螺旋焊管执行标准性能指标一览表
螺旋焊管部标执行标准

螺旋焊管部标执行标准螺旋焊管是一种重要的钢管产品,广泛应用于石油、天然气、化工、电力、航空和航天等领域。
为了确保螺旋焊管的质量和安全性,制定一个详尽的执行标准是必要的。
本文将介绍螺旋焊管部标的执行标准,包括其制定目的、适用范围、要求等方面的内容。
一、制定目的螺旋焊管部标的制定目的是为了规范螺旋焊管的生产和使用,确保其质量满足业务需求,同时提供统一的标准,方便生产和检验过程中的操作和管理。
二、适用范围本执行标准适用于生产和使用各种规格和尺寸的螺旋焊管。
螺旋焊管的材质可以是低碳钢、合金钢、不锈钢等。
三、标准要求1. 螺旋焊管的生产工艺和设备应符合相关的国家标准和技术规范,确保管材的加工精度和表面质量。
2. 管材的化学成分应符合相关的国家标准,以保证其机械性能和耐蚀性能。
3. 焊接工艺应严格控制,焊缝应符合相关的国家标准,确保焊缝的强度和密封性。
4. 壁厚测量要求:测量点按照国家标准的规定进行布置,保证测量结果的准确性。
5. 螺旋焊管的微观组织应满足相关的国家标准要求,以保证其力学性能和耐蚀性能。
6. 螺旋焊管的外观检验应符合相关的国家标准,确保管材的外观质量符合规定,无裂纹、疤痕等缺陷。
7. 管材的非破坏性检测应按照相关的国家标准进行,包括超声波检测、磁粉检测等方法。
8. 螺旋焊管的力学性能和物理性能应满足相关的国家标准,包括拉伸强度、屈服强度、伸长率等指标。
9. 螺旋焊管的耐腐蚀性能应符合相关的国家标准,包括耐盐雾腐蚀性能、硫化氢腐蚀性能等指标。
10. 对于特殊要求的螺旋焊管,应按照特定的技术要求进行检验和评定。
这些特殊要求可能包括高温性能、低温性能、防火性能等。
四、检验方法螺旋焊管的检验方法应符合相关的国家标准和技术规范。
常见的检验方法包括化学成分分析、金相显微分析、力学性能测试、耐蚀性能测试等。
五、质量控制螺旋焊管的生产和质量控制应按照相关的国家标准和技术规范进行。
质量控制的关键环节包括原材料的采购、生产工艺的控制、产品的检验和监测等。
螺旋管执行标准表螺旋管执行标准表

High-FrequencyLongitudindal-seam Steel Pipes
Liquid Transportation Pipeline s Use
直缝高频焊管
High-FrequencyLongitudindal-seam Steel Pipes
GB/T 13793-92
普通流体输送管道用直缝电阻焊钢管
Longitudinal-seam Electric Welding Steel
for Low-pressure Liquid Transportation
Pipeline s Use
直缝高频焊管
High-FrequencyLongitudindal-seam Steel Pipes
GB/T 3092-93
低压流体输送用焊接钢管
EletricWelded Steel Pipes for Low-pressure
Pipes
直缝高频焊管
High-FrequencyLongitudindal-seam Steel Pipes
GB/T 5384-91
普通流体输送管道用直缝电阻焊钢管
Longitudinal-seam ResistanceWelding Steel
Pipes for Common Liquid Transportation Pipelines
GB/T 9711.1-1997
石油天然气工业输送钢管交货技术条件
第1部分 A级钢管
The first Part of Oil-Gas industrial
TransportatioSteel Pipesonsignment
Technical Qualification Level A Steel Pipes
螺旋钢管技术要求
螺旋焊接钢管技术要求
一、外观质量
1、表面不应有裂缝、结疤、折叠,以及其他深度超过公称壁厚下偏差的缺陷。
2、管壁不应有深度超过6.4mm的摔坑。
摔坑长度不应超过0.5D。
3、钢管焊缝余高应小于等于3.5mm。
二、外径和壁厚要求
1、管道公称外径和公称壁厚标准数值应符合SY/T6475的相关要求。
2、管道外径偏差应符合SY/T5037-2012第2页表1的要求。
3、管道壁厚偏差应符合SY/T5037-2012第2页表2的要求.
