工艺更改通知单
设计更改通知、断点通知全套表格
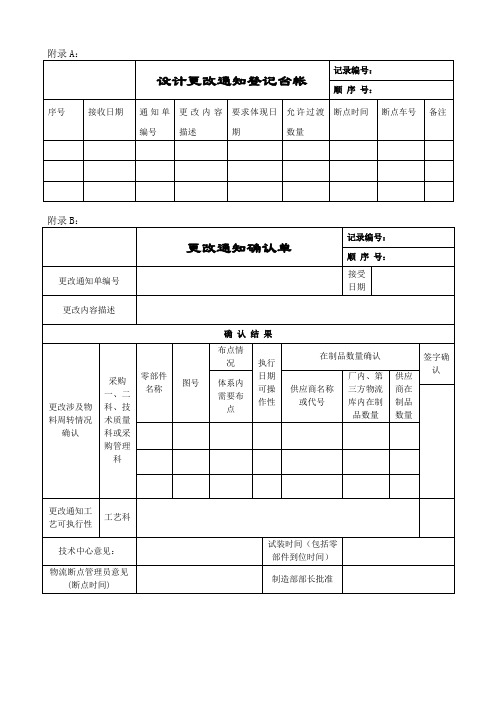
设计更改通知登记台帐
记录编号:
顺 序 号:
序号
接收日期
通知单编号
更改内容描述
要求体现日期
允许过渡数量
断点时间
断点车号
备注
附录B:
更改通知确认单
记录编号:
顺 序 号:
更改通知单编号
接受日期
更改内容描述
确 认 结 果
更改涉及物料周转情况确认
采购一、二科、技术质量科或采购管理科
零部件
名称
图号
布点情况
要求体现日期
更改单简述
更改单编号
零部件图号
供应商名称
在制品数量
采购一、二科意见
物流管理科意见
技术中心意见
工艺科意见
备注
物流断点管理员意见(断点时间)
试装时间(包括零部件到位时间)
制造部部长批准:
附录D:
物流断点通知单
记录编号:
顺 序 号:
□强制断点 □非强制断点
更改单号
零件名称
零件代号
更改要求实施日期
物料断点实施日期
供应商名称
供应商代码
试装日期
保管员签字
物流断点起始车身、车架号或货箱编号
填报人
物流断点整车起始VIN号
填报人
物流断点管理员签字
附录E:
工艺更改断点通知单
记录编号:
顺 序 号:
□强制断点 □非强制断点
工艺更改单号
工艺更改的主要内容
断点时间
断点体现车号或日期
附录F:
工艺更改通知登记台帐
记录编号:
ቤተ መጻሕፍቲ ባይዱ执行日期
可操作性
在制品数量确认
签字确认
技术更改通知单
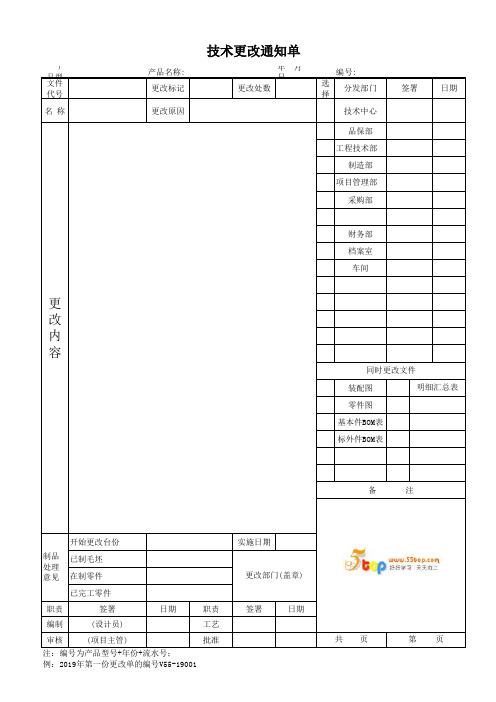
产品型号:
产品名称:年 月 日
编号:文件代号更改标记更改处数
选择
分发部门日期
名 称
更改原因
技术中心品保部工程技术部制造部项目管理部采购部
财务部档案室车间
装配图零件图基本件BOM表标外件BOM表
开始更改台份
实施日期
已制毛坯在制零件已完工零件职责签署日期
职责签署日期
编制(设计员)工艺审核
(项目主管)
批准
第 页
明细汇总表
技术更改通知单
例:2019年第一份更改单的编号V55-19001
共 页同时更改文件签署
制品处理意见
更改部门(盖章)
备 注
更改内容。
技术更改通知单
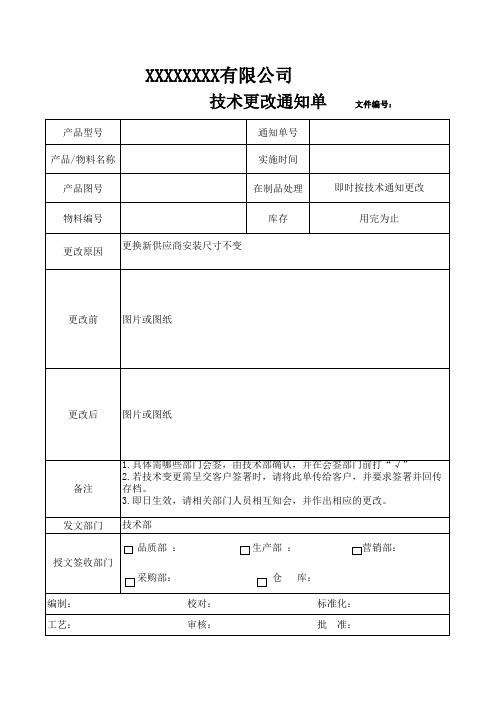
发文部门 技术部
授文签收部门
品质部 : 采购部:
生产部 : 仓 库:
营销部:
编制: 工艺:
校对: 审核:
标准化: 批 准:
XXXXXXXX有限公司
技术更改通知单
文件编号:
产品型号 产品/物料名称
通知单号 实施时间
产品图号
在制品处理
即时按技术通知更改
物料编号 更改原因 更换新供应商安装尺寸不变
库存
