工艺典型习题和解答(2)
机械制造工艺学例题
11
L x 2 x 2
式中 E——钢弹性模量为 2 10(Pa) J——圆截面的惯性矩为 0.05 D(mm)
4
3 工件轴向截面形状误差
将车床和工件的变形叠加,以 y车床工件表示车床、工件受切削 力产生变形引起工件半径的变化量,如下表。
切削力作用点位置变 化引起工件的形状误差
中心线
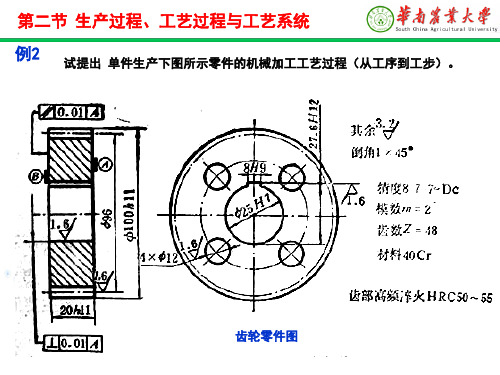
情况2 盘状零件加工工艺过程(成批生产) 工序号 1 工 步 定位基准(面) 小端外圆面
车端面C,粗、精镗φ60孔,内孔倒角 粗车、半精车这批工件的φ200外圆,并车φ96 外圆及端面B,粗、精车端面A,内孔倒角 拉键槽 钻、扩6-φ20孔 钳工去毛刺
2
φ60内孔及端面
3 4 5
φ60内孔及端面 φ60内孔及端面
四、尺寸链的计算
例题1解答:
根据增环及减环的定义,可得出尺寸链中的A1、A2、A3、A4为增环,A5、A6、 A7为减环,所以 (1)封闭环的基本尺寸
A 0 A1 A 2 A 3 A 4 ( A 5 A 6 A 7 ) 30 30 30 10 ( 40 15 40 ) 5mm
y车床 x Lx y 主轴箱 y 尾架 y刀架 L L
2 2 2 1 L x 2 1 x 1 Fy K tj L K wz L K dj 2 2000 x 2 1 1 1 x 337.6 2000 50000 2000 40000 30000
四、尺寸链的计算
(2)封闭环的上偏差
例题1解答:
ES0=ES1 +ES2 +ES3+ES4-(EI5 +EI6+EI7)
第三版机械制造工艺学第二章习题解答
机械制造工艺学部分习题解答2第二章:机械加工工艺规程设计(第3版P94)2-1何谓机械加工工艺规程?工艺规程在生产中起何作用?概念题,见教材P25.2-2简述机械加工工艺过程卡和工序卡的主要区别以及它们的应用场合?概念题,见教材P25.2-3简述机械加工工艺过程的设计原则、步骤和内容。
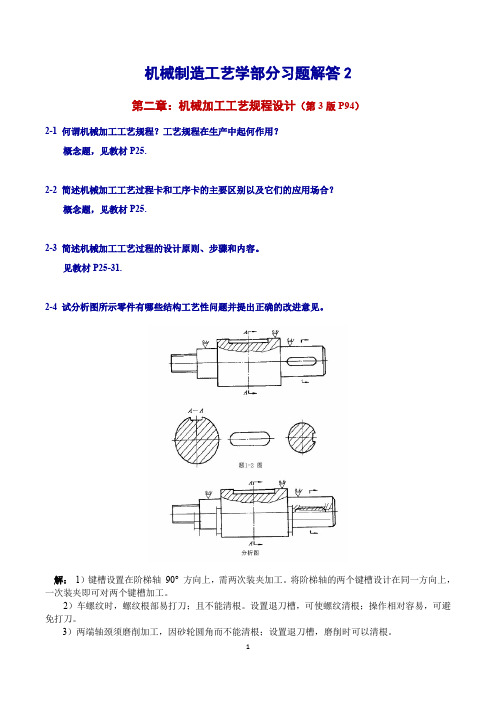
见教材P25-31.2-4试分析图所示零件有哪些结构工艺性问题并提出正确的改进意见。
解:1)键槽设置在阶梯轴90°方向上,需两次装夹加工。
将阶梯轴的两个键槽设计在同一方向上,一次装夹即可对两个键槽加工。
2)车螺纹时,螺纹根部易打刀;且不能清根。
设置退刀槽,可使螺纹清根;操作相对容易,可避免打刀。
3)两端轴颈须磨削加工,因砂轮圆角而不能清根;设置退刀槽,磨削时可以清根。
2-7何谓经济精度?选择加工方法时应考虑的主要问题有哪些?答:(P34)经济精度——在正常加工条件下(采用符合质量标准的设备、工艺装备和标准技术等级的工人,不延长加工时间)所能保证的加工精度和表面粗糙度。
选择加工方法时应考虑(P35):根据零件表面、零件材料和加工精度以及生产率要求,考虑本厂现有的工艺条件,考虑加工经济精度等因素。
2-8在大批量生产条件下,加工一批直径为,长度为58mm的光轴,其表面粗糙度,材料为45钢,试安排其加工路线。
答:粗车——半精车——粗磨——精磨——精密磨削。
2-9图4-71所示箱体零件的两种工艺安排如下:(1)在加工中心上加工:粗、精铣底面;粗、精铣顶面;粗镗、半精镗、精镗Φ80H7孔和60H7孔;粗、精铣两端面。
