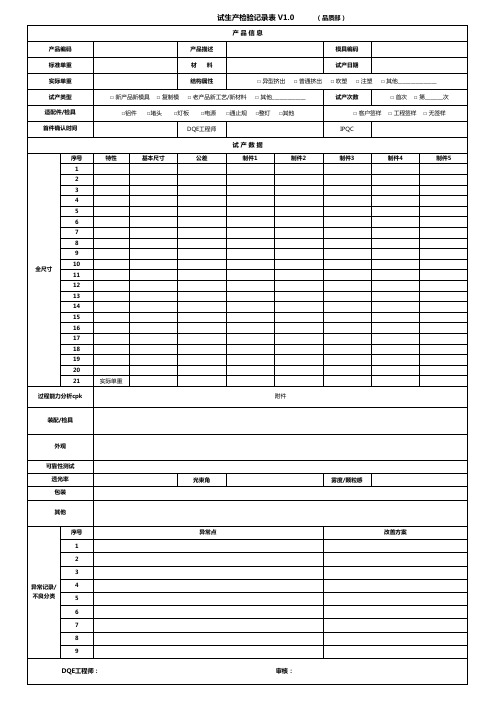
□ 新产品新模具 □ 复制模 □ 老产品新工艺/新材料 □ 其他_____________
试产次数
□ 首次 □ 第_______次
□铝件 □堵头 □灯板 □电源 □通止规 □整灯 □其他
□ 客户签样 □ 工程签样 □ 无签样
DQE工程师
IPQC
特性
基本尺寸
试产数据
公差
制件1
制件2
制件3
制件4
制件5
实际单重
产品编码 标准单重 实际单重 试产类型 适配件/检具 首 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
过程能力分析cpk
试生产检验记录表 V1.0
产品信息
(品质部)
产品描述
模具编码
材料
试产日期
结构属性
□ 异型挤出 □ 普通挤出 □ 吹塑 □ 注塑 □ 其他_______________
附件
装配/检具
外观
可靠性测试 透光率 包装
其他
异常记录/ 不良分类
序号 1 2 3 4 5 6 7 8 9
DQE工程师:
光束角 异常点
雾度/颗粒感 改善方案
审核:
生产过程记录表

在爆炸危险域内输送燃 爆物的管道,应采用跨节等防 防静电措施。
24
防静电措施
在燃爆物质生产及储存 场所,应设消除人体静电装置。
25
在爆炸危险范围内的皮带传 动动设备应采用防静电皮带。
26
散发可燃气体、可燃蒸汽的场 所应采用发火地坪。
27
防泄
危险化学品、有毒有害作业场 所应设置防止液体泄和散的 事故槽、砂堆等设施。
13
厂房、建构筑物 耐火等级
甲、乙类生产厂房、贮存库房 的耐火等级低于级。
14
警戒
燃爆、 有毒物品场所应设 置接警示线、警示标识和警示说 明。
15
其他方面
安全评价报告与企业实际符 合情况。
二、消防设施
1
火灾报警系统
甲、乙、丙类生产厂房和物品 库房应根据基级别设置火灾动报 警系统。
2
工艺装置和贮 罐设置的消防给水 系统
(10)
事故管制
(11)
是否制定岗位 操作安全规程(安全 操作法),以文件形 式下发,并在相应岗 位」公示
查企 业下发的 文件和有 无岗位安 全操作规 程文本
文本结构是否完 整、条清楚、规定明 确
(1)
事故应急救援 预案并报当地安监 部门备案
直应 急救援文 本及备案 注明
应急救援预案结 构完整规范,应急救援 组织或指定兼职应急 救援人员明确,物资和 器材按规定配备,明确 定期组织演练,能定期 修改完善
(3)
隐患整改台帐
检查台联
完整记录隐患整 改期限、内容、责任人 和整改结果
(4)
安全设施登记、维护 保养及检测台帐
记录完整、规范
(5)
特种设备登记及检 测、检验台帐
产线QC检查记录表

4
5 磷化膜是否漏底
3
6 除油是否彻底
5
1 各个工序现场必须悬挂作业指导书 0.5
2
作业指导书能够指导现场各个工序的操 作
0.5
3
作业指导书受控,无过期作废的或者未 经审核批准的现象
0.5
4
作业人员按照作业流程和指导书的内容 严格操作,无少工序、错工序的现象
3.5
1
工艺参数定时检测,无漏检漏测项目, 并测试准确
1
2 培训记录应及时、完整,规范
0.5
1
按时完成客户新产线或新品、样品的试 生产前处理的任务
2
2 考核分数达到规定分值
1
三管两控,本次考核李亚 楠,只考核到一级项目
判定
整改方案
技能 管理
考核 标准
生产 成本 成本 控制
质量 成本
安全 生产 安全 控制 宿舍 安全 安全 教育
驻外产线 QC现场检查细则
驻外产线 QC现场检查细则
检查项目
一级 二级 序号
内容
权 重
1 按照规定穿工作服、着装整齐清洁
0.5
现场检查描述
判定 OK NG NA 减分 奖罚意见
2 仪容仪表干净、整洁
0.5
员工
形象 3 规范佩戴上岗证
