吸塑生产过程检验记录表
无菌纸塑、吸塑包装封口效果验证模板
无菌包装封口效果验证方案编制/日期: _______________审核/日期: _______________批准/日期:1.验证目的通过确认证明产品经过内包装后,是否能达到规定的要求,确认包装过程是否安全有效。
通过一系列试验和文件记录,证实封口机可以持续提供可被接受的无菌包装封口过程。
2.验证范围2.1适用于本公司*****封口机的验证2.2纸塑包装袋上海浦茂包装材料有限公司提供的1073B+10丝进口易撕袋与1059B+6丝进口易撕袋。
技术参数见供应商提供的《产品质量检验报告单》。
3.概述封口机技术参数3.1封印速度:10m/min3.2封印温度:80-220°C3. 3封印压缝宽:12mm3. 4 电源:220V/50Hz3. 5 外形尺寸:620X260X250mm3.6 重量:23KG3.7国产滚轮尺寸:宽X深X高=830X280X60mm4,验证小组及成员5.确认依据5.1 GB/T19633-2005《最终灭菌医疗器械的包装》5.2IS011607-l:2006《IS011607 —2006最终灭菌医疗器械的包装一第一部分:材料、无菌屏障系统和包装系统要求》5.3IS011607-2: 2006《最终灭菌医疗器械的包装一第二部分:形成、密封和装配的确认要求》5.4YY/T 0681. 1-2009 无菌医疗器械包装试验方法第1部分:加速老化试验指南5.5 YY/T 0681. 2-2010《无菌医疗器械包装试验方法第2部分:软性屏障材料密封强度试验》5.6 YY/T 0681. 3-2010《无菌医疗器械包装试验方法第3部分:无约束包装抗内压破坏试验》5.7 YY/T 0681.4-2010《无菌医疗器械包装试验方法第4部分:染色液穿透法测定透气包装的密封泄露》5.8YY/T 0681.5-2010《无菌医疗器械包装试验方法第5部分:内压法检测粗大泄漏(气泡法)》5.9ASTM F 1929中规定的试验方法检查密封口的密封渗漏性,封口应完整5.10 ASTM F1886-98目力检测方法5.11 DIN 58953-6: 2006琼脂接触攻击试验5.12 ASTM F1929-98染料渗漏试验5.13 ASTM Fl 140-07 爆破试验5.14 ASTM F88-09封口剥离试验5.15 ASTM F2096-04 气泡试验5.16 ASTM F1886-2009目视检测试验5.17 GB/T4857. 2-2005温湿度处理试验5.18 GB/T4857. 10-2005正弦变频振动试验5.19 GB/T4857. 5-1992 跌落试验5. 20 EBJS-TS-014《包装物资采购及检验标准》5.21 «产品初始污染菌操作规程》5.22中国药典2015版5.23 ISO 11135-1:2014环氧乙烷灭菌医疗器械确认和控制6无菌包装封口过程确认的过程一般应包括安装确认,运行确认和性能确认。
吸塑机日常保养点检记录表
一、十字螺丝刀
听、看、闻
每天
5
E
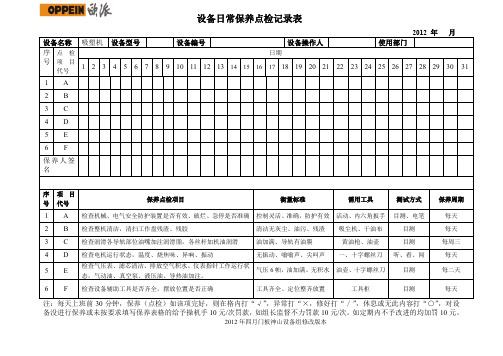
检查气压表、滤芯清洁、排放空气积水、仪表指针工作运行状态,气动油、真空泵、液压油、导热油加注。
