BS EN 1559-1铸造-交货技术条件
铸件质量检验标准

铸件质量检验标准一、目的:为了确保外协毛坯铸件、采购毛坯铸件、标准铸件、成品铸件质量符合工艺、技术要求,为了满足产品特性,结合相关文件特制定本标准。
二、适用范围:本标准适用于我公司产品外协、采购、生产、装配过程中,全部铸件质量检验标准。
三、检验标准:3.1 铸件结构要符合设计要求或加工工艺要求。
无特殊要求时按铸件通用标准执行。
通用标准等级分为:交货验收技术条件标准;铸件质量分等通则(合格品、一等品、优等品)材质、检验方法;工艺和材料规格等一般性规则。
3.2 铸件成品检验。
铸件成品检验包括:铸件的内部质量检验和外观质量检验。
铸件内部质量检验包括:化学成分、机械性能等。
铸件外观质量检验包括:表面质量、粗糙度、铸件尺寸、重量等。
3.2.1 铸件内部质量检验①化学成分:表1②机械性能表23.2.2 铸件外观质量检验①表面质量检验。
机械加工生产一线人员在工艺过程中对铸造毛坯的检验主要是对其外观铸造缺陷(如有无砂眼、砂孔、疏松、浇不足、铸造裂纹等)的检验;以及毛坯加工余量是否满足加工要求的检验。
表3 铸件外观质量检验项目(GB6060.1-1997)②粗糙度检验。
表4 铸件表面粗糙度(Ra值μm)(GB6060.1-1997)③铸件尺寸检验。
主要一种是采用划线法检查毛坯的加工余量是否足够。
另一种方法是:用毛坯的参考基准面(也称工艺基准面)作为毛坯的检验基准面的相对测量法(需要测量相对基准面的尺寸及进行简单换算)。
表5 铸件尺寸公差数值(mm)(GBT 6414-1997)1)在等级CT1~CT15中对壁厚采用粗一级公差。
2)对于不超过16mm的尺寸,不采用CT13~CT16的一般公差,对于这些尺寸应标注个别公差。
3)等级CT16仅适用于一般公差规定为CT15的壁厚。
表6 单件、小批量生产的铸件公差等级(GBT 6414-1997)注:1)表中所列出的公差等级是小批量的或单件生产的砂型铸件通常能够达到的公差等级。
BS EN 1706:1998 铝及铝合金铸件化学成分和机械性能
目录
标题 前言 1、范围 2、标准参考 3、定义 3.1、铸造 3.2、砂型铸造 3.3、硬模浇铸,冷硬铸造 3.4、低压压铸 3.5、压铸,高压压铸 3.6、熔模铸造 3.7、流动性 3.8、热撕裂 3.9、气密性 4、命名系统 4.1、数字命名系统 4.2、基于命名系统的化学符号 4.3、回火标注 4.4、铸造工艺 4.5、图纸中出现的标注 5、化学成分 5.1、通则 5.2、分析样品 6、机械性能 6.1、通则 6.2、拉伸试验 6.3、试样 6.4、硬度测试 7、依从判定的归圆规则 附件 A(提供资料的)铸件特性、机械和其他性能的对比。
第 1 页 共 17 页
BS EN 1706:1998
国家前言
此英国标准是 EN 1706:1998 的英文版本。它与下面的标准一道,部分地取代了 BS 1490:1988, 在 EN 1559-4 颁布时,BS 1490:1988 将被废除。
BS EN 1559-1:1997: 铸件,交货技术条件,通则。 BS EN 1676:1997: 铝及铝合金,再熔合金铸锭,规格。
该欧洲标准由铝及铝合金技术委员会 CEN/TC 132 准备,该委员会的秘书处由法国标准化协会主 持。
该欧洲标准应该拥有一个国家标准的地位,不管是相同文本的发布或者认可,最迟不能超过 1998 年的 9 月。而与此相冲突的国家标准也应最迟在 1998 年的 9 月被撤消。
根据 CEN/CENELEC 的内部规章,国家标准组织的下列国家必须执行此欧洲标准:奥地利,比利 时,捷克共和国,丹麦,芬兰,法国,德国,希腊,冰岛,爱尔兰,意大利,卢森堡,荷兰,挪威,葡 萄牙,西班牙,瑞典,瑞士和英国。