(2)在流水线上加工:粗刨、半精刨底面,留精刨余量;粗、精铣两端面;粗镗削、半精镗Φ80H7孔和60H7孔,留精镗余量;粗刨、半精刨、精刨顶面;精镗Φ80H7孔和60H7孔;精刨底面。
试分别分析上述两种工艺安排有无问题,若有问题请提出改进意见。
答:(1)应在先加工底面、顶面之后,加工两端面,因为底面、端面是定位表面,定位表面加工之后,再进行镗孔。
金属工艺学_邓文英_第五版_课后习题参考答案 (2)
第一章(p11)1.什么是应力?什么是应变?答:应力是试样单位横截面的拉力;应变是试样在应力作用下单位长度的伸长量2.缩颈现象在拉伸实验中当载荷超过拉断前所承受的最大载荷时,试样上有部分开始变细,出现了“缩颈”;缩颈发生在拉伸曲线上bk 段;不是,塑性变形在产生缩颈现象前就已经发生,如果没有出现缩颈现象也不表示没有出现塑性变形。
4.布氏硬度法和洛氏硬度法各有什么优缺点?下列材料或零件通常采用哪种方法检查其硬度?库存钢材硬质合金刀头锻件台虎钳钳口洛氏硬度法测试简便,缺点是测量费时,且压痕较大,不适于成品检验。
布氏硬度法测试值较稳定,准确度较洛氏法高。
;迅速,因压痕小,不损伤零件,可用于成品检验。
其缺点是测得的硬度值重复性较差,需在不同部位测量数次。
硬质合金刀头,台虎钳钳口用洛氏硬度法检验。
库存钢材和锻件用布氏硬度法检验。
第五题下列符号所表示的力学性能指标名称和含义是什么?σb抗拉强度它是指金属材料在拉断前所能承受的最大应力. σs屈服点它是指拉伸试样产生屈服时的应力。
σ2.0规定残余拉伸强度σ1-疲劳强度它是指金属材料在应力可经受无数次应力循环不发生疲劳断裂,此应力称为材料的疲劳强度。
σ应力它指试样单位横截面的拉力。
a K冲击韧度它是指金属材料断裂前吸收的变形能量的能力韧性。
HRC 洛氏硬度它是指将金刚石圆锥体施以100N的初始压力,使得压头与试样始终保持紧密接触,然后,向压头施加主载荷,保持数秒后卸除主载荷。
以残余压痕深度计算其硬度值。
HBS 布氏硬度它是指用钢球直径为10mm,载荷为3000N为压头测试出的金属的布氏硬度。
HBW 布氏硬度它是指以硬质合金球为压头的新型布氏度计。
第二章(p23)(1)什么是“过冷现象”?过冷度指什么?答:实际结晶温度低于理论结晶温度(平衡结晶温度),这种线性称为“过冷”;理论结晶温度与实际结晶温度之差,称为过冷度。
(2)金属的晶粒粗细对其力学性能有什么影响?细化晶粒的途径有哪些?答:金属的晶粒粗细对其力学性能有很大影响。
化学工艺学课后习题及答案
第2章化学工艺基础2-3何谓化工生产工艺流程?举例说明工艺流程是如何组织的?答:化工生产工艺流程——将原料转变成化工产品的工艺流程。
教材上有2个例子。
2-4何谓循环式工艺流程?它有什么优缺点?答:循环流程的特点:未反应的反应物从产物中分离出来,再返回反应器。
循环流程的优点:能显著地提高原料利用率,减少系统排放量,降低了原料消耗,也减少了对环境的污染。
循环流程的缺点:循环体系中惰性物质和其他杂质会逐渐积累,对反应速率和产品产率有影响,必须定期排出这些物质以避免积累。
同时,大量循环物料的输送会消耗较多动力。
2-5何谓转化率?何谓选择性?对于多反应体系,为什么要同时考虑转化率和选择性两个指标?答:转化率是指某一反应物参加反应而转化的数量占该反应物起始量的百分率。