气压6帕,油加满、无积水
油壶、十字螺丝刀
目测
每二天
6
F
检查设备辅助工具是否齐全,摆放位置是否正确
工具齐全、定位整齐放置
工具柜
目测
每天
注:每天上班前30分钟,保养(点检)如该项完好,则在格内打“√”,异常打“×,修好打“/”,休息或无此内容打“○”,对设备没进行保养或未按要求填写保养表格的给予操机手10元/次罚款,如组长监督不力罚款10元/次。如定期内不予改进的均加罚10元。
设备日常保养点检记录表
2012年月
设备名称
吸塑机
设备型号
设备编号
设备操作人
使用部门
序号
点检项目代号
日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
A
2
B
3
C
4
D
5
E
6
F
保养人签名
序号
项目代号
保养点检项目
衡量标准
需用工具
测试方式
保养周期
1
A
检查机械、电气安全防护装置是否有效、破烂、急停是否准确
控制灵活、准确,防护有效
塑胶原材料进料检验记录

供应商: 恒缘泰 品名: PP(改) 型号: 1020TGP
判定:符合“OK”,不符合“NG”
检验项目
检验标准
标准要求
标识、型号、数量: 100%
外观: 100%
PP(改)
1020TGP 25KG/袋 色号:NC 包装完好无损
评价/测量 批次:D110831
技术
实测
判定
目测
相同
OK
相同
供应商: 恒缘泰 品名: PP+GF 型号: 1040GGP
判定:符合“OK”,不符合“NG”
检验项目
检验标准
标准要求 评价/测量 批次:D120611
技术
实测
判定
标识、型号、数量:
PP(改)
目测
100%
1020TGP
XXKG/袋
外观:
色号:NC
目测
100%
包装完好无损
检测报告符合性核对
拉伸强度: 伸长率: 弯曲强度: 弯曲模量 缺口冲击强度:
目测 目测 目测 目测
73.7 OK 31.9 OK 1245.9 OK 4.5 OK
熔融指数 密度
GB/T3682
G/10min g/cm3
目测 目测
9.4 OK 1.0586 OK
批次:D111207 实测 相同 相同 相同 NC 完好
24.6 79.9 31.4 1135.5 7.4
10.3 1.0584
OK
69.6 OK
39.5 OK
OK
30.9 OK
33.9 OK
1158.2 OK
1172.4 OK
OK
5.2 OK
7 OK
首检流程
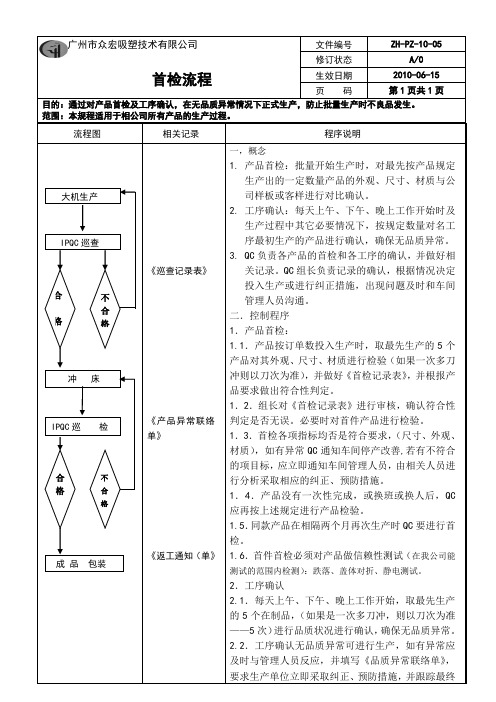
广州市众宏吸塑技术有限公司
文件编号 修订状态 生效日期
ZH-PZ-10-05 A/0 2010-06-15
第 1 页共 1 页 页 码 目的:通过对产品首检及工序确认,在无品质异常情况下正式生产,防止批量生产时不良品发生。 范围:本规程适用于相公司所有如换模、修模、更换原材料及设备维修后要再次 对工序进行确认。 4.纠正、预防措施有效性确认:凡是采取纠正预防 措施,QC 要对其实施进行跟进,对其有效性进行确 认,决定是否进一步采取措施,直到达到客户要求标 准。
编制:品质部门
审核:王度平 2010-6-12
批准:何曾贵 2010-6-14
