过程检验记录表
过程检验记录表

常州市明道科技有限公司
CHANGZHOU MINGDAO TECH CO.,LTD
产品检验记录表
合同编号客户号生产任务单号客户名称
产品名称使用材料生产日期产品规格
序号检验项目技术要求检验方法
检验
数量
不合
格数
实测值
判定
1 2 3 4 5
1 板材色差与标准样件作对比,无明显色差;产品颜色对比/目测
2 表面外观要求表面平整、光洁,无凹坑,无波纹,无气泡,无斑点,
无痕迹,无刮痕;
目测
3 板面清洁板面不允许有锯末(切末);板材边缘锯末(切末)必须清
理干净,锯边(切边)不允许出现明显锯齿痕或开裂现象;
目测
4 薄膜外观1、保护膜不允许有脏污、锯末、刮痕、折层、折皱、砂眼
等瑕疵。
保护膜应紧贴板材之间不允许出现气泡;
2、板材两面均为无色膜的,要求板材正面写“正”
3、薄膜必须紧贴板材,从板材边缘起不能脱落超过3mm。
目测
5 长度公差卷尺
6 宽度公差卷尺
7 厚度公差千分卡尺
8 复合层厚度千分卡尺
9 对角线差值<0.25% 卷尺
10 包装外观要求板材摆放整齐,包装纸包装严实,包装纸表面无破损、
水渍等,现象;并在包装纸上标注“编号”
目测
11
12
13
综合判定:检验员:日期:。
过程检验记录表

隙最长不超过120mm;
5、围条与隔仓板、阻浪板紧密贴合, 垂直度误差≤2mm;
6、其它要求应符合设计图样标准及相 关质量验收标准。
1、筒体不允许在焊缝及其边缘20mm 内开孔,
罐体拼板
2、开孔直径大于75mm时,筒体孔处
检查外观、 测量长宽高 及工艺开孔
等尺
应翻边处理;
3、相邻筒节的纵向焊缝在对应筒节横 截面的弧长距离不少于100mm;
0.5mm。
1、长宽尺寸允差:气割L≤3m时-3~
0mm,L每增加1m允差增加0.5mm;
检验值
判定
工艺员、 作业员确
备注
2、砂轮切割L≤3m时-3~0mm,L每增
加1m允差增加0.4mm;
下料尺寸偏 差
检查部件剪 切口、测量 长、宽、厚 、对角线等
尺寸
3、剪切L≤3m时-3~0mm,L每增加1m 允差增加0.3mm;
规格:
(立方) 作业人员/班组:
拉码 封头
检查外观、
1、符合设计图纸规定;
形状、测量 长、宽、高
2、焊缝外观质量:无焊渣和飞溅,无 严重焊接缺陷且成形美观;
目测、卷尺
等尺寸 3、垂直度≤1mm,其它尺寸偏差±1mm
。 1、封头成型用相对应的R模板靠检,
截面形状与标准模板的形状误差≤
2mm;
2、弧高应不小于100mm,外壁周长L应
邻纵焊缝U间距≤200mm,最短筒节≥
300mm
焊缝布置
检查拼板尺 2、相邻筒子节的纵向焊缝在对应筒节
寸
横截面的弧长距离不少于100mm;
卷尺
3、封头板、隔仓板、阻浪板的对接焊 缝间距应不少于100mm。
其它成形零 检查外观、
生产过程检验记录表
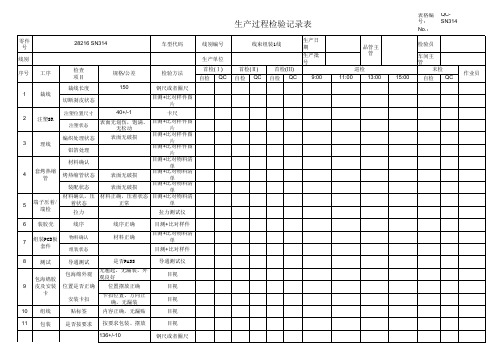
零件 号
28216 SN314
车型代码
线别编号
线别
生产单位
序号 工序
检查 项目
规格/公差
检验方法
首检(Ⅰ) 自检 QC
裁线长度
1
裁线
切断剥皮状态
150
钢尺或者圈尺
目测+比对样件图 片
注塑位置尺寸
40+/-1
卡尺
2 注塑SR
注塑状态
表面无划伤,饱满、 目测+比对样件图
无松动
片
编织处理状态
产品无毛边,变形等 不良
目视+比对样件
不
改
象
合 格
善 状
现
况
Rev 1.0
3
理线
铝箔处理
表面无破损
目测+比对样件图 片
目测+比对样件图 片
材料确认
目测+比对物料清 单
4
套烤热缩 管
烤热缩管状态
表面无破损
目测+比对物料清 单
装配状态
表面无破损
目测+比对物料清 单
材料确认,压 材料正确,压着状态 目测+比对物料清
5
端子压着/ 端检
着状态 拉力
正常
单 拉力测试仪
线束组装1线
首检(Ⅱ)
首检(Ⅲ)
自检 QC 自检 QC
生产日 期 生产批 号
9:00
6 装胶壳
7
组装PCB板 套件
线序 物料确认 组装状态
线序正确 材料正确
目测+比对样件
目测+比对物料清 单
目测+比对样件
过程检验记录表