选择性是指体系中转化成目的产物的某反应物量与参加所有反应而转化的该反应物总量之比。
在复杂反应体系中,选择性表达了主、副反应进行程度的相对大小,能确切反映原料的利用是否合理。
有副反应的体系,希望在选择性高的前提下转化率尽可能高。
但是,通常使转化率提高的反应条件往往会使选择性降低,所以不能单纯追求高转化率或高选择性,而要兼顾两者,使目的产物的收率最高。
2-6催化剂有哪些基本特征?它在化工生产中起到什么作用?在生产中如何正确使用催化剂?答:三个基本特征:①催化剂是参与了反应的,但反应终了时,催化剂本身未发生化学性质和数量的变化。
②催化剂只能缩短达到化学平衡的时间,但不能改变平衡。
③催化剂具有明显的选择性,特定的催化剂只能催化特定的反应。
在化工生产中的作用主要体现在以下几方面:⑴提高反应速率和选择性。
⑵改进操作条件。
⑶催化剂有助于开发新的反应过程,发展新的化工技术。
⑷催化剂在能源开发和消除污染中可发挥重要作用。
在生产中必须正确操作和控制反应参数,防止损害催化剂。
催化剂使用时,必须在反应前对其进行活化,使其转化成具有活性的状态,应该严格按照操作规程进行活化,才能保证催化剂发挥良好的作用。
安徽农业大学341农业知识综合食品工艺学复习题及解答 (2)
1、为什么速冻食品比缓冻食品的质量好?答:①形成的冰晶体颗粒小,对细胞的破坏性也比较小。
②冻结时间越短,允许盐分扩散和分离出水分以形成纯冰的时间也随之缩短。
③将食品温度迅速降低到微生物生长活动温度以下,就能及时阻止冻结时食品分解。
④迅速冻结时,浓缩的溶质和食品组织、胶体以及各种成分相互接触的时间也显著缩短,因而浓缩的危害性也随之下降。
2、试述冻结对食品品质的影响。
答:冻结对食品品质的影响大致有以下几个方面:①食品物性的变化:食品冻结后物理性质会发生明显变化。
冻结后食品的比热容下降,导热系数增加,热扩散系数增加,体积增加。
②冻结对溶液内溶质重新分布的影响:溶液或液态食品冻结时理论上只有纯溶剂冻结,形成脱盐的冰晶体,这就相应地提高了冻结层附近的溶质的浓度,从而在尚未冻结的溶液内产生了浓度差和渗透压,并使溶质向溶液中部位移。
③冷冻浓缩的危害:大多数冻藏食品,只有全部或者几乎全部冻结的情况下才能保持成品的品质良好。
食品内如果尚有未冻结核心,就极易出现色泽、质地和其他性质的变化。
④冰晶体对食品的危害性:例如细胞受到机械损伤,蛋白质变性,解冻后汁液流失增加,食品风味和营养价值下降等。
3、罐头真空度是怎样形成的的?其影响因素有哪些?答:是由于饱和蒸汽压随温度的变化而形成的。
影响因素:①密封温度②顶隙大小③杀菌温度④食品原料⑤环境温度⑥环境气压。
4、什么叫罐头的冷点?影响罐头传热的因素有哪些?答:杀菌后罐头的冷却终点。
影响因素:①罐内食品的物理性质,主要指食品的状态、块形大小、浓度、黏度等。
②初温,指杀菌操作开始时,罐内食品物料的温度。
③容器的材料、容积和几何尺寸。
5、常见由微生物引起的罐头变质现象有哪些?罐头热杀菌时影响微生物耐热性的因素有哪些?答:现象:①胀罐②有黑色物质沉积在食品上③霉变。
因素:①污染微生物的种类和数量②热处理温度③罐内食品成分。
6、试说明影响腌制效果的因素。
