1 工序过程检验记录表
雨污水管道施工工序检验批验收记录表
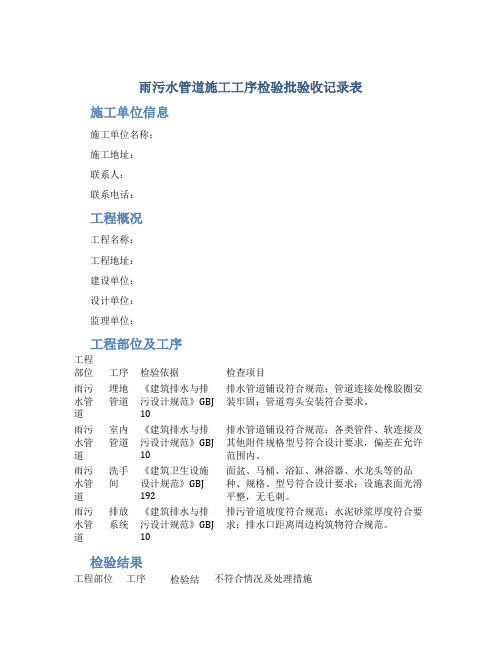
雨污水管道施工工序检验批验收记录表施工单位信息施工单位名称:施工地址:联系人:联系电话:工程概况工程名称:工程地址:建设单位:设计单位:监理单位:工程部位及工序工程部位工序检验依据检查项目雨污水管道埋地管道《建筑排水与排污设计规范》GBJ10排水管道铺设符合规范;管道连接处橡胶圈安装牢固;管道弯头安装符合要求。
雨污水管道室内管道《建筑排水与排污设计规范》GBJ10排水管道铺设符合规范;各类管件、软连接及其他附件规格型号符合设计要求,偏差在允许范围内。
雨污水管道洗手间《建筑卫生设施设计规范》GBJ192面盆、马桶、浴缸、淋浴器、水龙头等的品种、规格、型号符合设计要求;设施表面光滑平整,无毛刺。
雨污水管道排放系统《建筑排水与排污设计规范》GBJ10排污管道坡度符合规范;水泥砂浆厚度符合要求;排水口距离周边构筑物符合规范。
检验结果工程部位工序检验结不符合情况及处理措施果雨污水管道埋地管道合格无雨污水管道室内管道存在问题存在一个地漏与排水管道连接处漏水情况,已进行修补。
雨污水管道洗手间合格无雨污水管道排放系统合格无检验人信息检验人姓名:检验日期:如上表所示,经过对雨污水管道施工过程中的各项工序进行检验,现将检验结果作如下记录,以供验收人员进行查看并评估:1.埋地管道工序:经检查符合《建筑排水与排污设计规范》GBJ 10的规范要求,包括管道铺设符合规范、连接处橡胶圈安装牢固、管道弯头安装符合要求等,因此本工序检验结果为“合格”。
2.室内管道工序:经检查符合《建筑排水与排污设计规范》GBJ 10的规范要求,符合设计要求的各类管件、软连接及其他附件规格型号偏差在允许范围内,管道铺设也符合规范,因此本工序检验结果为“合格”。
3.洗手间工序:经检查符合《建筑卫生设施设计规范》GBJ 192的规范要求,各类设施的品种、规格、型号都符合设计要求,设施表面光滑平整,无毛刺,因此本工序检验结果为“合格”。
4.排放系统工序:经检查符合《建筑排水与排污设计规范》GBJ 10的规范要求,包括管道坡度符合规范、水泥砂浆厚度符合要求、排水口距离周边构筑物符合规范等,因此本工序检验结果为“合格”。
工序检验记录表
工序检验记录表工序检验记录表一、概述工序检验记录表是制造企业在生产过程中进行质量控制的重要手段之一。
该表格记录了每一个工序中所进行的检验项目及结果,以便在后续的生产中及时发现和解决问题,提高产品质量。
二、表格内容1. 表头:包括企业名称、表格名称、编号、日期等基本信息。
2. 工序信息:记录所属工序的名称、编号和负责人等信息。
3. 检验项目:列出该工序需要进行的所有检验项目,可以按照重要性和先后顺序排列。
4. 检验标准:对每个检验项目列出相应的标准或要求,以便判断是否合格。
5. 检验结果:对每个检验项目进行记录,包括合格或不合格等结果,并可以加上备注说明。
6. 处理措施:对于不合格的检验结果,需要记录下相应的处理措施,并由负责人签字确认。
三、填写要点1. 填写时间:填写日期时需要注意,应当填写实际进行检验的日期而非填表日期。
2. 填写规范:填写时需要规范化操作,如使用黑色或蓝色笔填写,避免涂改或使用液体纸修正。
3. 填写完整:每个检验项目都需要进行记录,不可遗漏或忽略。
4. 填写准确:对于检验结果,应当严格按照标准进行判断,避免主观臆断或随意判定。