用完为止
ቤተ መጻሕፍቲ ባይዱ
更改前 图片或图纸
更改后 图片或图纸
备注
1.具体需哪些部门会签,由技术部确认,并在会签部门前打“√” 2.若技术变更需呈交客户签署时,请将此单传给客户,并要求签署并回传 存档。 3.即日生效,请相关部门人员相互知会,并作出相应的更改。
工艺文件更改办法

Q/SY 三一重工股份有限公司企业标准Q/SY1014-2003工艺文件更改办法(试行)2003-04-15发布 2003-04-30实施三一重工股份有限公司发布前言本标准是结合三一重工股份有限公司产品工艺更改的实际情况、考虑到公司发展要求制定。
本标准编制参照了JB/T 9169.3—1998《工艺管理导则产品结构工艺性审查》标准的要求及研究院技术中心文件Q/SY1002-2002 《技术文件更改规定与程序》,《进入ERP系统设计、工艺相关数据更改规定》,结合公司实际情况制定。
本标准由三一重工股份有限公司研究院工艺研究所提出并归口。
本标准由三一重工股份有限公司研究院工艺研究所负责起草。
本标准由三一重工股份有限公司研究院工艺研究所负责解释。
本标准于2003年4月15日修订发布,自2003年4月30日起实施,自实施之日起代替Q/SY1014-2002 《工艺文件更改办法》。
本标准主要起草人:李建辉工艺文件更改办法1范围本标准规定了工艺更改的职责、内容和要求。
本标准适应于产品、工装工艺文件的更改。
2 定义2.1工艺更改:由于设计更改或工艺完善引起工艺的相关参数的调整,以及由于物料作废或物料取消引起的工艺作废或工艺取消。
2.2 改进性更改:由于生产条件的变更、产品图纸改动及新工艺、新技术的采用所进行的工艺更改属于改进性更改。
2.3 缺陷性更改:对产品经试制、试验、试用后成批生产中发现的工艺设计差错、不完善所进行的更改属于缺陷性更改。
2.4工艺作废:是指设计更改中指明物料图纸作废时,工艺更改时也应注明工艺作废,此工艺将永远不会再用,工艺人员应将工艺文件删除,而且应在ERP系统中将作废的工艺删除。
2.5工艺取消:是指设计更改指明物料取消,工艺更改时则应注明工艺取消,表明此物料暂时不用或者在某一产品上不用的状态。
3 职责3.1机加工艺工程师负责产品机加工艺的更改、工艺更改后执行情况检查。
3.2焊接工艺工程师负责产品焊接工艺的更改、工艺更改后执行情况检查。
技术更改通知单-模板
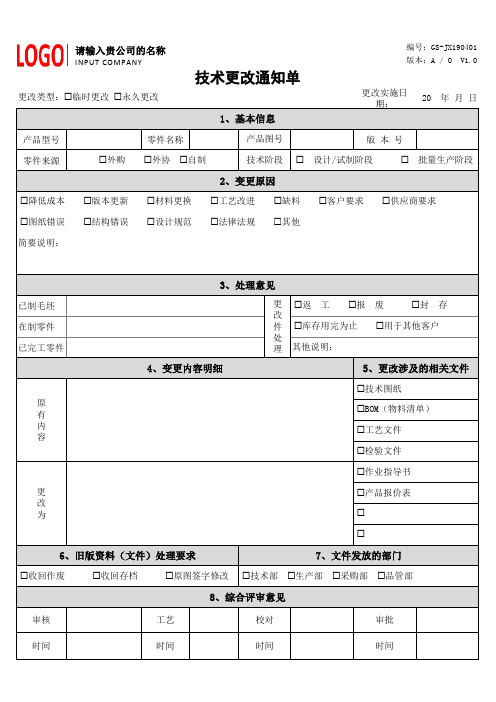
更改实施日
期:
20 年 月 日
产品型号零件名称
版 本 号
零件来源
已制毛坯在制零件已完工零件
审核工艺审批时间
时间
时间
8、综合评审意见
校对时间
☐☐