首检各项指标均否是符合要求尺寸外观材质如有异常qc通知车间停产改善若有不符合的项目标应立即通知车间管理人员由相关人员进行分析采取相应的纠正预防措施
广州市众宏吸塑技术有限公司
文件编号 修订状态 生效日期
ZH-PZ-10-05 A/0 2010-06-15
第 1 页共 1 页 页 码 目的:通过对产品首检及工序确认,在无品质异常情况下正式生产,防止批量生产时不良品发生。 范围:本规程适用于相公司所有产品的生产过程。 流程图 相关记录 一,概念 程序说明
测试的范围内检测) :跌落、盖体对折、静电测试。
IPQC 巡
检
《产品异常联络 单》
合 格
不 合 格
成 品 包装
《返工通知(单》
2.工序确认 2.1.每天上午、下午、晚上工作开始,取最先生产 的 5 个在制品, (如果是一次多刀冲,则以刀次为准 ——5 次) 进行品质状况进行确认, 确保无品质异常。 2.2.工序确认无品质异常可进行生产,如有异常应 及时与管理人员反应,并填写《品质异常联络单》 , 要求生产单位立即采取纠正、预防措施,并跟踪最终
吸塑工艺数据监控记录表
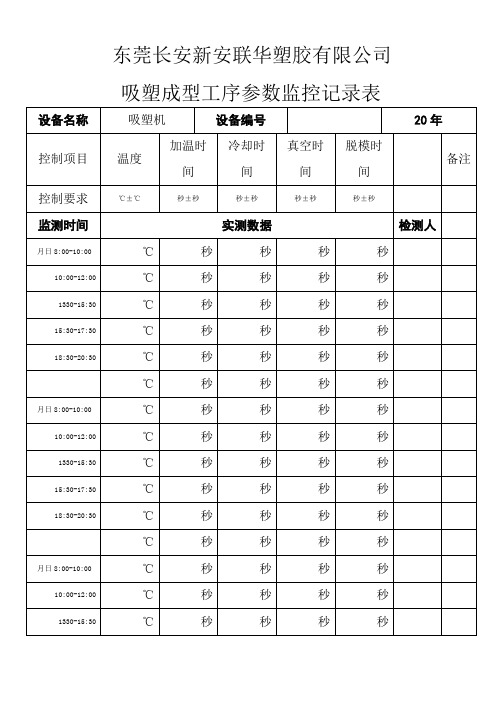
吸塑成型工序参数监控记录表
设备名称
吸塑机
设备编号
20年
控制项目
温度
加温时间
冷却时间
真空时间
脱模时间
备注
控制要求
℃±℃
秒±秒
秒±秒
秒±秒
秒±秒
监测时间
实测数据
检测人
月日8:00-10:00
℃
秒
秒
秒
秒
10:00-12:00
℃
秒
秒
秒
秒
1330-15:30
℃
秒
秒
秒
秒
15:30-17:30
℃
秒
秒
秒
秒
15:30-17:30
℃
秒
秒
秒
秒
18:30-20:30
℃
秒
秒
秒
秒
℃
秒
秒
秒
秒
月日8:00-10:00
℃
秒
秒
秒
秒
10:00-12:00
℃
秒
秒
秒
秒
1330-15:30
℃
秒
秒
秒
秒
15:30-17:30
℃
秒
秒
秒秒Βιβλιοθήκη 18:30-20:30℃
秒
秒
秒
秒
℃
秒
秒
秒
秒
制表:审核:
℃
秒
秒
秒
秒
18:30-20:30
℃
秒
秒
秒
秒
℃
秒
秒
秒
秒
月日8:00-10:00
注塑产品抽样检验记录表汇编
码
Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
A
2
01
B
3
01
C
5
01
D
8
01
12
E
13
01
1223
F
20
01
122334
G
32
01
12233456
H
50
01
1223345678
样
本
样
接 受 质 量 限(AQL)
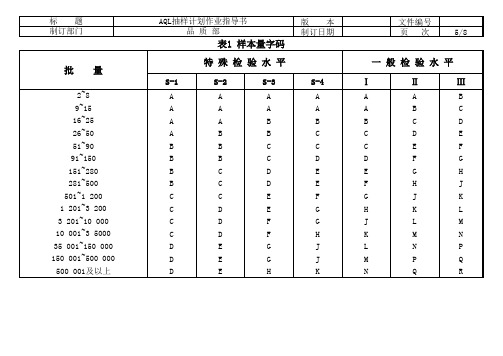
标题
AQL抽样计划作业指导书
版本
文件编号
制订部门
品质部
制订日期
页次
2/8
5.作业细则 5.1 抽检方案依据:接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1)及抽样表,其中检查水平为一般检查水平Ⅱ级。
5.2 样本的抽选:检验箱/包数规定。
5.2.1 一般物料,检查员对于来料少于5箱/包则每箱/包随机抽取相同数量的样本进行检验; 5箱/包或超过5箱/包至少开启1/4箱/包数(总