4、钢管定尺长度为6000mm和12000mm两种,钢管的长度不允许负偏差。
5、管道椭圆度要求:在管端100mm长度范围内,最大外径不应比公称外径大1%,最小外径不应比公称外径小1%。
6、管端为平端钢管,D<813mm钢管切斜极限偏差1.5mm;D≥813mm钢管切斜极限偏差2.5mm。
三、钢管钢级要求
1、钢管采用GB/T700中Q235B级钢材焊制。
四、质量证明文件
出厂钢管应提供整套完整的质量证明文件,质量证明文件内容除符合国家规范要求的,应还满足四川天明电厂总承包单位的其他质量要求。
五、其他未说明事项遵照SY/T5037-2012标准执行。
螺旋焊管主要质量指标对照表

螺旋焊管主要质量指标对照表
精选word范本!
精选word范本!
钢管规格重量钢管静水压值钢管性能成份
螺旋钢管规格钢管尺寸钢管型号
钢管的规格一般以钢管的外径 D 、内径和壁厚 S 的毫米( mm )数标定。
钢管尺寸分不定尺和定尺:不定尺(通常长度)凡产品尺寸(长度或宽度),在标准规定范围内,而又不要求固定尺寸的叫不定尺。
定尺按订货要求切成固定尺寸的称为定尺。
按定尺长度交货时,所交金属材料必须具有需方在订货合同中指定的长度。
因此规定了允许有偏差。
钢管理论重量
精选word范本!
精选word范本!
注:绿色部分是钢管的生产范围
5-18mm是钢管壁厚,219-2020mm是钢管外径
数值是钢管理论重量
螺旋钢管静水压试验压力
沧州市鑫宜达钢管有限公司,以优质的原材料,严格的工艺流程,完善的检测设备,生产水电站用压力钢管,小水电用螺旋钢管,为您的工程提供可靠的保证。
公式:2ST÷D
精选word范本!
钢管规格重量钢管标准对比钢管性能成份
Q235B 16MN钢管 L245 L290 Q345钢管的力学性能和化学成份
精选word范本!
精选word范本!。
螺旋焊管执行标准

螺旋焊管执行标准螺旋焊管是指采用螺旋成型技术制成的焊管,其执行标准在不同国家和地区有所不同。
下面介绍几个常见的螺旋焊管执行标准:1.中国国家标准GB/T 9711-2017中国国家标准GB/T 9711-2017是针对石油天然气工业用焊接钢管的标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN25~DN400,壁厚范围为2.5~25毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.美国石油学会标准API 5L美国石油学会标准API 5L是针对石油天然气输送用钢管的标准,其中包括了螺旋焊管的相关规定。
API 5L标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN20~DN400,壁厚范围为2.5~37毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.欧洲标准EN 10216-2欧洲标准EN 10216-2是针对压力用途的钢管标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN25~DN400,壁厚范围为2.5~37毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.日本工业标准JIS G3456日本工业标准JIS G3456是针对高强度结构用碳素钢钢管的标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