审核:
过程检验记录表
生产线:
生产日期:
产品名称
检验时间
检验项目
检验员
备注
外观
功能
抽样数
颜色
漏镀
烧焦
变形
抽样数
镀层厚度
Ni含量
结合力
通止规
其他检验项
注:1. 产品的膜厚、结合力、盐雾及其它需要详细描述的检测有单独的检测报告,参见QC电脑记录;
2. 本检验记录表上,将根据膜厚、结合力等能及时检出的检测结果,做出相应判断;对于盐雾等不能及时判断的将不做记录;
产品过程检验记录表

产品名称
产品规格
材料批次
车间
生产批次:
班次 □日 □夜
作业前检查:文件、图纸、产品、设备、量具、刀具
机床编号
工序
作业人员
日期
序 检测 号 仪器
检验项目/尺寸
首检
时分
自检
专检
巡检1
时分
自检
专检
巡检2
时分
自检
专检
巡检3
时分
自检
专检
巡检4
时分
自检
专检
未检
时分
自检
专检
1
2
3
4
5
6
7
8
9
判定
4.判定栏由巡检员和作业人员记录,合格打“√”,不合格打“×”。
Hale Waihona Puke 5.检测仪器:①带表卡尺;②螺纹塞规;③止通塞规;④影响测量仪;⑤硬度计。
本日生产数
合格数
责废数
料废数
调试
巡检员
注: 1.本记录由检验人员隔月10日提交文控处保存。
2.生产作业人员需按要求做好首件检验、自检、未件检验工作,并认真作好记录,检验合格打“√”,不合格打“×”,如未填写,一律不计当天产值。
3.检验员在生产作业期间需在负责工序内不间断进行巡回检验,每隔1~2小时内按作业指导书检验要求记录一次检验结果。
机械装配过程检验记录表