四、使用场景1. 生产过程中的质量控制:在生产流程中,对于每个工序进行检验并记录结果,以便及时发现和解决问题。
2. 产品质量追溯:通过工序检验记录表可以查看每个工序的检验结果,并追溯到具体的生产时间和责任人等信息。
3. 质量管理评估:通过对多个工序的检验结果进行分析,可以评估企业的质量管理水平,并提出改进意见。
五、注意事项1. 应当根据实际情况选择适当的表格格式和内容,避免出现冗余或不必要的信息。
2. 对于重要工序或关键产品应当加强监管和审核,并增加相应的检验项目和标准。
3. 工序检验记录表应当妥善保管,并定期进行归档和备份。
同时要保证机密性和安全性。
六、结语工序检验记录表是制造企业在生产过程中必不可少的质量管理工具,通过规范化的操作和记录,可以提高产品质量和生产效率。
生产过程检验记录表 (试行版)
滨州中顺内燃机配件有限公司 Binzhou China internal combustion engine fittings Co.,Ltd
生产过程检验记录表
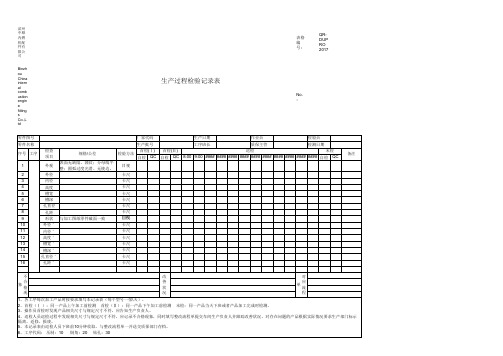
厂家代码 生产批号 生产日期 工序班长 首检(Ⅱ) 自检 QC号 工序 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 检查 项目 外观 外径 内径 高度 槽宽 槽深 孔直径 孔距 形状 外径^ 内径^ 高度^ 槽宽^ 槽深^ 孔直径^ 孔距^ 与加工图纸零件截面一致 规格/公差 表面无缺陷、裂纹;分母线平 整;圆弧过度光滑、无棱边。 检验方法 目视 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 目视 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺
表格编号: QR- DUPRO 2017 No.: 检验员 检测日期 末检 QC 备注
8:00 9:00 #### #### #### #### #### #### #### #### #### #### 自检
不 对 改 合 应 善 格 流 状 现 程 况 象 单 1、各工序每次加工产品时按要求填写本记录表(每个型号一张\天)。 2、首检(Ⅰ ):同一产品上午加工前检测 首检(Ⅱ):同一产品下午加工前检测 末检:同一产品当天下班或者产品加工完成时检测。 3、操作员首检时发现产品相关尺寸与规定尺寸不符,应告知生产负责人。 4、巡检人员巡检过程中发现相关尺寸与规定尺寸不符,应记录不合格现象,同时填写整改流程单提交车间生产负责人并跟踪改善状况。对存在问题的产品根据实际情况要求生产部门标示隔 离、返修、报废。 5、本记录表由巡检人员下班前10分钟收取,与整改流程单一并送交质保部门存档。 6、工序代码: 压制:10 倒角:20 钻孔:30
机加工制程检验记录表
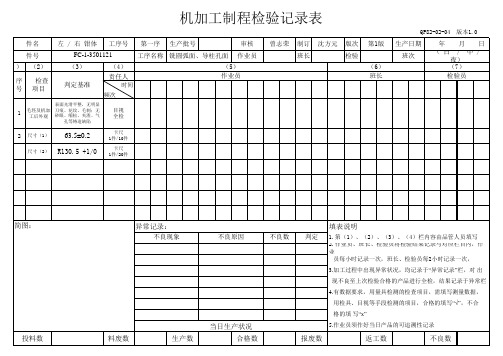
件名
左 / 右 钳体 工序号 第一序 生产批号
审核
(1 件号 ) (2)
序 检查 号 项目
FC-1-3501121
工序名称 铣圆弧面、导柱孔面 作业员
(3) 判定基准
(4) 责任人
时间
(5) 作业员
频次
表面光滑平整,无明显
1
毛坯及机加 刀痕、花纹、毛刺;无 工后外观 砂眼、缩松、夹渣、气
生产数
不良原因
当日生产状况 合格数