答:①食盐的纯度②食盐的用量或盐浓度③温度④空气7、试述冷冻干燥的原理和优缺点?答:原理:利用冰晶升华的原理,在高度真空的环境下,将已冻结了的食品物料的水分不经过冰的融化直接从冰固体升华为蒸汽。
机械制造工艺学第三版王先奎习题解答(1-2)

A
0.4
0.8 0.4
A-A
A
图2-72
0.8
0.4
0.4
图2-72(修改后)
8
MMT 机械制造工艺学习题解答(第二章)
2-5 图2-73所示为车床主轴箱体的一个视图,其中Ⅰ孔为主轴孔,是重 要孔,加工时希望余量均匀。试选择加工主轴孔的粗、精基准。
解:
1)粗基准选择Ⅰ孔(5点定位)和 孔(1点定位)。
大端内锥孔
摇臂钻床
12 热处理(高频淬火:轴颈、短锥及莫氏6锥孔)
高频淬火设备
13 精车各外圆并切槽、倒角
锥堵顶尖孔
数控车床
14 粗磨外圆φ75h6、φ90g5及φ100h6外圆及端面 锥堵顶尖孔
组合外圆磨床
15 粗磨大端内锥孔(配莫氏6锥堵,涂色法检查) 主轴颈及φ75h5外圆 内圆磨床
16 铣花键
定位。
注:粗加工时,此过定位允许;精加工时不允许(会引起工件或夹具变形, 影响加工精度。
5
MMT 2度)x图, by:, z总, x体, 分y ,析无法欠-定限位制。5 个自由
分件分析法-前顶尖限制
x,
y,
z
3
个自由度;后顶尖与三爪卡盘一起限 制 x, y 2 个自由度,无过定位。
3度)x图, yc:, x总, 体y,分只析车法外-圆限,制无4欠个定自位由; 车外圆+车端面,存在欠定位(z 轴移 动未限制) 。
定位,其过定位是否允许。
y
解:
图1-31 a)
1)图a:总体分析法-限制4个自由度
x,
y,
x,
y
,只车外圆,无欠定
位;车外圆+车台阶面(或切槽),存在欠定位(z轴移动未限制)。
纺纱工艺复习题 (2)

纺纱工艺复习题名词解释:纺纱工艺:纺纱工艺是纺纱加工中的流程和各机件的参数设置的总称。
开清点:开清点是指对原料起开松、除杂作用的部位,通常以开棉机和清棉机打手为开清点。
梳条配毛:在梳毛工序前,将几种不同的散毛合理搭配后梳理成均匀一致的毛条。
混条配毛:将不同性质、不同颜色的毛条进行并合牵伸达到均匀混合,满足成纱的质量要求。
炭化(去草):用酸去除与纤维粘附性极强的草杂。
针梳机总隔距:前后罗拉握持线之间的距离(要大于最长纤维的长度,一般不变动)前隔距:指前罗拉握持线到第一块针板之间的距离(依据所加工纤维长度不同进行调整)混条方法:指怎样将不同原料在混条机上一次或几次梳并、混合,达到既保证混合比例正确,又不留剩余的目的。
梳理隔距:上钳板钳唇下缘与锡林针齿之间的距离。
落棉隔距:钳板摆到最前位置时,下钳板钳唇前缘与分离罗拉表面之间的距离。
乌斯特公报:综合反映了全球范围内,各纺纱企业的质量排序水平。
苎麻短纤纺:指利用苎麻长纤维纺纱时的精梳落麻,或者根据需要将长纤维切断,用短纤维纺纱设备进行纺纱加工。
绢丝:将疵茧和废丝通过绢纺工艺加工成的各种线密度规格、品质优良的绢纺纱线。
落绵:绢丝加工过程中产生的下脚。
纱线毛羽:暴露在纱线主干外的纤维头端或尾端。
第一章1、简述开清工艺设计要点:混合方式、开松、机器排列、(一)原棉的混合:混和方法;混和的目的(二)开松开松是保证各混棉成分充分混合、清除杂质,并使纤维单纤化的必要条件。