螺旋焊管国标执行标准
螺旋焊管国标执行标准螺旋焊管是一种常用的钢管制品,广泛应用于石油、天然气、化工、电力、建筑等行业。
为了确保螺旋焊管的质量和安全性能,国际上制定了一系列的标准和规范,以规范螺旋焊管的生产、测试和使用。
本文将介绍螺旋焊管的国标执行标准。
一、基本规范螺旋焊管的国标执行标准主要有以下几个方面:1. 材料标准:国标要求螺旋焊管所采用的钢材必须符合相应的材料标准,如GB/T 700(一般结构用碳素结构钢)、GB/T 1591(低合金高强度结构钢)等。
2. 尺寸标准:螺旋焊管的外径、壁厚、长度等尺寸必须符合国标规定的公差范围和允许偏差。
3. 加工工艺标准:国标对螺旋焊管的生产加工工艺也有详细规定,如钢板剪切、卷制、焊接等过程要符合相应的标准,确保焊接质量和机械性能。
4. 表面处理标准:螺旋焊管的表面处理也是非常重要的环节,国标要求螺旋焊管在表面清洁度、防锈处理、油漆涂层等方面都要符合标准要求。
二、质量控制标准螺旋焊管的质量控制标准主要包括以下几个方面:1. 化学成分分析:国标规定了螺旋焊管钢材的化学成分要求,包括元素含量、杂质控制等。
生产厂家需要通过化学成分分析,确保焊管材料的质量符合标准要求。
2. 机械性能测试:螺旋焊管需要进行拉伸试验和冲击试验,以确定其抗拉强度、屈服强度、延伸率等机械性能是否满足国标要求。
3. 几何尺寸检测:螺旋焊管的外径、壁厚、长度等几何尺寸必须经过严格的检测,确保其尺寸公差和允许偏差在规定范围内。
4. 焊接质量检测:焊接是螺旋焊管生产中的关键工艺,国标对焊缝的外观质量、焊缝强度、焊缝金相组织等方面有详细规定,需要通过可视检查、无损检测等手段进行检验。
三、标准应用领域螺旋焊管的国标执行标准适用于以下几个领域:1. 石油、天然气行业:螺旋焊管被广泛用于输送石油和天然气,在这些领域,螺旋焊管必须符合国标标准,以确保管道的密封性和耐腐蚀性能。
2. 建筑领域:螺旋焊管在建筑结构中被广泛使用,如楼梯、扶手、桁架等,国标规定了焊管的力学性能、尺寸公差等要求,以确保建筑结构的安全性能。
螺旋焊管主要质量指标对照表
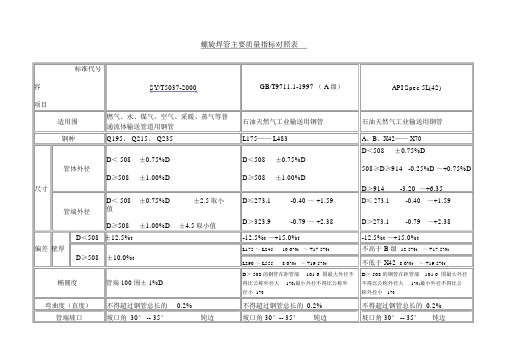
螺旋焊管主要质量指标对照表标准代号容SY/T5037-2000GB/T9711.1-1997 ( A 级)API Spec 5L(42)项目适用围燃气、水、煤气、空气、采暖、蒸气等普石油天然气工业输送用钢管石油天然气工业输送用钢管通流体输送管道用钢管钢种Q195、 Q215、 Q235L175—— L483A、B、X42—— X70D<508±0.75%DD< 508±0.75%D D<508±0.75%D508≥D≥914 -0.25%D ~+0.75%D 管体外径D≥508±1.00%D D≥508±1.00%DD>914-3.20 ~+6.35尺寸D< 508±0.75%D±2.5取小D≤273.1-0.40~ +1.59D≤ 273.1-0.40~+1.59管端外径值D≥508±1.00%D±4.5取小值D>323.9-0.79~ +2.38D>273.1-0.79~+2.38 D<508 ±12.5%t-12.5%t ~+15.0%t-12.5%t ~+15.0%t偏差壁厚±10.0%t L175 ~ L245-10.0%t~ +17.5%t不高于 B 级-12.5%t~ +17.5%tD≥508L290 ~ L555-8.0%t~ +19.5%t不低于 X42 -8.0%t~+19.5%tD> 508 的钢管在距管端101.6 围最大外径不D> 508 的钢管在距管端101.6 围最大外径椭圆度管端 100 围± 1%D得比公称外径大1%;最小外径不得比公称外不得比公称外径大1%;最小外径不得比公径小 1%称外径小1%弯曲度(直度)不得超过钢管总长的0.2%不得超过钢管总长的 0.2%不得超过钢管总长的 0.2%管端坡口坡口角 30° -- 35°钝边坡口角 30°-- 35°钝边坡口角 30° -- 35°钝边1.6 ±0.8 1.59 ±0.79 1.59 ±0.79D<813 ,≤1.6< 1.59<1.59切斜D≥813 , ≤3.0t ≤12.70.35t 且不得大于 3.0≤1.59≤1.59错边0.25t0.1251 与 3.18 的取最小值0.1251 与 3.18 的取最小值t >12.7t ≤13< 3.2t ≤12.7 < 3.18t ≤12.7 < 3.18焊缝余高t > 13<4.8t >12.7<4.76t >12.7<4.76化学分析每熔炼批取 1 个试样每熔炼批取 2 个试样每熔炼批取 2 个试样母材 : 每熔炼批取 1 个试样母材 : 每熔炼批取 1 个试样拉伸试样每检验批取一个焊接接头试样螺旋焊缝 : 每熔炼批取 1 个试样螺旋焊缝 : 每熔炼批取 1 个试样对头焊缝 : 不多于 50 根取一个试样对头焊缝 : 不多于 50 根取一个试样导向弯曲试验不做每检验批取一个正弯试样和一个反弯试样,每检验批取一个正弯试样和一个反弯试样,对头焊缝不多于50 根取一个正弯试样和一个对头焊缝不多于50 根取一个正弯试样和一反弯试样个反弯试样合同要求时, 夏比冲击每熔炼批取 3 个 ;合同要求时,夏比冲击每熔炼批取 3 个 ;断裂韧性试验不做D≥508 时 , 落锤冲击每熔炼批取 2个D≥508 时 , 落锤冲击每熔炼批取 2个补焊焊缝 , 对头焊缝 , 环向焊缝应进行X 射线或超声100X 检验或 100%超声波检测 , 加对头焊缝、无损检验100X 检验或 100%超声波检测 , 加对头焊缝、波检验 ; 螺旋焊缝抽查 20%的钢管 , 用于可燃气体输丁字焊缝和管端 203mm X射线检验送管的螺旋焊缝应 100%的检验丁字焊缝和管端 203mm X射线检验D:钢管公称外径 ,mm t: 钢管公称壁厚 ,mm[ σ] 静水压试验的试验应力 ,MPa;L: 单根钢管长度P: 静水压试验压力 ,Pa钢管规格重量钢管静水压值钢管性能成份螺旋钢管规格钢管尺寸钢管型号钢管的规格一般以钢管的外径 D 、径和壁厚 S 的毫米( mm )数标定。
q355b焊管执行标准

q355b焊管执行标准Q355B焊管是一种常用的钢质焊管,其执行标准是GB/T 3091-2015《焊接低碳钢管道用螺旋焊管》。
该标准涵盖了焊管的材料、化学成分、机械性能、尺寸和外观等方面的要求,为确保焊管的质量和安全性提供了重要的指导。
首先,Q355B焊管的材料为低碳钢,具有较高的弯曲强度和耐磨性,适用于各种工业和建筑领域的管道应用。
这种材料的选择符合了对焊管强度和耐用性的要求,可以满足不同工程项目的需要。
在化学成分方面,Q355B焊管要求硫含量不超过0.045%,磷含量不超过0.045%,碳含量在0.12%至0.20%之间,这些严格的要求保证了焊管的质量稳定性和安全性。
通过控制好焊管的化学成分,可以避免因材质不合格而导致的安全隐患。