6、旧版资料(文件)处理要求
7、文件发放的部门
☐收回作废 ☐收回存档 ☐原图签字修改
☐技术部 ☐生产部 ☐采购部 ☐品管部
更改为
☐BOM(物料清单)☐工艺文件☐检验文件☐作业指导书
☐产品报价表其他说明:
4、变更内容明细
5、更改涉及的相关文件
☐技术图纸
原有内容
更改件处理
3、处理意见
☐返 工 ☐报 废 ☐封 存☐库存用完为止 ☐用于其他客户2、变更原因
☐降低成本 ☐版本更新 ☐材料更换 ☐工艺改进 ☐缺料 ☐客户要求 ☐供应商要求☐图纸错误 ☐结构错误 ☐设计规范 ☐法律法规 其他简要说明:
产品图号☐外购 ☐外协 ☐自制
技术阶段
☐ 设计/试制阶段 ☐ 批量生产阶段
编号:GS-JX190401版本:A / O V1.0
技术更改通知单
更改类型:☐临时更改 ☐永久更改
1、基本信息
请输入贵公司的名称
INPUT COMPANY。
工艺规程更改管理制度
工艺规程更改管理制度本制度适用于产品设计更改,技术标准的更改以及为采用先进工艺,增减工艺装备和消除文件本身错误等原因,需更改的工艺文件。
第一条更改工艺规程的要求(一)工艺规程的更改必须持慎重态度,以确保产品质量为宗旨,重要的更改需经认真的试验,得出确切的结论,报相关领导及总工审批方可下达。
(二)工艺规程的更改必须填写“更改通知单”并经技术部领导批准后,按“通知单”格式填写更改有关工艺规程。
“更改通知单”的格式应符合Q/JYDZ68-2002“产品图样及设计文件编号原则”。
(三)“更改通知单”中绘制的图形应符合制图标准,字迹清晰,不允许用铅笔填写。
第二条“更改通知单”的填写:(一)更改通知单一式填写的份数,应根据更改的内容所关联的单位情况由工艺修改人员决定,并应填写在更改通知单的分发单位栏内。
如需更改底图时,“通知单”应抄送底图档案室一份。
(二)更改原因必须准确、简明、不应写“完善工艺规程”或“改进”等含糊词句。
(三)在更改通知单的“原为”栏内写明被改处在更改前的情况。
“应改为”栏内写明更改后工作情况,要清晰明确。
(四)“更改通知单”必须写明生效日期(即更改实施日期)如“立即”字样。
(五)经批准后发出新的工艺图样、表格、或工艺规程、代替旧的工艺图样,表格或工艺规程时,不写“更改通知单”,而应在新发出的文件上注明“代替号”或文字说明:将“年月日”编制的图样表格或工艺规程作废,由本文件代替。
(六)新产品试制后根据修改后的产品图纸。
试制后应该对工艺规程进行修改,批准后为正式工艺文件。
第三条工艺规程的更改与管理:(一)有关蓝图资料及档案底图(工艺规程、工装图样、工艺技术文件)由填写更改通知单的工艺人员或工装设计人员,用钢笔或碳素笔负责更改。