开松方法:按喂入原料接受开松状况,开松可以分为自由开松和握持开松。
开松的原则:先缓后急、渐进开松、少伤少碎除杂的原则:先大后小、先多后少(三)机器排列组合开清棉联合机组中各单机性能有所侧重,因加工原料性能不同、产品质量要求不同、纺纱工艺流程亦异。
1、组合原则:开清棉工艺原则:多包取用、精细抓取、渐进开松、自由打击、早落少碎、均匀混合、以梳代打、少损纤维。
原棉、棉型化纤与中长化纤处理原则不同。
2.棉箱和开清点的设置:棉箱设置:一般用2个棉箱开清点设置:根据原棉含杂设置;含杂3%时:3—4个;加工化纤时:2—3个。
染整工艺原理(二)习题

染整工艺原理(二)习题一、染色理论部分1.名词解释染色亲和力染色熵染色热上染速率上染百分率匀染初染率菲克扩散定律吸附等温线移染泳移染色饱和值浴比稳态扩散非稳态扩散扩散活化能扩散边界层半染时间平衡吸附量带液率(轧余率)2.染料的上染过程包括几个阶段?影响各个阶段的因素有哪些?3.染料的聚集性能受哪些因素的影响?4.测定染料在纤维扩散系数的方法有哪些?试举例说明。
5.说明染色亲和力或平衡吸附量与染色温度的关系。
6.吸附等温线有几类?解释每种吸附等温线的物理意义,写出其物理关系式。
7.何谓孔道和自由体积扩散模型?比较它们的扩散特点,分析加快扩散的可能途径。
8.说明染色温度对上染速率的影响。
二、直接染料染色1.直接染料分几类?比较其染色性能。
2.何谓温度效应?实际染色时如何合理制定染色温度?3.何谓盐效应?说明直接染料染色时加入中性电介质的促染机理。
4.说明直接染料染色时阳离子固色剂的固色机理,目前常用的阳离子固色剂有哪些品种?5.写出直接染料浸染纤维素纤维的工艺过程及工艺条件。
6.分析直接染料在纤维素纤维上的结合状态。
三、还原染料染色1.名词解释隐色体浸染悬浮体轧染干缸还原全浴还原隐色体电位二色性常数半还原时间2.还原染料的染色过程有哪几个基本步骤?3.影响还原染料还原速率的主要因素有哪些?4.还原染料有几种染色工艺?浸染的染色温度主要根据哪些因素决定?5.写出还原金黄GK、艳桃红R的还原反应历程,并比较它们的还原电位高低。
6.还原染料常有哪些不正常的还原现象产生,举例说明。
四、活性染料染色1.写出卤代氮杂环(X、K、KE型)和β-羟基乙砜硫酸酯(KN型)活性染料与纤维素纤维的反应历程,指出决定速率的阶段,影响反应过程主要有哪些因素?2.活性染料染色主要有几种工艺?写出工艺过程和固色条件。
3.何谓固色率、固色速率和固色效率?影响固色效率的因素主要有哪些?4.写出卤代杂环和β-羟基乙砜硫酸酯活性染料的断键反应历程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第五章机器的装配工艺【钊$・1】例田41(小祈耶約皆轮箱薛件.用霜極用奧求.齿乾紬口弓胸祇端面间时轴向何廉应在I丄75」换范谢内°若已幻咯零件的基本尺寸为:/Ij^lOl cn»b zh = 知;亦、Am = A“5mim A. = 140 mm,釆用互換法港配.试确宦世些尺寸的赴遵废保间蹴Ao为封闭环。