不良数
判定
填表说明
1.第(1)、(2)、(3)、(4)栏内容由品管人员填写 2.作业员、班长、检验员将检验结果记录与对应栏目内,作 业
员每小时记录一次,班长、检验员每2小时记录一次,
3.加工过程中出现异常状况,均记录于“异常记录”栏,对 出
现不良至上次检验合格的产品进行全检,结果记录于异常栏
孔等铸造缺陷
目视 全检
2 尺寸(1) 63.5±0.2 尺寸(2) R130.5 +1/0
卡尺 1件/10件
卡尺 1件/20件
曾志荣 制长
QP82-02-04 版本1.0
生产日期 班次
年月日 (白 / 中/
夜) (7)
检验员
简图: 投料数
异常记录: 不良现象
料废数
4.有数据要求,用量具检测的检查项目,需填写测量数据, 用检具、目视等手段检测的项目,合格的填写“√”,不合 格的填 写“х”
5.作业员须作好当日产品的可追溯性记录
报废数
返工数
不良数
制程检验程序(含表格)
制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。
加工工序过程审核检查表

2分 作业指导书
查有温度记录
2
2 生产/仓库环境是否能满足需要
2分 温湿度,接地防护等
满足
2
环 3 达不到环境要求时是如何应对
2分 作业指导书
产线知会工艺工程师 2
4 人员是否了解环境对生产的影响
2分 询问
了解
2
5 是否有应急计划
2分 应急管理计划
是
2
1 是否配备了足够的测量仪器
2分 测量仪器清单\作业指导书
加工工序过程审核检查表ຫໍສະໝຸດ 检查项目序号 审核内容
生产阶段 作业工序
玻壳/绕丝/定型/套钼套
需提供资料
审核结果
得分
1 是否有明确岗位设置
2分 人员登记矩阵图表
岗位明确,有上岗证 2
2 是否清楚岗位职责 人 3 是否经过培训具备能力
4 是否有激励机制
2分 岗位说明书
有岗位说明书
2
2分
查培训要求、增训实施、培训记 录
2分 不合格品控制程序 70分
实际得分:95.71
纠正措施有记录 合计
评价结论
2 67
符合
审核员:
陪同人员:
受审部门确认:
备注:1、有文件,文件与操作一致,得2分 2、有文件,文件不符合操作,得1分 3、无文件,无操作指引,得0分
是否符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合
需提供资料
审核结果
得分
1 是否对过程进行监控
2 是否恰当使用统计过程
改 进
3 过程能力是否足够
关键过程质量检验记录
2
焊接质量
检查
1、漏焊、焊穿、虚焊、裂纹、夹渣等焊接缺陷不得多于3处。
2、测量转盘支架与吊耳接触处、各板簧支架与车架的焊角高度必须达到8mm。
3、贯穿横梁在贯穿处,其上下翼板与纵梁接触处不得施焊。
3
主要尺寸参数检查
1、车架长度12990±10
2、车架宽度2490±4
油漆表面不同颜色的油漆边界宽度不超过2毫米。
2
厚度
底漆层15~25微米
面漆层30~40微米
漆层总厚度45~60微米
结论:
作业负责人
质检员
检验日期
工序名称
行走机构安装
序号
检验内容
技术要求
检验结果
备注
1
外观检查
四轮胎牌号相同,花纹一致
左、右气室推杆自由行程差不大于2mm。
车轮转动灵活,无松旷,无擦碰,无异响。目测不得有明显的偏摆现象。
关键过程质量检验记录
车辆制造有限公司
质检部
关键过程质量检验记录
编号:TD/JL03-8.1-03 序号:01