需对更改质量负责并签章。
(二)有关部门使用的本图(工艺规程、工装图样、工艺技术文件)及加工用图,由本部门产品主管工艺员按审批后的“通知单”的内容用钢笔或碳素笔负责更改,要对更改质量负责并签章。
工程变更通知单(ECN)

QR-QP-051-02A ECN编号 对应ECR编号 变更主题 发生阶段 整车阶段: □S0阶段 零部件阶段:□E0阶段 产品名称 产品编号 变更类型 □ 一般变更 □ 重大变更;□ 产品变更 □ S3阶段 □ E3阶段 □ 工艺变更
□பைடு நூலகம்S1阶段 □ E1阶段
□ S2阶段 □ E2阶段
分发单位 (需要时, □设计开发 □生产部门 □品质部门 □采购部门 □计划部门 □销售/财务部门 含供应商) 变更是否获得顾客批准 □是 □否 □产品变更 批准 设计开发部门主管 日期
□其他
□工艺变更
工艺部门主管
日期
ECN编号的编码参考原则:事业部代码-项目编号-零件编号-6位年月代号-四位流水码,事业部也可自行定义编码原则。
□ SOP阶段 □ E4阶段
变更原因
更改前说明(可以图示说明): (栏位不够时,请以空白纸张或附件描述)
更改后说明及影响处理(可以图示说明): (栏位不够时,请以空白纸张或附件描述)
发起单位 是否重新PPAP □ 需要
发起人 □ 不需要
主管审核 顾客品质部门确认:
切换方式
□仅图面和/或工程技术文件的更改 □自然切换,旧物料继续使用,用完后必须更换新物料 □立即切换,仅允许使用新物料,旧物料立即报废 预计切换时间/批次: □立即切换,但不影响使用功能的已制成产品允许出厂并继续使用 预计切换时间/批次: □立即切换,不影响使用功能的已制成产品也不允许出厂,但已发产品允许使用 预计切换时间/批次: □立即切换,已制成产品不允许出厂,已发出产品须全部召回 预计切换时间/批次:
工艺通知单

料
规格
配
比
20 25 5 30 20
适合砖型:R型,七孔格子砖
备 注
粒度mm(目) 加入比例%
严格加料顺序:颗粒——水(添加剂)——结合剂,细粉 混 炼 要 求 湿碾时间净匀:10分钟,保证湿碾时间。 严格混料质量:泥料均化好,无白料,水分均匀适当。 工 艺 制 定: 谷志远 工 艺 审 核: 批准:
工艺通知单生产通知单工艺通知单范文生产工艺通知单技术部工艺通知单工艺更改通知单工艺变更通知单工艺管理系统死亡通知单txt下载死亡通知单
工 艺 配 比 通 知 单
河南中州耐火材料有限公司技质部
材
质Байду номын сангаас
RN-42
使用单位
马钢
合 同 号
工艺编号
原
原料名称 粘土废砖颗粒 生铝矾土颗粒 浇注料颗粒 本地三级细粉 粘土细粉