由麗意可知^^ = 1.75 rum, A()… = 1 mm而対內环基享尺寸A q=(才[亠£》-(品十S".十Xj)== (L01 + 50) - (5 + 140 +5)=1 mtn 故Ta = L75 - L - 0.75 mmES J三1.75-1 =0-75 mmEl(i = 1 ~ 1 = 0 mm(i)极值法(采用舞公建袪):①计算各/H成环的平均公差由于A J尺寸小冥客易加兀,可取T, = T、=QJmin;由于乩、A,尺寸较大* 且为箱休件.加工较晖*這当敢大公羞为T,=T?=0.2inin D②决定各姐鬼环的偏差.取魚为协调坏。
由于角、4’为内尺寸,按基扎制标注为A, = 101 带mni A? = 50*;1mmA s为外尺寸按基为缶=m 5-;i® iH(协两环公蓬及极限馆蚤弋0.75-0.2-0.2-0」・0J 二0.15mmEh =ES, »ES ~ ESi - Eh - El,=0,2 + 0,2 + 01 + QJ -0.75 = - 0.15mmES( = EL + T* 二0 rmn乩=1404.15 如(2)概卒袪f等公差愫刚h①环平旳公筈T并0.75 皿、T^i =-7= = —7^-V-J4mmV m VS按备环加工蘿扇•敢平均轮丼为華础,确定存细疏环仝差,即T: = 0,4b mm Tj = 0.34 nun Tj = T3= 0 J6 mm协调阡公差耳按卜式计算②晦宦卷环的上、卜阳差。
对于A广池畫41人悴原挪「确定为Ai = IOCS * rtatiA,按“人俸原wr林注为Aj = Aj - 50 J.1C mm③计算协圖环上、’卜備控。
各怀附屮间帕姿为占i =()H23 mm il-. = O. L7 mm =r 声一0.08 mm- Szi. » °”2J t o. r - o.w -0.0s i- 4*▲ = 0,375 - (h23 - 0 J7 + 0,0f)+ 0-08 = OJJSmrn隔=乩+ ¥ = 0 I茄* U $ = 0,35 ramEL ■ Q - * ™ (J. ] JS - - L OrOB TiunA t = 140+"M mm[^J4.1j (a)所灵曲水担的一牛部件.耳立奉一删fijftiPiL—竭Mi的尺寸A L=30S^nun,吒归内HK®缶=刖节也亦、话遵悅度人严旧爲刃mm.爆母内音酚的操度儿-"幣卯me支塑外台肪儿=41Lham.试處漕事行禮氏度的公羞T眦技术康件要求Tu<?timu *〔霹】苗先蛙岀尺寸憶简图如僥EU.2(b)听示*枯塞打理沖°为封ffl环,人沾仏、A.丸洋环・4=,为咸环心封闭环的林尺寸冲©为如一为虽-£无工⑶+ 11 +40)-⑶+ 19) = 13mm(1)碾值醫:①卄算封闭环的匕、・EL阳埠SES.--(0.62 + 0.43 + E» - {- 0.62 - 0.52)二2J.9nun—C.43 mm三50+J 34 rrini■ - 0,375 nwn例同4.2Er 0 - Y EI 」- Y ES : -(- o -o =- 0&2网“㉙写出封闭环的尺寸矗住羞 Aj = 1 工鹽 HimA Wrwi =如十叵乂 丁 (5-19 nimA (^ — J A ( + El (j = 12-38 nunT o 匚 E 乂 - EL, ■= 2,g I < 3 iimi⑵購畑①计簣封闭环的中風偏黄AoA.