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
纵梁焊接
序号
检验内容
技术要求
检验结果
备注
1
外观检查
1、焊缝应平整均匀
2、焊渣清除干净,尖角及焊缝不平整处应打磨,遗漏处不得多于1处。
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
喷漆
序号
检验内容
技术要求
检验结果
下料工序检验记录表
检验员:日期:年月日
复检结论:
检验员:日期:年月日
首检记录表(下料)
编号:KN/SC-16-01指令单号:
产品名称
计划数量
生产时间
年 月 日
图号
生产数量
操作者Байду номын сангаас
序号
检验项目
检验结果
单项判定
1
合格不合格
2
合格不合格
3
合格不合格
4
合格不合格
5
合格不合格
6
合格不合格
7.
合格不合格
8.
合格不合格
9.
合格不合格
检验结论:
检验员:日期:年月日
不合格品处置:
检验员:日期:年月日
复检结论:
检验员:日期:年月日
过程检验记录表( 下料 )
编号:KN/SC-16-01指令单号:
产品名称
生产日期
年月日
生产数量
抽样量
图号
操作者
序号
检验项目
检验结果
合格否
1
合格不合格
2
合格不合格
3
合格不合格
4
合格不合格
5
合格不合格
6
合格不合格
7.
合格不合格
8.
合格不合格
9.
合格不合格
检验结论:
检验员:日期:年月日
首件检验记录表
判定
项目
检查 检验标准
指令
记录
标准件电流
首检数据
问题
□虚焊 □空焊 □少锡 □多锡 偏移 □短路 □破损 □缺件 □拉尖 □起翘 □错件 □污染 □外斜 □无程序 □烧写 失败 □测试无数据
备注
总结
最终判定结果 □合格 □不合格 是否同意量产: □是 □否
检验员签名:
注意 1、所有项目均需连续检查最少5件。 事项 2、根据质量统计的不良项目进行持续跟进。
1、该工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:生产过程所有工艺进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
首件检验记录表
版本:A/0
名称 首件
批次
数量
生产 日期
检验时间
首检板号
信息 □直插件首检 □打磨首检 检 □掰板首检 □烧写程序首检
□打标首 □测试
检验依 据
□工程图纸
□标准样件
□制程检验标准
□产品标准
□其它
检验标准
首件检验记录表
版本:A/0
名称 首件
批次
数量
生产 日期
检验时间
首检板号
信息 □直插件首检 □打磨首检 检 □掰板首检 □烧写程序首检
□打标首 □测试
检验依 据
□工程图纸
□标准样件
□制程检验标准
生产工序记录表
签字
签字
时间
1
2
3
4
5
6
7
8
9
10
11
12
13
14
注:请各工序如实填写本记录表,如有疑问可记录于备注栏中。
备注Biblioteka 生产工序记录表工序检验记录表工序验收记录表安全生产检查记录表生产过程检验记录表生产记录表车间生产记录表生产巡检记录表生产过程记录表生产交接班记录表
上海长江斯迈普电梯有限公司-生产工序记录表
班组:
工序名称:
编号:
序 工作令/ 号 批号
原材料名称
规格
数量
成品名称
制作开始 制作结束 时间 时间
检验
本道工序 下道工序 下工序领用