板式家具工序质量规范标准及其检验规范标准
板式家具工序质量规范标准及其检验规范标准
编制/日期:丁宝江/2012-2-10审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:页数:共 1 页第 1 页编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:页数:共 1 页第 1 页编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:。
板式家具工序质量标准及检验规范word精品文档17页
3)蜂窝纸粘压须层层隔离,保证板件平整。
5)要求表面层的用板整块无接口、接合面(端头)双面涂胶,并对接合口用U型钉进行固定,骨料层与层接口必须错开。
6)要求压面平展,接口密缝,无分层,表面纸无划(刮)伤、崩裂、压破、凹凸现象,双面板表面不可有钉孔。
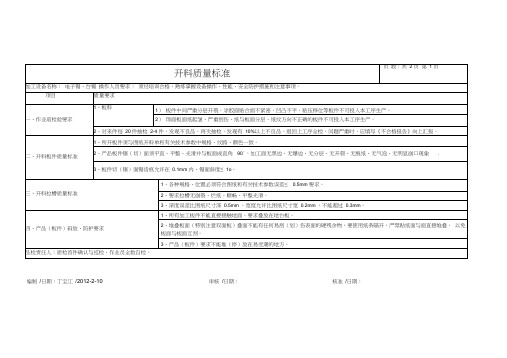
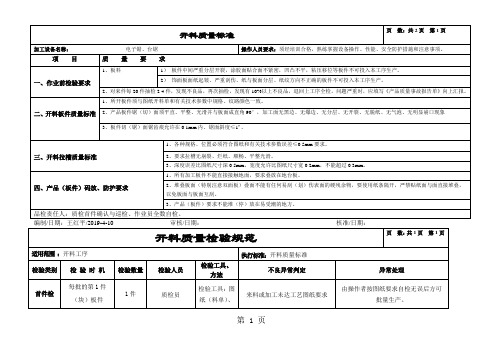
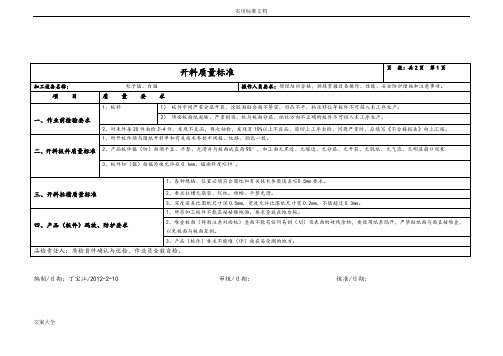
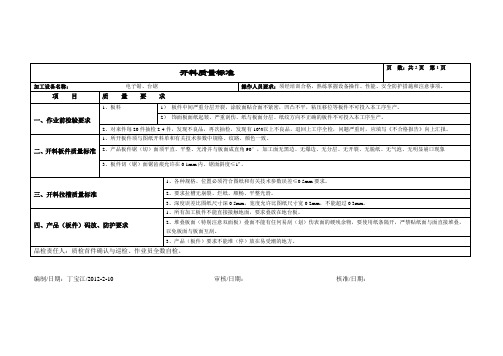
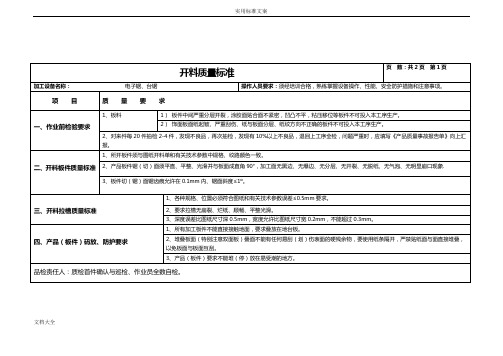
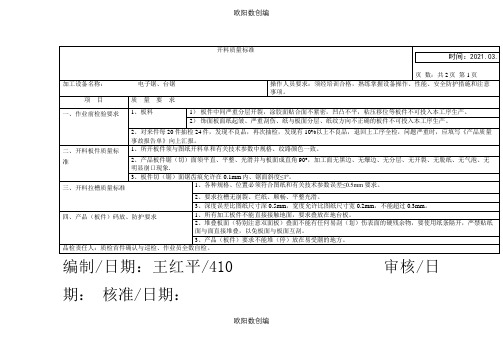
开料质量标准
宋以后,京师所设小学馆和武学堂中的教师称谓皆称之为“教谕”。至元明清之县学一律循之不变。明朝入选翰林院的进士之师称“教习”。到清末,学堂兴起,各科教师仍沿用“教习”一称。其实“教谕”在明清时还有学官一意,即主管县一级的教育生员。而相应府和州掌管教育生员者则谓“教授”和“学正”。“教授”“学正”和“教谕”的副手一律称“训导”。于民间,特别是汉代以后,对于在“校”或“学”中传授经学者也称为“经师”。在一些特定的讲学场合,比如书院、皇室,也称教师为“院长、西席、讲席”等。页数:共2页第1页
二、开料板件质量标准
1、所开板件须与图纸开料单和有关技术参数中规格、纹路颜色一致。
2、产品板件锯(切)面须平直、平整、光滑并与板面成直角90°,加工面无黑边、无爆边、无分层、无开裂、无脱纸、无气泡、无明显崩口现象.
3、板件切(锯)面锯齿痕允许在0.1mm内、锯面斜度≤1º。
三、开料拉槽质量标准
1、各种规格、位置必须符合图纸和有关技术参数误差≤0.5mm要求。
操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。
项目
质量要求
一、作业前检验要求
1、骨心料厚度公差在±0.2mm内且在同一水平面、同个工件,长宽度±0.5mm内,胶的粘度在15±3mpas以内。
2、所有底面板无刮(划)伤现象。
板式家具工序高质量实用标准及检验要求规范..