6、机械性能
6.1、通则:对于分别在砂型铸造、冷硬铸造、熔模铸造和压铸铸造条件下获得的铸造试样的最小机械
BS EN_1563-1997铸造-球墨铸铁

英国国家标准BS EN1563:1997合并修订号No.1和No.2铸造—球墨铸铁本欧洲标准EN 1563:1997及修订本A1:2002和A2:2005具有英国国家标准的同等效力ICS 77. 080.10除依据版权法允许的情形之外,未经英国国家标准协会允许不得复制BS EN 1563:1997本英国国家标准是在英国工程部门委员会的指导下编制的,经标准委员会的授权,于1997年10月15日生效。
BSI 2006年8月ISBN 0 580 28395 x 英国国家标准前言本英国国家标准是EN 1563:1997标准(包括修订版A1:2002和A2:2005)的英文版本。
本标准取代了BS 2789:1985标准(已被废止)。
新增加或修改的文字,分别由和标记其起始和结束位置。
用于表示对CEN标准改动的标记,应附上CEN更改编号。
例如:由CEN修订A1所发生的改动应由和来表示。
受铸铁技术委员会ISE/35的委托,英国参与制订本标准。
该技术委员会的主要职责是:—帮助查询方理解标准文本;—将关于对该标准的释义或进行修改的建议提交给国际或欧洲委员会的职责部门,并将其及时通知到英国境内的同业者;—密切关注相关国际与欧洲标准的编制工作并在英国境内对标准进行发布。
欲获取该技术委员会代表机构的名录,请向委员会的秘书处索取。
对照索引贯彻、实施本文本中所涉及到的国际或欧洲标准的英国国家标准机构可在“国际标准机构通讯录索引”一节中的“BSI标准目录”中查找;也可以使用“BSI标准电子目录”中提供的“搜索”工具进行查找。
执行英国国家标准本身并不意味着可以不履行法定义务。
页次摘要:本文件包括1页封面,1页书内封面,1页EN标题页,2 ~ 24页,1页封底。
本文件中给出的BSI版权说明可以表示出文件的最新发布时间。
标准发布以来所做的更改更改号更改日期说明14004 2002年11月1目见英国国家标准前言16115 2006年8月见英国国家标准前言欧洲标准EN 15631997年6月+ A1修订2002年5月+ A2修订2005年7月ICS 77.140.80主题词:铸造工程,铸铁,铸件,球墨铸铁,等级,质量,牌号,分类,机械性能,抗拉强度,伸长量,硬度,取样,机械性能试验英文版铸造—球墨铸铁(包括A1:2002修订)本欧洲标准已由CEN(欧洲标准化委员会)于1997年5月2日批准发布。
铸造常用原辅材料技术标准
铸造常用原辅材料技术条件1. 范围本标准规定了铸造生产中常用材料的技术条件。
本标准适用于铸造生产中常用材料的验收检验。
2. 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 467-1997 阴极铜GB/T 718-2005 铸造用生铁GB/T 1412-2005 球墨铸铁用生铁GB/T 2272-1987 硅铁GB 3518-83 无定形石墨粉GB/T 3649-1987 钼铁GB/T 3795-2006 锰铁GB/T 4137-2004 稀土硅铁合金GB/T 5235-1985 加工镍及镍合金化学成分和产品形状GB/T 5683-2008 铬铁GB 8736-88 铜中间合金锭GB/T 9442-1998 铸造用硅砂JB/T 9228-1999 球墨铸铁用球化剂JB/T 7526-2008 铸造用自硬呋喃树脂JB/T 8835-1999 铸造用水玻璃YB/T 5051-1997 硅钙合金GB/T 2988-87 高铝砖GB/T 2992-1998 通用耐火砖形状尺寸GB/T 2994-1994 高铝质耐火泥浆GB/T 14982-1994 粘土质耐火泥浆3. 基本要求3.1金属材料不得有显著的锈层、粘砂、土、油、漆等有害附着物和其它夹杂物。