0.5
4
上班期间员工无玩手机、串岗、看书报 (学习资料除外)等现象
0.5
5S
1
生产区域地面没有积水,地面无杂物垃圾 、产线垃圾及时清理等
1
地面积水严重,地面有垃圾。 见照片
2 产线墙面和玻璃无灰尘、蛛网及明显污渍 0.5
卫生
3 工作台整洁,无与工作无关的杂物
0.5
生产过程质量考核记录表

环境卫生考核
工作场所的环境状况:是否有与工作无关的杂物、蚊虫等,各种物料是否摆放有序,发现不符合,根据情况扣1~2分。
工作场所的清洗消毒情况:是否按规定的消毒方法和频次清洗消毒,发现不符合,根据情况扣1~2分。
3
设备运行状况的考核
操作人员是否按操作规程进行正确操作生产设备,是否按要求进行维护保养,发现不符合,根据情况扣2~3分。
操作人员是否按要求对设备进行清洗消毒,发现不符合,根据情况扣2~3分。
4
生产工艺操作的考核
操作员是否严格按照工艺文件和作业指导书的要求进行生产操作,是否对操作的关键工序进行了记录。出现工艺参数偏差时是否立即向主管人员反映。发现不符合,根据情况扣3~5分。
操作员是否能对生产的产品主动进行自检,当质量异常时是否能及时向主管人员汇报。发现不符合,根据情况扣3~5分。
日期:年月日
生产过程质量考核记录表
编号:
序
号
检查项目
执行情况
扣分
情况
备注
1
人员卫生考核
是否按要求更换工作服、帽,着装是否干净整洁,是否按要求洗手、消毒,发现不符合,根据情况扣1~2分。
是否有长指甲,带首饰的情况,发现不符合,根据情况扣1~2分。
是否有吸烟、吃零食、吐痰等影响源自境卫生的行为,发现不符合,根据情况扣1~2分。
是否按要求对与产品接触的包装物按要求杀菌,发现不符合,根据情况扣3~5分。
5
生产过程质量控制的考核
检查化验员是否按照规定进行过程的检验,发现不符合,根据情况扣3~5分。
综合考核岗位质量状况,是否出现批量不合格或可能导致的质量安全事故隐患;发现不符合,根据情况扣3~5分。
核查组长签字
核查组成员签字
核查结论
生产检验记录表

判定
表外 单观
流 程 ①
表 单 流 程 使 用 部
门尺
填 写 归 档
序号
规格值
实测值
检验工具 判定
1
2
3
4
5ቤተ መጻሕፍቲ ባይዱ
6
7
8
寸
功 能
检 继续生产
验 结
停止生产
果 其它
异常处理
备注
生产过程中根据品质稳定状况决定自检频率---班组长拟定。 制程发生异常时,应停止生产并立即报告班组长,并依班组长指示执行。
共1页,第1页
非汽车件5年汽车件16年生产检验记录表日期判定实测值序号料号生产批号成品批号表单流程寸尺备注生产过程中根据品质稳定状况决定自检频率班组长拟定
表单隶属于《生产过程控制程序》
料号 生产批号 成品批号
序号
生产检验记录表
保存期限:非汽车件5年,汽车件16年
送检人 任务书号
日期 内容/要求
时间 样本数 确认者
生产检验记录表
XX电气科技有限公司
生产检验记录表
编号:
年月日时分
版本:ZRD-PZ-37
生产部门
设备编号
生产人员
产品名称
规格型号
生产工序 剪板□ 激光□ 折弯□ 下料□ 成型□ 攻丝□ 铆合□ 其他
检验信息 □常规检验记录 □生产工艺变更 □技改参数变更 □新品试制 □其他 检验依据 □工程图纸 □标准样件 □产品标准 □国家标准 □行业标准 □其它
□产品漏孔
□工艺缺失
□其他
异常处理
异常描述/检验员签字/日期:
处理意见/技术主管签字/日期:
处理意见/生产主管确认签字/日期:
1、首件检验记录:新开机生产,作业员自行确认产品是否合格(自检合格后送检),作业员送检数量不得少于5件,检验进行首件检验应尽量在10分钟内确认是否合格量产。
检验说明 2、生产过程检验记录:首件确认合格后距巡检不得超过1H,再次巡检时差不得超过1H,根据首件检验记录的数据进行分析对比,预判尺寸变化趋势,提前预防不良产生。指导作业员注意相关质量事项。