二工 = (0.31 + U.215I m I0.31) -(-0,31 -0,26) = Q.785mm②计耳対闭环的公差專T •価二/(O.ft2}V((I + 62)V(O.52J ¥ ((]:+?) ^ (0,62) L26R < 3mm 帥写出封闭坏的尺寸及公蹇13 + 0.785 t-^ = 13.785 ± 0*634 tm凡一 =13 ^85 + 0.634 - 14.419 rnniA T - 13.7H5- 0.634 - 13.151 mm两种方袪卄慕姑果衷刖,站集芍釋的雙頑值役育極过技术务杵规定的3mm 更求&〔例4.3〕说明装配尺寸链中组成环、封闭环 (相依环)和公共环的含意。
―刨成跖壘对竪配帝庚魅牛宜播昵第时邯些毎件战描卅(总戟晡部件傑为一牛密体进 人总羔}上的足引或角腔〔奁续尺才牯II 扌屋兄寸.角度足寸星时是如度忙押阖环星跌配之后形虞的・而且这环注性與曲麒配糟度安求爼厉阿环i 和戟卜d 足在1H 期装8i!Mf 暨拆極确爼凯坂汗公差-柢tt 蛆辰环慕东尺寸凡tt 馆 燮时・为丁筒优拭艇工惟1可称一些比校难加工和不克谀娈具眩垫的组風环的去養顒先旨蹩 节来•只燈飆少敘或一个比撓容易加工或在生产上覺限制较少的翱嵐年作为试崖对象*这个 歼称为“协嗣环”(戌“栅抿强忘患是嵌环的尺寸和依干劉用吓和苴它机或环的尺才及戏处并评呈金笄联尺寸愷屮岀现制-由「進牛坏{或几4■'环八盤得荫个以上民寸逋而相屯 联乐-j4(j + 2i 0±厘来母班井联尺才隊遑腔环属于不同尺寸链的共有歼称为公共环”仝共*可瑕是各个尺寸悽的也成环.也可以也一个尺寸钝屮肚対闭环•而在外f牛尺寸魁则魁组成歼》〔例4.4〕何谓装配尺寸链组成最短原则?—(W裝配尺寸魅中蛆廉环敷应诙以审山的为正為即所唱At少环隸原贻蝦蓿为晟盟路歧臣弘若不舛合此和呱特由于绘成环数曙爭“斯能分ft對各玮船仝差贰小.从而便零件加工成本增茁.祥含掘迺苻线掠稱的那贱尺寸・就足辱件閘上粽该标注的尺寸・称肯“设讣尺寸r毎牛零件只赠疽一牛尺寸摻耳裂配・在匸醮有一定的箱度牌求,捷逋円慕配尺寸睦解球而視兄的.〔例4.5〕极值法解尺寸链与概率法解尺寸链有何不同?各用于何种情况?〔堺」惓值解往擡按幾藝舉駅的曲个豁甲削馆况.閣各増评皆盘登大墩寢尺寸•或暈小槛限尺寸1而各喊环皆幻最小皱限•尺寸{威尽丸毁限尺寸)的悄况”来计算対用环級礙尺寸加方袪*対闭环处整的汁算式为J低率懈羅嵐巴艇率常原理来进衍尺寸琏计算的-种方氐时因环公荐的计算式为,丁E-JI丽?■把两种船医的汁算或柞一比覆・可心轡岀.T VJ-E T.(協逋屛餐)足宦抠了封HJ环尺寸变动的一切可駕出现的尺才*即尺寸出观在丁兀社醐内的壌平为WO^.ET兮一JSLrrf aiE^i*布下的取值SB0M6TE*尺寸落在这范團内飾欄牢则一般是也73呗由于趙岀E吃之外的槪率枚为a 27%. MW+的•实际•上町认为不莹予出规。
曆1;(取閃2作皆封用歼尺叶的奚际可犠的奄动也用是件理的:这就呆瘵率解瓶所戎得的封闭环公捽比墩值慵法所求得赴雄叢小的木安所在。
啜直禅注的忧点足枪单町靠•但i|算需到的翌咸环公整过于严裕蟆于安全保守.当坦就环融较莎,市且乂晶大批大量生产余杵F*完全町山压概率孵往来计算亠—.穀而肓I⑴驚用充全互换註11办直用极人枇小计算隆的全部飪式』或舌*在大Mkltt生严铸帏T见可应用扯翠计埒法笊址式.⑵釆用不完全互换注吋・症用毗墜莅的计克公式.⑶ 棗用逊配医时*卫配件分俎公整限霸硝主.―-.姙都按掠直肚来计竦.⑷采质桂保法或阔號法讨、大靜訂怙兄郝底用機個袪来确定條配卅或调墊堆•儂好鸟袍尢批人眩生产融PT卜采用谓鉴袪•也叫厲直用惬準fd〔例4.6〕试将装配尺寸链与工艺过程尺寸链进行比较•试述其异同:(从计算基本公式;组成环;封闭环:尺寸链解法:尺寸链构成等方面进行比较)例 4.7 〕机器产品的装配精度与零件的加工精度、装配工艺方法有什么关系?零件的加工精度直接影响到装配精度。