(本厂废铸件可允许有防锈漆)。
3.2 本标准所指块度尺寸均为对角线长度,不能与进货块度要求混淆。
3.3 所有进厂的原材料都应有随货提供质保书或合格证明。
4. 造型材料4.1 原砂4.1.1 铸造用硅砂(参照GB/T9442-1998)(见表1)表1 铸造用硅砂4.1.2 硅砂要求4.1.2.1 硅砂中不得混入煤屑、小石块、碎木片、石灰石等杂物。
铸造材料技术要求和验收要求规范

生铁验收规X2生铁的验收应凭供方质量合格证明和本公司理化部门的成分化验单进展验收,硅、锰、硫、磷均作为验收指标,含碳量也应化验,但不作为验收指标。
2化验取样方法a)验证试样的代表批量以供方来货生铁重量为批。
b)从生铁堆上取样时,按批量大小在铁堆上均匀分布假如干个取样部位,每个部位采取完整的一块生铁作为一个试样。
具体取样份数,按如下原如此确定:小于30t取三块,30~100t每增加10t多取一块。
c)无论取几个样块进展化验,化验结果应符合同一个铁号与一样的组、级、类,有一个样块不合格,应视为整批不合格,要作退货处理。
废钢2X围:适用于冲天炉熔炼铸铁调整成分用碳素废钢2废钢技术条件a)废钢应是45号钢以下的普通碳素钢,其化学成分应符合如下要求:C:≤0.45; Si:0.1~0.6; Mn:0.35~0.65; p:≤0.045; S:≤b)废钢中不允许混有高锰钢、轴承钢、不锈钢、硅钢片,灰口、白口球铁。
c)废钢外表不得有严重的锈蚀和油污与泥砂、否如此将扣除1%~3%杂质。
d)废钢中不得混有弹壳,密封管头和其它易燃品。
e)废钢长度在〔30~260〕mm之间,其厚度应≥3 mm。
2废钢验收规X验收时可根据上述技术条件在卸车时凭目测全部检查,凡符合上述技术条件的即为合格,不合格的作退货处理。
各类铁合金2X围:适用于冲天炉熔化灰铸铁作为合金元素,调整化学成分用。
2硅铁合金技术条件〔摘自GB2272—87〕2.牌号与成分应符合如下规定:牌号为—A 成分:含硅量〔72~80〕%、锰:<0.5%、铬<0.5%、铝<1.5%;2硅铁浇铸厚度:FeSi75锭不得超过100 mm,硅的偏析不大于4%。
2硅铁按同一牌号组批,但含硅量波动X围不超过3%。
2锰铁合金技术条件〔摘自GB3795—1996〕2牌号与化学成分应符合如下规定牌号为,成分:含锰量(65.0~70.0)%,硅≤2.5%,磷≤0.4%硫<0.03%,含碳量左右。
铸铁件通用检验标准
1目的:规范公司对铸铁件的检查验收。
2适用范围: 适用于铸铁件。
※本标准是铸件的通用标准,铸件有特殊要求时,参见相关铸件分类验收标准。
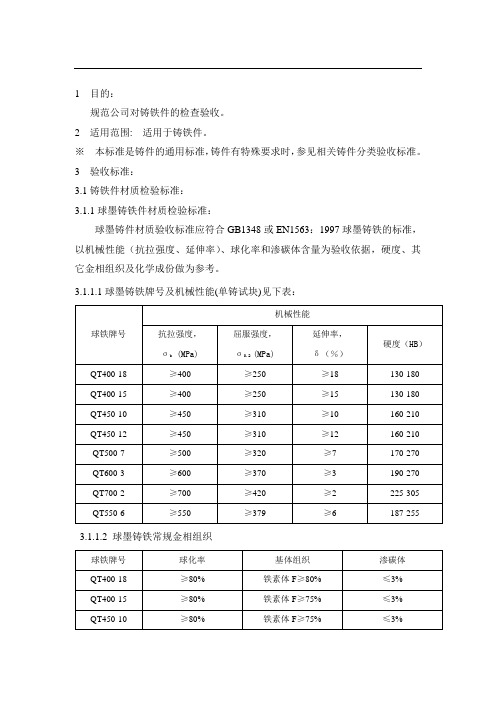
3 验收标准:3.1铸铁件材质检验标准:3.1.1球墨铸铁件材质检验标准:球墨铸件材质验收标准应符合GB1348或EN1563:1997球墨铸铁的标准,以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其它金相组织及化学成份做为参考。
3.1.1.1球墨铸铁牌号及机械性能(单铸试块)见下表:3.1.1.2 球墨铸铁常规金相组织3.1.1.3球墨铸铁化学成份3.1.2灰铸铁件材质检验标准:灰铸件材质验收标准应符合GB9439或EN 1561:1997灰铸铁件的标准,以机械性能(抗拉强度)和硬度为验收依据,金相组织及化学成份做为参考。