图纸编号
检验项目
检验标准
首件检验记录
生产过程检验记录
生产完工检验记录
1
2
3
4
5
巡检1 巡检2 巡检3 巡检4 巡检5 巡检6 巡检7 巡检8
1
2
3
4
5
备注
检验尺寸
性能要求
检验外观 判定结果
□角度不良
□变形扭曲 □合格
□产品偏心 □不合格
□孔有毛刺
□飞边毛刺 检验签字/日期
生产产品检验记录表
规格14
2022/12/15
SC0114
500
15 2022/12/28 产品_X
规格15
2022/12/16
SC0115
500
16 2022/12/29 产品_S
规格16
2022/12/17
SC0116
500
17 2022/12/30 产品_N
规格17
2022/12/18
SC0117
500
18 2022/12/31 产品_M
规格22
2022/12/23
SC0122
500
23 2023/1/5
产品_B
规格23
2022/12/24
SC0123
500
24 2023/1/6
产品_V
规格24
2022/12/25
SC0124
500
本周检验批次和合格批次
检验批次 合格批次
4/2
4/3
检验数量
50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50
2022/12/3
SC0102
500
3 2022/12/16 产品_C
规格3
2022/12/4
SC0103
500
4 2022/12/17 产品_D
规格4
2022/12/5
SC0104
500
5 2022/12/18 产品_E
规格5
2022/12/6
SC0105
500
6 2022/12/19 产品_F
规格6
生产产品检验记录表
本周检验批次和合格批次 1
洗衣粉生产记录质检表格模板
洗衣粉生产记录质检表格模板摘要:一、洗衣粉生产记录质检表格模板的概述二、洗衣粉生产记录质检表格模板的具体内容1.生产日期2.生产批次3.生产数量4.生产配方5.原材料质量检测6.生产过程质量检测7.成品质量检测8.产品包装9.产品贮存三、洗衣粉生产记录质检表格模板的意义和作用正文:洗衣粉是我们日常生活中常用的清洁用品,其质量关系到我们的生活品质。
洗衣粉生产记录质检表格模板是一种记录和检测洗衣粉生产过程的表格,对于保证产品质量具有重要意义。
洗衣粉生产记录质检表格模板具体包括以下内容:1.生产日期:记录洗衣粉生产的日期,方便追踪产品质量和查找问题原因。
2.生产批次:对洗衣粉进行批次管理,有利于控制产品质量,一旦发现问题可以快速追溯。
3.生产数量:记录洗衣粉的生产数量,方便企业进行生产计划和库存管理。
4.生产配方:记录洗衣粉生产所使用的原材料及其配比,保证产品质量稳定。
5.原材料质量检测:对洗衣粉生产所用的原材料进行质量检测,确保原材料符合生产要求。
6.生产过程质量检测:对洗衣粉生产过程中的关键控制点进行质量检测,确保生产过程符合要求。
7.成品质量检测:对生产完成的洗衣粉进行质量检测,确保产品符合国家和行业标准。
8.产品包装:记录洗衣粉的包装信息,包括包装材料、包装方式等,保证产品包装质量。
9.产品贮存:记录洗衣粉的贮存条件,确保产品在储存、运输过程中的质量稳定。
洗衣粉生产记录质检表格模板对于保证产品质量具有重要意义。
通过对生产过程的详细记录和质量检测,企业可以更好地监控产品质量,确保为消费者提供安全、可靠的产品。
危化品生产企业安全检查表(试行)
危化品生产企业安全检查表(试行)被检查单位:1.1 是否取得安全生产许可证1。
2 工商执照经营范围是否与安全生产许可证许可范围一致1.3 主要负责人、分管安全负责人是否经培训取得上岗证1.4 安全管理人员、特种作业人员是否经培训取得上岗证1。