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江 /2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全文案大全编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:文案大全。
板式家具工序质量标准及检验规范汇总
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:。
板式家具工序质量标准与检验规范10

质 量 要 求
项 目
1、板材含水率要求在8-12%,骨心料厚度公恙在土0・2mm且在同一水平面、同个工件(问时取土值),长宽度±0・5顾・胶的粘度在15±3mpas以。
1)板材规格、面底板的木塚方向饮种必须?1合图纸和有关数据要求。
4、孔深度要求误釜国+O・5fflm.孔径允许±0・1mm,孔轴距允许1000mm以误雄允许土0. 2mm;大于1000mm小于ISOOmm B+,误差允许±0・3mm:大于1500nm时, 误差允许±0・Smou
5、帕工须注意防护板件不可羟伤封边.划伤板*。
三、细节质量(碰伤〉 标准
1、A级面不允许碰伤。
2)允许有直径2rm以深度不燧过(X5mm的窝点3个,1・亦高不趨过0・5mm凸点3个,允许宽度0・5血•渾痕不穿底,长度不 趨过60mm.划痕2个・不能集中并分散。
4,D级要求
1)裹面屋本平签.允许有色屋和分歆的鼓泡。
2)表面允许有直径在3mm以深度不趨过O.Snm窝点,允许有直径在3顾 以,高度不趨过0. 5mm凸点,允许不划破底的划痕, 不可集中须分散。
6—8件
质检员
完工检
毎20件中间
2—4件
操作者
检验中发现有一个或一个以上的
不良品时
停送下工序,由操作者自行全检,不良 品立即进行处埋,完全合格后方可送下
—工序。
毎50件之间
3—5件
车间管理人员
毎50件之间
6—8件
质检员
拼压质量标准
天件編号:
版本号:
頁ft: *2頁第1兀
編休
审核:
批准:
板式家具工序高质量实用标准及检验要求规范
文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全编制/日期:王红平/2013-4-10 审核/日期:核准/日期:文档大全文档大全。
板式家具工序规范标准及其要求
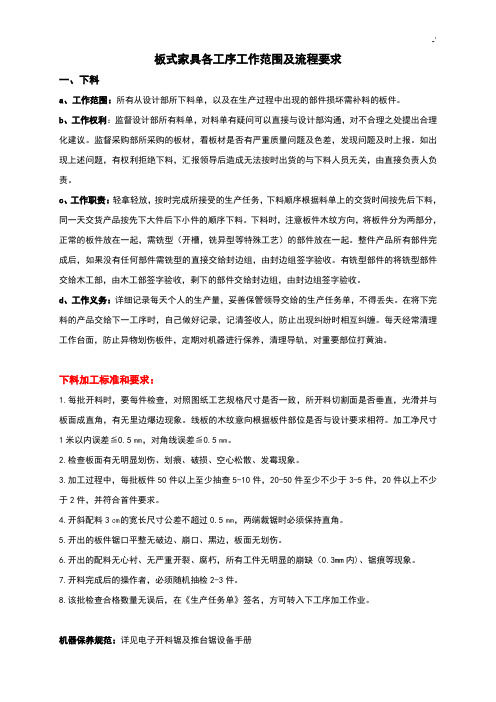
板式家具各工序工作范围及流程要求一、下料a、工作范围:所有从设计部所下料单,以及在生产过程中出现的部件损坏需补料的板件。
b、工作权利:监督设计部所有料单,对料单有疑问可以直接与设计部沟通,对不合理之处提出合理化建议。
监督采购部所采购的板材,看板材是否有严重质量问题及色差,发现问题及时上报。
如出现上述问题,有权利拒绝下料,汇报领导后造成无法按时出货的与下料人员无关,由直接负责人负责。
c、工作职责:轻拿轻放,按时完成所接受的生产任务,下料顺序根据料单上的交货时间按先后下料,同一天交货产品按先下大件后下小件的顺序下料。
下料时,注意板件木纹方向,将板件分为两部分,正常的板件放在一起,需铣型(开槽,铣异型等特殊工艺)的部件放在一起。
整件产品所有部件完成后,如果没有任何部件需铣型的直接交给封边组,由封边组签字验收。
有铣型部件的将铣型部件交给木工部,由木工部签字验收,剩下的部件交给封边组,由封边组签字验收。
d、工作义务:详细记录每天个人的生产量,妥善保管领导交给的生产任务单,不得丢失。
在将下完料的产品交给下一工序时,自己做好记录,记清签收人,防止出现纠纷时相互纠缠。
每天经常清理工作台面,防止异物划伤板件,定期对机器进行保养,清理导轨,对重要部位打黄油。
下料加工标准和要求:1.每批开料时,要每件检查,对照图纸工艺规格尺寸是否一致,所开料切割面是否垂直,光滑并与板面成直角,有无里边爆边现象。
线板的木纹意向根据板件部位是否与设计要求相符。
加工净尺寸1米以内误差≦0.5㎜,对角线误差≦0.5㎜。
2.检查板面有无明显划伤、划痕、破损、空心松散、发霉现象。
3.加工过程中,每批板件50件以上至少抽查5-10件,20-50件至少不少于3-5件,20件以上不少于2件,并符合首件要求。
4.开斜配料3㎝的宽长尺寸公差不超过0.5㎜,两端裁锯时必须保持直角。
5.开出的板件锯口平整无破边、崩口、黑边,板面无划伤。
6.开出的配料无心衬、无严重开裂、腐朽,所有工件无明显的崩缺(0.3mm内)、锯痕等现象。
板式家具工序质量标准及检验规范之欧阳数创编
编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制/日期:丁宝江/2012-2-10审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
页数:共 1 页第 1 页
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
页数:共 1 页第 1 页
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:。