3.1.2.1灰铸铁牌号及机械性能(单铸试块)见下表:HT250 250-350 190-2403. 1.2.2 灰铸铁常规金相组织3.1.2.3灰铸铁化学成份3.1.3 材质检验取样规范3.1.3.1机械性能检查:机械性能测试的试棒,每班次每种牌号至少浇一组,有新产品时增加一组,每组浇三根,若铸件进行退火处理,必须连同试棒(试块)一同进行热处理(若是渗碳体超标需热处理的件,按热处理后铸件本体的金相组织来验收)。
机械性能试验:二根用于生产厂测试性能(第一根合格则该批次合格,余下试棒留存(留有生产日期、包次标识),在工厂存放,存放期三年;若第一根试棒不合格,测试剩余二根,若第二根不合格则该批次产品全部报废;若第二根合格,应加试第三根,合格则判定该炉产品合格,若第三根不合格则该批次产品全部报废)。
材质检测报告存根(原始记录)保留11年。
常规灰铸铁试棒见下图:常规球墨铸铁试棒见下图:其余其余ASTM536标准(美标)试棒见下图3.1.3.2金相组织检查:球铁铸件从每包铁水的最后一型附铸金相试块或铸件本体进行检验,依次往前直到合格(或本包铁水所浇铸件检验完)为止。
DINEN1559-3:1997铸件附加供货条件
欧盟标准 EN 1559-3:1997具有德国标准的同等效力国家版前言本标准由欧盟标准委员会(CEN)“铸造”技术工作组190(秘书处:德国)制订。
负责的标准化工作组是德国标准化协会铸造技术标准委员会(GINA)“一般供货技术条件”工作组GINA-AA5。
德国标准化协会-铸造标准委员会(GINA)欧盟标准 EN 1559-31997年6月关键词:铸造技术,铸铁,铸件,概念,中间用户和生产厂的关系,标注,生产制造,要求,检验,管理,包装,标记德语版铸造供货技术条件第三部分:对铸件的附加技术要求本欧盟标准于1997年5月2日通过了欧盟标准化委员会(CEN)的审批。
欧盟标准化委员会(CEN)成员国承诺,遵守欧洲标准化委员会和欧洲电工标准化委员会(CEN/CENELEC)工作条例中规定的一切条件,对本欧盟标准不进行任何修改的作为国家版标准予以采用。
这些国家标准最新状态的清单及其目录可以从中央秘书处或每个CEN成员那里索取。
本欧盟标准有三种官方版本(德文版、英文版、法文版)。
由欧盟成员国自行负责将欧盟标准翻译成本国语言并通知欧盟标准化委员会中心秘书处,这些版本的标准与欧盟官方公布的标准具有同等的效力。
欧盟标准化委员会成员国是指以下国家的国家标准化委员会:比利时、丹麦、德国、芬兰、法国、希腊、爱尔兰、冰岛、意大利、卢森堡、荷兰、挪威、奥地利、葡萄牙、瑞典、瑞士、西班牙、捷克和英国。
CEN欧盟标准化委员会前言 3 引言 4 1 适用范围 42 标准的引用说明 43 概念4 4由用户提供的信息 44.1 有约束力的信息 4 4.2 自由选择的信息 4 4.3 图纸、模型和模具 4 4.4 有关质量(重量)的信息 4 4.5预制的样件 4 4.6首批样件 4 5标记 4 6制造 5 6.1制造方式 5 6.2焊接 5 7 要求 57.1 概述 5 7.2 材料 5 7.3 铸件 5 8材料检验特征的确定及证书 5 8.1概述 5 8.2检验 5 8.3检测批次的取样 5 8.4试件 5 8.5检验方法 5 8.6无效检验 5 8.7复验 5 8.8分类和返修 5 9标记 5 10包装和表面防护处理 5 11质量投诉 5附录A(参考性) 参考文献 5前言本标准由欧盟标准委员会“铸造”技术协会(CEN/TC190)制订,秘书处是德国。
DIN_EN_1369_1997-02
6.1 使用表2和3的指示分类……………………8
6.2 使用参考图形的指示分类………………….