机械性能是评价焊管质量的重要指标之一,Q355B焊管在拉伸强度、屈服强度和冲击功等方面都有着严格的要求。
这些机械性能的指标可以通过各种测试手段进行检测,确保焊管符合标准要求,具有良好的强度和耐久性。
尺寸是焊管质量的另一个重要方面,Q355B焊管的外径、壁厚和长度等尺寸都有着精确的要求。
焊管在生产和安装过程中,需要严格控制尺寸偏差,确保焊管的连接性和稳定性,以免影响管道系统的正常运行。
外观质量是焊管质量评价的一个重要方面,Q355B焊管要求外表面应平整、无划痕、皱折、气泡和夹渣等缺陷,焊缝应连续、无裂缝。
外观质量的检验可以直观地反映焊管的生产工艺和质量管理水平,保证焊管的美观性和功能性。
梳理一下本文的重点,我们可以发现,Q355B焊管执行标准GB/T 3091-2015《焊接低碳钢管道用螺旋焊管》为焊管生产和应用提供了重要的规范和指导。
遵循标准要求,可以保证焊管的材质稳定、质量可靠,满足各种工程项目的需要。
同时,标准的执行也可以促进焊管行业的健康发展,提高焊管在工程领域的应用水平,为社会经济发展做出贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
t>20㎜ 最大为2㎜
3.18㎜两者的最小值
t>12.5㎜ 错边不超过0.25t
t>13㎜不得超过0.25t
坡口角度
30º(+5º-0º)
30º(+5º-0º)
30º(+5º-0º)
30º(+5º-0º)
30º(+5º-0º)
45º(+5º-0º)
管端
钝边 切斜
1.6㎜ ± 0.8㎜ <1.6㎜
1.6㎜ ±0.8㎜ ≤3
M=0.02466(D-t)t
一根钢管螺旋长度计算:L(管长 /S)
每种钢级均由最大值要求
每熔炼批取2个试样
每熔炼批取2个试样
每熔炼批取1个试样
母 材:每熔炼批取1个试样 母 材:每熔炼批取1个试样 螺旋焊缝:每熔炼批取1个试 螺旋焊缝:每熔炼批取1个试 焊接接头试验应不多于80根 对头焊缝:低样于50个取1个试 样对头焊缝:低于50个取1个试 同规格钢管中取1个试样
±12.5 %t ±10.0 %t
219≤D≤610 ≤1.5%D;610<D 219≤D≤610 ≤1.5%D;610<D≤
≤1422 D/T≤75时≤1%D,D/T>75 1430 D/T≤75时≤1%D,D/T>75时
时 ≤1.5%D;D>1422协议
≤1.5%D;D>1430 协议
D>508㎜ ±1%D
钢管直度
焊缝高度
610<D≤1422±0.005D最大为±4
273.1<D≤508 ±0.0075D
D>1422 协议 t≤5 ±0.5
5< t<15 ±0.1t t≥15 ±1.5
D>508 ±0.01D或±10取较大者 ±10%t
610<D≤1430 ±0.005D最大±4 D>1430 协议
D≤457㎜ ±0.75%D >457㎜ ±1%D
所有钢级均有要求
/
/
D≥508㎜钢管,落锤冲击每
熔炼批取2个试样
t≤12.5㎜ ≤1.6㎜ t>12.5㎜ ≤0.125t
t≤10㎜ 最大1㎜ 10<t≤20㎜ 最大0.1t
t≤12.7㎜ 最大1.59㎜ t>12.7㎜ 最大0.125t或
t≤12.5㎜ 小于0.35t且 不得超过3.0㎜
t≤13㎜不得超过0.35t 且最大不得超过3.2㎜
t>25㎜ 最大为2.5㎜
GB/T9711.2-1999
GB/T9711.1-1997
SY/T5037-2000
SY/T5040-2000
4
1
2