标题 制订部门
AQL抽样计划作业指导书 品质部
版本 制订日期
文件编号 页 次 6/8
表2-A 正常检验一次抽样方案(主表)
样
本
样
接 受 质 量 限(AQL)
量
本
字
量
0.010 0.015 0.025 0.040 0.065 0.10 0.15 0.25 0.40 0.65
1.0
1.5
2.5
4.0
6.5
巡检表格
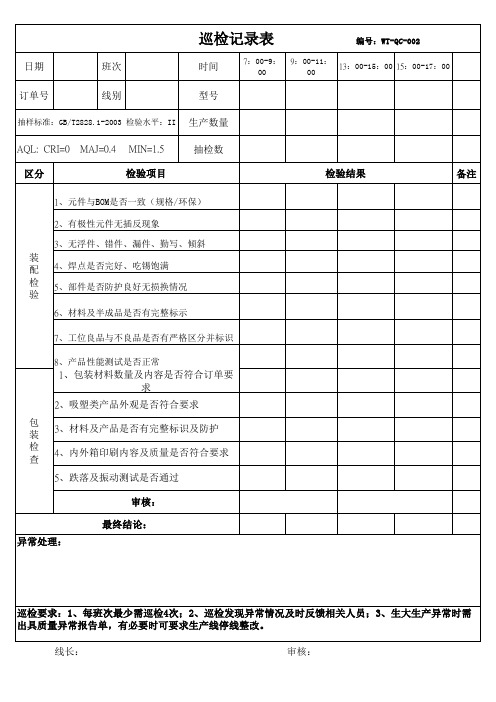
巡检要求:1、每班次最少需巡检4次;2、巡检发现异常情况及时反馈相关人员;3、生大生产异常时 需出具质量异常报告单,有必要时可要求生产线停线整改。 线长: 审核:
巡检记录表
日期 订单号 班次 线别 时间 型号 生产数量 抽检数
编号:WT-QC-002
7:00-9:009:00-11:00 13:00-15:00 15:00-17:00
抽样标准:GB/T2828.1-2003 检验水平:II
AQL: CRI=0 区分
MAJ=0.4
MIN=1.5 检验项目
检验结果
备注
1、元件与BOM是否一致(规格/环保) 2、ቤተ መጻሕፍቲ ባይዱ极性元件无插反现象 3、无浮件、错件、漏件、勤写、倾斜
装 配 检 验
4、焊点是否完好、吃锡饱满 5、部件是否防护良好无损换情况 6、材料及半成品是否有完整标示 7、工位良品与不良品是否有严格区分并标识 8、产品性能测试是否正常
1、包装材料数量及内容是否符合订单要求 2、吸塑类产品外观是否符合要求 包 装 检 查 3、材料及产品是否有完整标识及防护 4、内外箱印刷内容及质量是否符合要求 5、跌落及振动测试是否通过 审核: 最终结论: 异常处理:
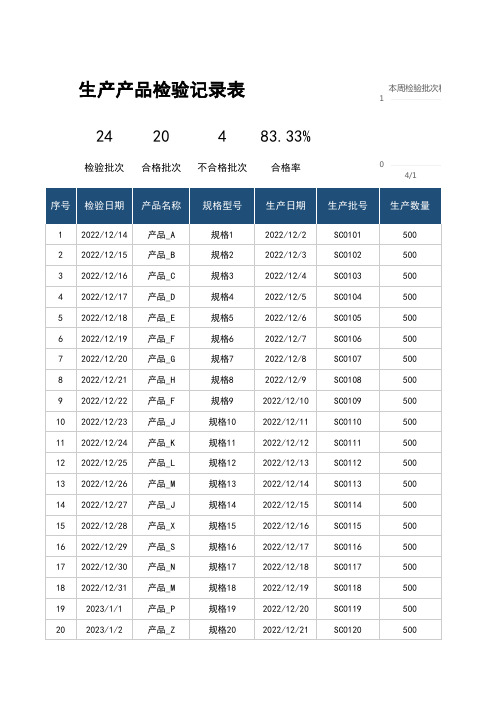
生产产品检验记录表
规格10
2022/12/11
SC0110
500
11 2022/12/24 产品_K
规格11
2022/12/12
SC0111
500
12 2022/12/25 产品_L
规格12
2022/12/13
SC0112
500
2022/12/14
SC0113
500
14 2022/12/27 产品_J
生产产品检验记录表
本周检验批次和合格批次 1
24 20
4 83.33%
检验批次 合格批次 不合格批次 合格率
0
4/1
4/2
序号 检验日期 产品名称 规格型号 生产日期 生产批号 生产数量
1 2022/12/14 产品_A
规格1
2022/12/2
SC0101
500
2 2022/12/15 产品_B
规格2
2022/12/3
SC0102
500
3 2022/12/16 产品_C
规格3
2022/12/4
SC0103
500
4 2022/12/17 产品_D
规格4
2022/12/5
SC0104
500
5 2022/12/18 产品_E
规格5
2022/12/6
SC0105
500
6 2022/12/19 产品_F
规格6
规格22
2022/12/23
SC0122
500
23 2023/1/5
产品_B
规格23
2022/12/24
SC0123
500
24 2023/1/6
产品_V