8
6.3 结果分析…………………………………. 8
7 检验和退磁后的清洗……………………...
9
表 3: 磁粉探伤检验的严重度级别- 线性(LM) 和对 齐(AM)指示……………………………….11
表 4: 线性(LM) 和对齐 (AM)
CEN
欧洲标准化委员会 Comité Européen de Normalisation Europäisches Komitee für Normung
中心秘书处: rue de Stassart 36 ,B-1050 Brussels
○c 1996. CEN - 以任何形式利用的所有权利和以任何方式为全球CEN国家成员保留。
示( SM) ………………………………………………10
2 引用标准………………………………………..3
3 磁粉探伤检测条件…………………………….4
4 检测方法………………………………………4 4.1 运行模式………………………………………...4 4.2 操作人员资质……………………………………5 4.3 表面制备…………………………………………….5
指示……………………………………………. 12 表 5: 磁 粉 探伤 检验表 面粗 糙度推 荐 … … … 12
附录 A (告知性)
参考书目……………….. 13
附录 B (告知性) 参考图形 非线性指示名称 SM…………………………… . 13
附录 C (告知性) 参考图形-
指定为LM和AM的线性和对齐指
备注:总长L是在第一个断续点/缺陷的起始点至最后一个断续点/缺陷的闪点之间的开发距离。例如L = l1 + l2 + l3 +l4+l5 (见图1)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
英国标准BS EN 1559-1: 1997铸造——交货技术条件第1部分:一般条件欧洲标准EN1559-1: 1997已被采用为英国标准。
ICS77.140; 77150除非版权法许可,否则无BSI(英国标准协会)的批准,不得复制本文。
引言本英国标准是欧洲标准1559-1: 1997的英文版本。
英国参与标准起草的事宜委托给技术委员会ISE/NFE/9——铸造技术,该委员会有如下责任:——帮助询问者理解标准的正本内容;——向欧洲委员会呈交关于标准解释的咨询或修改意见,并及时告知英国相关部门;——监控国际和欧洲的相关发展情况,并在英国公布。
从秘书处可以获得一份该委员会的组织成员名单。
相互参照本文中提到的执行国际或欧洲标准的英国标准可以在BSI(英国标准协会)的标准目录中标有“国际标准对应索引”的部分查到,也可以通过BSI标准电子目录中的“Find”工具查找。
遵守英国标准并不意味着可以免除法定义务。
页数概要此文件由封面、封面内页、欧洲标准的标题页、2到14页、封底内页和封底组成。
该英国标准是在工程师学会的指导下编写的,在标准学会授权下出版并于1997年11月15日生效。
欧洲标准EN 1559-11997年6月ICS77.180描述词:铸造工程、合金、定义、供求关系、命名、制造、规格、测试、检验、包装、唛头、一般条件。
英文版本铸造——交货技术条件——第1部分:一般条件本标准于1997年5月2日被欧洲标准化委员会(CEN)批准通过。
CEN成员必须严格遵守CEN/CENELEC(欧洲电工标准化委员会)的内部条例,该条例规定了欧洲标准原封不动的成为国家标准的条件。
通过向秘书处或任何CEN成员申请,可获得最新的关于国家标准的列表和参考书目。
欧洲标准有3个官方版本(英语、法语、德语)。
经CEN成员翻译成其所在国语言并通告秘书处的版本和官方版本具有同等的法律效力。
CEN成员包括澳大利亚、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
CEN(欧洲标准化委员会)秘书处:布鲁塞尔司达沙大街36号,邮编:B-1050前言本欧洲标准由CEN/TC190铸造技术委员会编写,其秘书处由德国标准协会管理。
最迟应在1997年12月前通过同一文本的发行或背书使本欧洲标准获得作为国家标准的资格,同时最迟于1997年12月前撤回相冲突的国家标准。