5 抽查重复使用的包装物(容器)有无定期检验检测报告 1。
1。
6 抽查特种设备是否具有使用登记证和检验报告安全1。
7 易燃易爆物质的生产场所有无防雷设施检测报告许1。
8 易燃易爆物质的生产场所有无防静电措施检测报告可 1。
9 新、改、扩建项目是否按照国家“三同时"要求审查1。
10 是否进行化学品登记编制一书一签1。
11 “安全评价报告”中提出的安全隐患是否整改完成涉及易制毒化学品的,是否取得相应证照,并建立易制毒化1。
12 学品管理制度2。
1 是否编制了责任制书面文件2。
2 是否建立安全目标考核奖惩制度2。
3 上下级是否签订了安全生产责任书2.4 是否编制了安全管理机构设置文件2.5 是否编制了专职安全员任命文件 2。
2.6 是否建立安全费用提取制度,并予以实施安2.7 是否按照国家要求落实风险抵押金制度全规2。
8 是否编制了安全投入的月、季度、年计划章2。
9 是否编制了总的事故应急救援预案制2.10 分厂(车间)的是否编制了事故应急分预案度 2.11 预案是否编制事故状态下防治环境污染的应急预案2。
12 预案是否有定期的修订计划2.13 是否建立对关键装置、重点部位巡检制度是否编制了高处、吊装、设备内、动火、动土、抽堵盲板、2。
14 设备置换清洗作业管理制度3.1 是否建立安全费用台帐 3.3。
2 是否编制了安全教育、培训台账安全3.3 是否编制了特种作业人员花名册台3。
4 其他人员经本企业培训、考核记录、签到本是否完整账3。
5 是否建立班组安全活动记录台帐记3。
6 预案是否每半年演练一次录 3。
7 演练是否与社区联动3。
8 是否编制了劳保用品发放台帐3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滨州中顺内燃机配件有限公司 Binzhou China internal combustion engine fittings Co.,Ltd
生产过程检验记录表
厂家代码 生产批号 生产日期 工序班长 首检(Ⅱ) 自检 QC号 工序 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 检查 项目 外观 外径 内径 高度 槽宽 槽深 孔直径 孔距 形状 外径^ 内径^ 高度^ 槽宽^ 槽深^ 孔直径^ 孔距^ 与加工图纸零件截面一致 规格/公差 表面无缺陷、裂纹;分母线平 整;圆弧过度光滑、无棱边。 检验方法 目视 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 目视 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺
表格编号: QR- DUPRO 2017 No.: 检验员 检测日期 末检 QC 备注
8:00 9:00 #### #### #### #### #### #### #### #### #### #### 自检
不 对 改 合 应 善 格 流 状 现 程 况 象 单 1、各工序每次加工产品时按要求填写本记录表(每个型号一张\天)。 2、首检(Ⅰ ):同一产品上午加工前检测 首检(Ⅱ):同一产品下午加工前检测 末检:同一产品当天下班或者产品加工完成时检测。 3、操作员首检时发现产品相关尺寸与规定尺寸不符,应告知生产负责人。 4、巡检人员巡检过程中发现相关尺寸与规定尺寸不符,应记录不合格现象,同时填写整改流程单提交车间生产负责人并跟踪改善状况。对存在问题的产品根据实际情况要求生产部门标示隔 离、返修、报废。 5、本记录表由巡检人员下班前10分钟收取,与整改流程单一并送交质保部门存档。 6、工序代码: 压制:10 倒角:20 钻孔:30