D≤610 ±0.5或±0.005D 最 大为±1.6
D≤273.1㎜
-0.4 +1.59
610<D≤1430 ±1.6
D≥273.1≤508㎜ -0.79 +2.38
D<508㎜ ±0.75%D或± 2.5㎜
性 能
标 准
指
项
目
标
管径
管端 (管端101.6㎜范围内)
API 5L
D≤610 ±0.005D但最大为±1.6 610<D≤1422 ±1.6 D>1422 协议
D≤610 ±0.0075D最大±3.2
螺旋焊管执行标准性能指标一览表
GB/T3091-2008
D -0.8 +2.4 D≤273.1 ±0.01D
D D<508㎜ ±0.75%D D≥508㎜ ±1.0%D
t≤10 +1 -0.5 10<t<20 +0.1t -0.05t
t≥20 +2 -1
L175-245级-12.5%t+15%t L290-555级-12.5%t+15%t L175-245级-10.0%t+17.5%t L290-555级-8.0%t+19.5%t
D>508㎜ ±1%D
±1%D
不得超过钢管总长度的0.2%管端1m 内直度≤4㎜
不得超过钢管总长度的0.02%
t≤13㎜ ≤3.5㎜
t≤12.5㎜ ≤3.2㎜
不得超过钢管总长度的0.02%管端 1m内直度≤4㎜
不得超过钢管总长度的0.02%
t≤15㎜ ≤3㎜
t≤12.7㎜ ≤3.18㎜
不得超过钢管总长度的0.02% t≤12.5㎜ ≤3.2㎜
D≥508㎜ ±0.50%D或± 4.5㎜
D≤813㎜ ±0.5%D 最大 ±3.2㎜
D>813㎜ ±0.4%D最大± 4.0㎜
D>1430 协议
D≥508㎜ -0.79 +2.38 (取相应最小值)
D≤610 ±0.5或±0.0075D 最大为±3
管体
壁厚
D<508㎜ D≥508㎜
椭圆度(管端101.6㎜范围内)
1.6㎜ ± 0.8㎜
D≤220 ≤1㎜;D>220 ≤0.005D 最大为1.6
1.59㎜ ± 0.79㎜ <1.59㎜
1.6㎜ ± 0.8㎜ D<813㎜ 小于1.6㎜ D≥813㎜ 小于3.0㎜
1.6㎜±0.8㎜ <0.005D最大≤4㎜
理论米重量 一个螺距计数
符号说明
Wpe=0.02466(D-t)t
S=B/sinα 注: B=带钢宽度,a成 型角度
D 外 径;t Wpe 米 重 ; M
壁 厚; 米重
Wpe=0.02466(D-t)t
Wpe=0.02466(D-t)t 一个螺距螺旋线长度计数
M=0.0246615(D-t)t
ቤተ መጻሕፍቲ ባይዱ
M=0.0246615(D-t)t
L=πD中/sinα 注:D中=D外-1t ,t为板厚, a成型角度
t>13㎜内焊缝≤3.5外焊缝≤4.5
t>12.5㎜ ≤0.035t
10<t≤20㎜ ≤0.1t;t>20㎜ ≤2㎜
t>12.7㎜ ≤4.76㎜
t>12.5㎜ ≤4.8㎜
±1.0%D D≤813㎜ ±12.5%t D>813㎜ ±10.0%t
±1%D 不得超过钢管总长度的0.01%
/
错边
t≤15㎜ 最大1.5㎜ 15<t≤25㎜ 最大0.1t
样
样
每检验批取正、反弯各一个 每检验批取正、反弯各一个
试样,对头焊缝不多于50个 试样,对头焊缝不多于50个
/
取正、反弯各一个试样
取正、反弯各一个试样
每炉号钢卷取1个试样 母 材:每炉号取1个试样 焊接接头:每100根取1个试 样对头焊缝:低于50个取1个试 样
/
合同要求时,夏比冲击每熔
炼批取3个试样;