在工作日程中,技术委员会要求CEN/TC 190/WG1.10 (交货技术条件)制定下列标准:EN 1559-1 铸造——交货技术条件——第1部分:一般条件此标准是关于铸件交货技术条件的一系列欧洲标准之一。
这个系列中的其它标准如下:prEN 1559-2 铸造——交货技术条件——第2部分:钢铸件的附加要求EN 1559-3铸造——交货技术条件——第3部分:铁铸件的附加要求prEN 1559-4铸造——交货技术条件——第4部分:铝合金铸件的附加要求EN 1559-5铸造——交货技术条件——第5部分:镁合金铸件的附加要求prEN 1559-6铸造——交货技术条件——第6部分:锌合金铸件的附加要求根据CEN/CENELEC的内部条例规定,下列国家的国家标准机构必须严格执行本欧洲标准:澳大利亚、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威,葡萄牙、西班牙、瑞典、瑞士和英国。
目录页码前言 2简介 41范围 42标准参考 43定义 53.1采购方 53.2制造商 53.3铸件 53.4铸态铸件 53.5交货态铸件 53.6首件样品 53.7初步样品 53.8 相关壁厚 53.9检验 53.10连续检验 53.11检验代表 53.12试验单位 53.13铸件样品 53.14样品 53.15试件 53.16序列试验 54采购方应提供的信息 54.1必要信息 54.2选择性信息 64.3图纸、模型和工具 64.4质量信息 64.5初步样品 64.6首件样品75代号76制造76.1制造工艺76.2 焊接操作77 要求7 7.1总则77.2材料77.3铸件88试验及材料试验的有关文件88.1总则88.2检验和试验88.3试验单位的采样98.4样品10 8.5试验方法10 8.6无效试验10 8.7重新试验10 8.8分类和重新加工10 9标记11 10包装和表面防护11 11投诉11 附录A (资料性)参考书目12 附录B (标准性)必要和/或选用信息核对清单12简介本欧洲标准对交货条件采用了如下结构的说明方式:——用一点(·)表示的子条款,说明条款必须在询价和下订单时达成一致;——用二点(··)表示的子条款,说明条款可以在询价和下订单时达成一致(选择性的);——没有点标志的子条款,是强制性条款,必须执行。
采购方规定了对指定用途的铸件的要求。
制造商应按规定的要求生产铸件。
建议采购方与制造商之间进行全面的磋商。
1 范围欧洲标准1559中的这一部分规定了以铸造金属为原料的铸件(铜合金铸件除外)的一般交货技术条件。
对特殊原料的附加交货条件规定在本标准的下列部分:pr EN 1559-2 用于铸钢EN 1559-3 用于铸铁pr EN 1559-4 用于铸铝EN 1559-5 用于铸镁pr EN 1559-6 用于铸锌欧洲标准1559 这一部分并不适用于金属铸件的进一步加工,例如锻锭、连续铸造的钢坯和钢锭。
2 标准参考本欧洲标准是通过参考其它出版物的条款形成的。
在文本的合适位置引用了这些参考,出版物在下面有所列举。
若引用的出版物标有日期,则在此日期以后对此引用出版物的增补和修订均不适用于本标准。
若引用的出版物不标日期,则本标准应采用该出版物的最新版本。
prEN 1559-2 铸造——交货技术条件——第2部分:钢铸件的附加要求EN 1559-3铸造——交货技术条件——第3部分:铁铸件的附加要求prEN 1559-4铸造——交货技术条件——第4部分:铝合金铸件的附加要求EN 1559-5铸造——交货技术条件——第5部分:镁合金铸件的附加要求prEN 1559-6铸造——交货技术条件——第6部分:锌合金铸件的附加要求EN 1560 铸造——铸铁用标识系统—材料符号和材料编号EN 1754 镁和镁合金——镁和镁合金制阳极、铸锭和铸件—标识系统EN 1780-1 铝和铝合金——再熔、母合金和铸件的非合金和合金铝锭的命名—第1部分:数字命名系统EN 1780-2铝和铝合金——再熔、母合金和铸件的非合金和合金铝锭的命名—第2部分:基于化学符号的命名系统EN 10027-1钢的命名系统——第1部分:钢名及主要符号EN 