机械装配过程检验记录表摘要:一、引言1.1 背景介绍:机械装配过程1.2 目的:保证机械产品质量与性能1.3 适用范围:所有机械装配工作二、机械装配过程检验记录表的作用与意义2.1 确保装配质量2.2 追踪问题来源2.3 提供改进方向三、检验记录表的内容3.1 检验项目3.2 检验标准3.3 检验结果3.4 检验人员3.5 检验日期四、如何填写检验记录表4.1 详细记录每个检验项目4.2 确保检验结果准确无误4.3 及时发现问题并进行整改五、结论5.1 机械装配过程检验记录表的重要性5.2 对提高机械产品质量与性能的意义正文:一、引言1.1 背景介绍:机械装配过程在机械制造行业中,装配过程是将各个零部件按照设计要求和装配顺序组合在一起的重要环节。
这个过程涉及到众多零部件的精度、配合、尺寸等问题,因此,保证装配质量至关重要。
1.2 目的:保证机械产品质量与性能机械装配过程检验记录表的目的是为了确保机械产品的质量与性能达到设计要求,减少故障率和提高设备使用寿命。
1.3 适用范围:所有机械装配工作机械装配过程检验记录表适用于所有机械装配工作,以确保产品质量和性能。
二、机械装配过程检验记录表的作用与意义2.1 确保装配质量机械装配过程检验记录表可以确保每个零部件的装配质量,从而保证整个机械设备的质量。
2.2 追踪问题来源如果出现质量问题,可以通过检验记录表追踪问题来源,及时找到原因并进行整改。
2.3 提供改进方向检验记录表中记录的问题可以为以后的改进工作提供方向,从而不断提高产品质量和性能。
三、检验记录表的内容3.1 检验项目检验项目包括所有需要检验的零部件和装配工序,如轴孔配合、轴承间隙等。
3.2 检验标准检验标准是指检验项目需要达到的技术要求,通常包括尺寸、形状、表面粗糙度等。
3.3 检验结果检验结果应详细记录每个检验项目的实际测量数据,以便进行对比分析。
3.4 检验人员检验人员应记录检验过程中的责任人,以便在出现问题时进行追溯。
施工过程监督检查记录表

□现场验证□书面验证
检查人员(签字): 年 月 日
原因分析:
施工队负责人: 年 月 日
纠正及预防改进措施:抓紧组织人员对以上存在问题进行修补。砼浇筑过程中插入式振捣器的移动间距不宜大于振捣器作用半径的1.5倍,且插入下层混凝土内的深度宜未50~100mm,与侧模应保持50~100mm的距离。每一振点的振捣延续时间宜为20~30s,以混凝土不再沉落、不出现气泡、表面呈现浮浆为度,防止过振、漏振,加强对模板的加固。
施工过程监督检查记录表
施工过程监督检查记录表
表格编号
项目名称:
受检单位
检查部位
检查人员
记录表编号
问题描述:1、xx路堑墙身墙身模板脱模过程中发现墙身混凝土有漏振现象,蜂窝、麻面较多、上述问题的处理要求:
□进行整改 □采取纠正措施 □进行整改并采取纠正措施
制定人: 年 月 日
批准人: 年 月 日
验证情况:
验证人: 年 月 日
附图1
附图2
过程检验记录表

品名
批次
工序名称
检测项目
检测结果
判定
检测员、日期
不合格处理
返工后重新检验情况
首检
巡检1
巡检2
原粮出、入库登记录
入库记录
出库记录
备注
日期
物料名称
规格型号
入库数量
入库人
经办人
日期
物料名称
规格型号
出库数量
领料人
经办人
年灭蝇灯检查记录
检查项目
检查日期及结果
1月
2月
3月
4月
5月
6月
1周
2周
3周
4周
年灭火器检查记录表
检查项目
检查日期及结果
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月
11月
12月
灭火器外壳是否锈蚀
灭火器是否在有效期限内
铅封是否完好
喷嘴是否畅通
附件是否完整(注一)
气、粉量是否充足
灭火器是否在设定位置
检查人员签名:
注:
1.附件项目(干粉、泡沫、CO2):提把、压板、高压皮管、压力表、喷嘴握柄、固定皮带环、瓶头阀、固定螺帽、插销。
过程检验记录表品名工序名称检测项目检测结果判定检测员日期不合格处理返工后重新检验情况巡检1巡检2原粮出入库登记录入库记录出库记录备注日期物料名称规格型号入库数量入库人经办人日期物料名称规格型号出库数量领料人经办人年灭蝇灯检查记录检查项目检查日期及结果查看灭蝇灯是否在指定的位置查看灯管是否能正常使用查看灯体外观是否良查看灭蝇灯是否通电查看灭蝇灯是否定期清洗查看开关是否已经被打开灭蝇数量检查人员签名注