对于大批量生产,为了简化装配工作,便于流水作业,通常采用控制零件的加工误差来保证装配精度。
但是,进入装配的合格零件,总是存有一定的加工误差,当相关零件装配在一起时,这些误差就有累积的可能。
累积误差不超出装配精度要求,当然是很理想的。
此时装配就只是简单的连接过程。
但事实并非常能如此,累积误差往往超过规定范围,给装配带来困难。
采用提高零件加工精度来减小累积误差的办法,在零件加工并不十分困难,或者在单件小批生产时还是可行的。
这种办法增加了零件的制造成本。
当装配精度要求很高,零件加工精度无法满足装配要求,或者提高零件加工精度不经济时,则必须考虑采用合适的装配工艺方法,达到既不增加零件加工的困难又能满足装配精度的目的。
由此可见,零件加工精度是保证装配精度要求的基础。
但装配精度不完全由零件精度来决定,它是由零件的加工精度和合理的装配方法共同来保证的。
如何正确处理好两者之间的关系是产品设计和制造中的一个重要课题。
〔例 4.8 〕什么叫装配尺寸链?它与一般尺寸链有什么不同?装配尺寸链是产品或部件在装配过程中,由相关零件的尺寸或位置关系所组成的一个封闭的尺寸系统。
即由一个封闭环和若干个与封闭环关系密切的组成环组成。
它与一般尺寸链的不同点是:1. 装配尺寸链的封闭环一定是机器产品或部件的某项装配精度,因此,装配尺寸链的封闭环是十分明显的。
2. 装配精度只有机械产品装配后才能测量。
3. 装配尺寸链中的各组成环不是仅在一个零件上的尺寸,而是在几个零件或部件之间与装配精度有关的尺寸。
4. 装配尺寸链的形式较多,有线性尺寸链、角度尺寸链、平面尺寸链、空间尺寸链。
〔例 4.9 〕装配尺寸链如何查找?查找时应注意些什么?具体方法为:取封闭环两端的零件为起始点,沿着装配精度要求的方向,以装配基准面为联系线索,分别查找出装配关系中影响装配精度要求的那些有关零件, 同一个基准零件甚至是同一个基准表面为止。
这样,所有有关零件上直接连接两个装配基准面间的位置尺寸或位置关系,便是装 配尺寸链的全部组成环。
此查找方法与查找工艺尺寸链的方法是类同的,同样也要符合 最短路线,即环数最少的原则。
〔例4.10〕图所示,在溜板与床身装配前有关组成零件的尺寸分别为:A i =46°°.04mm , 0.03 0.06 A 2=30° mm,A 3=16 0.03 mm,试分析当间隙在使用过程中, 因导轨磨损而增大后如何解 决。
-------------------------------------- 溜板床身 \ .....——/ V -------------------- | 〔解〕修配尺寸A 和A 的配合面,可减小间隙〔例4.11〕什么叫装配工艺规程?包括的内容是什么?有什么作用?装配工艺规程是装配生产的指导性技术文件, 又是制订装配生产计划、组织管理装 配生产的主要依据,也是设计装配工装和装配流水线的重要依据。