10027-2钢的命名系统——第2部分:号码系统EN 10204 金属产品——检验文件类型PrEN 12844 锌和锌合金——铸件——规格EN ISO 9001 质量体系——设计、开发、生产、安装和维修的质量保证模式(ISO 9001: 1994)EN ISO 9002 质量体系——生产、安装和维修的质量保证模式(ISO 9002: 1994)EN ISO9003 质量体系——最终检验和试验的质量保证模式(ISO 9003: 1994)ISO 5459 技术图纸——几何公差—几何图形公差的基准和基准系统ISO 8062 铸件——尺寸公差和机械加工余量体系注:该标准编写中用到的和在文本合适的地方引用的参考资料在参考书目中列出,见附录A。
3 定义在本标准中,下列定义适用:3.1 采购方发出订单的个人或机构3.2 制造商生产铸件的个人或机构3.3 铸件将模具中的液体金属或合金凝固而形成的工件3.4 铸态铸件浇铸完后未经任何形式处理的铸件(不包括清除铸件附属部分如门、冒口、隔弧板或模制材料的残渣)。
3.5 交货态铸件按照订单中的交货要求生产的铸件。
3.6 首件样品在合适的控制条件下,完全采用批量生产的设备和程序生产出的铸件。
说明:首件样品可以作为制造商按照采购方提出的质量要求进行生产的证据。
3.7 初步样品在很大程度上与首件样品相同的铸件,但是其生产没有或部分采用批量生产的设备和程序。
3.8 相关壁厚机械性能适用的壁厚。
说明:并不适用于所有的材料。
3.9 检验指检查、验收、测量产品或服务的一种或几种特性,然后将其与指定要求相比较以确定产品是否合格的行为。
3.10 连续检验指对生产一段时间后的大量相同规格的铸件的特性和/或生产参数进行定期检验。
检验应根据已确定的程序执行,有时也包括确定的统计方法。
3.11 检验代表一个或几个人,可能是:a)根据官方的规定选派的检验员;b)制造商的授权代表,不参与生产过程,代表采购方;c)采购方的授权代表。
3.12 试验单位指依据相关规格、材料标准或订单要求对试件进行试验时等待验收或拒收的工件的数量或铸件的吨数。
说明:本术语有时指检验批或试验批。
3.13 铸件样品从试验单位中选出来的作为试件的铸件。
3.14 样品用来生产一个或多个试件的原料,可以被单独铸造,也可以从铸件本身截取。
3.15 试件样品的一部分,有特定的尺寸,经过机械加工也可能没有经过机械加工,并严格遵守所要求的试验条件。
说明:在某种情况下试件也可能是样品本身。
3.16 序列试验一组或一系列检验,其平均结果或个别结果用以证明已满足了订单要求和/或产品标准或原料标准的要求。
4 采购方应提供的信息4.1 ·必要信息(详见附录B中的清单)采购方应在询价和订单中给予详细的信息,特别是关于:a)铸件的数量、所容许的与此数量的偏差和交货时间表;b)铸件原料的规格;如果铸件由标准铸件原料生产,应对以下内容加以详细说明:—相关材料标准的编号;—基于符号或数字的铸件原料的命名;c)相关图纸、标准和技术规格;d)提供模型、芯盒、硬模e)铸件内部和外部条件的要求4.2··选择性信息(详见附录B中的清单)如有必要,询价和订单中应包括其它要求,例如:a)铸件的相关壁厚;b)交货条件,如热处理和表面处理;c)没有在材料标准中规定的附加性能;d)铸件的质量;e)初步样品的交货;f)首件样品的交货;g)无损检测方法和范围(区域和/或频率);h)制造商的机械加工方法和范围(区域和/或频率);i)采购方进一步加工(如局部表面处理、焊接操作等)的表面区域;j)制造商实施的特殊试验的内容和范围(区域和/或频率)以及试验条件;k)统计抽样标准;l)在铸件生产或测试时应采取的特殊措施或应遵循的技术条件,尤其是与焊接试验有关(在这种情况下要求铸件局部或整体符合特殊的应力要求);m) 是否要求可追溯性;n) 试验文件的类型;o) 贮运过程中的表面防护和包装类型;p) 模型和工具的维修和贮存;q) 材料规格中没有注明时,试验单位的形成;r) 生产焊接协定;s) 任何其它特殊要求,如金相组织、耐腐蚀性、可加工性;t) 对EN ISO 9001、EN ISO 9002或EN ISO 9003中规定的质量保证体系的应用。