SMT 钢网管理要领
钢网管理规定
钢网管理规定1.目的 1.1 加强SMT钢网的使用与管理;1.2 保证生产中过程中使用合适的,最佳状态下的钢网;1.3 便于公司对钢网等固定资产的有效管控。
2.适用范围2.1 工艺负责钢网的采购申请以及其规格设计;2.2 工艺负责对供应商提供的钢网进行质量验收。
2.3 SMT生产负责钢网的使用,使用完后需清洁干净后再退回工艺3、职责3.1 工艺:负责提出钢网的制作要求给到钢网供应商,并跟进钢网的制作进度;3.2 PMC:负责提出采购申请,并邮件知会工艺,加急时需在邮件中备注并电话知会工艺。
3.3 工艺:负责每月对钢网进行校准和检查;同时负责在回库时检查钢网外观和张力测试;3.4 生产线印刷工:负责对正在使用的钢网的正确防护,并承担在使用过程中人为过失造成损坏的责任。
4.工作程序4.1 钢网制作依据4.1.1 因产量增加,原有钢网数量不能满足生产的需要,由PMC 向SMT工艺提出钢网增加要求;4.1.2 在生产过程中,钢网被损坏不能再使用需增开钢网,生产线人员需找SMT工艺组确认,由SMT 工艺组向PMC提出申请;人为操作不当造成钢网损的,作业人员要承担相应损坏费用。
4.1.3 新产品导入前,PMC通知工艺工程师钢网制作需求,工艺工程师根据产品特点确定生产流程制作钢网4.1.4 如经工艺分析需重新开钢网改善品质的,由SMT工艺工程师提出申请。
4.2 钢网采购4.2.1 PMC提前24小时邮件知会工艺开制钢网,加急制作时需电话及时知会工艺工程师4.2.2 工艺工程制作钢网,邮件中写清楚除《钢网开口规格书》以外,特殊器件的钢网开口以及其他工艺具体要求;4.2.3 工艺工程负责将钢网的有关资料和要求提供给供应商。
4.3 钢网验收入库4.3.1供应商将钢网送到公司,由仓库进行收货,收货时向供应商送货人索取送货单,送货单上必须注明产品名称、规格型号、数量、公司发出的的PO号;4.3.2 钢网在进出时发现钢网张力不满足要求时,则通知工艺工程确认,如低于26N则贴报废标签或标识出报废,如在26N-30N之间,则张贴钢网张力预警标签,产线使用时必须8小时回库测量张力。
SMT钢网制做与使用管理指引
1.0 范围与责任1.1 本工作指令范围涵盖所有SMT钢网之制作、验收、管理及使用。
在制作、验收、管理及使用时必须按本工作指令执行。
1.2 本工作指令由SMT技术人员负责施行。
2.0 新钢网的制作所有新钢网的制作,必须由SMT技术人员作书面申请,并提供GERBER文件或PCB(如无PCB应提供PCB焊盘图及组件丝印图作参考),交SMT课长审核后安排SMT 技术人员根据钢网使用之设备及实际生产情况,制订钢网规格及要求。
并联系商制造。
3.0 钢网之验收3.1 所有新制之钢网,必须由SMT技术人员根据对应MODEL之钢网制作规格及要求,核对制造商提供之《检验报告》。
内容包括钢网外框尺寸及模板厚度。
3.2 选用该钢网对应之PCB进行实际印刷,根据PCB之实际印刷效果检查。
内容包括钢网之开孔与焊盘是否有偏差、多开孔或漏开孔。
3.3 根据检验结果填写,交设备部经理审批后,存放于车间作为验收合格之依据。
如新钢网验收不合格,必须退回制造商返工,并在“验收结果”栏注明。
返工后之钢网,必须按3.0之验收程序进行。
4.0 钢网管理4.1 所有新制钢网,验收合格后(包括现时使用之钢网),必须编写独立之编号,并张贴于该钢网外框上,同时将该钢网适用之产品型号,列入《SMT钢网使用对照表》,《SMT 钢网使用对照表》存放于车间,作为使用时之依据。
4.2 所有SMT钢网,由SMT技术人员统一管理。
如使用中之钢网因损坏或产品不再生产,导至该钢网不使用,可申请作报废处理。
所有SMT钢网印刷10万次后做报废处理。
5.0 钢网之使用5.1 产品生产需使用钢网时,由生产线组长(或以上人员)根据产品之型号及《SMT钢网使用对照表》领取钢网,并记录于《钢网使用记录表》上交SMT技术人员审核。
5.2 钢网使用后,使用人员必须将钢网清理干净,交还技术人员作外观检查。
检查无损后作签收,记录印刷次数。
SMT钢网管理规范
深圳市云顶科技有限公司SMT车间.工作指引文件类别三级文件文件编号GT-SMT-004版次A/1文件名SMT钢网管理规范页次1/3制订单位SMT车间制定日期2014-06-02生效日期2014-06-05(受控文件专用章)批准审核拟制杨春华分发□总经办□业务部□财务室☑工程部☑行政部□采购部☑品质部☑生产部□物控部☑货仓部发行日期发行版次修改内容修订人部门A/1第一次发行杨春华SMT页次 2 / 7三级文件生效日期1 目的为了规范钢网使用及其管理,延长钢网使用寿命。
2 范围钢网管理规范适用于公司内部所有的钢网管制。
3 钢网管理责任3.1 钢网制作责任由SMT车间根据需要填写《申购单》; SMT工程师核实发外制作,并跟踪钢网制作全过程、校对等工作。
3.2 钢网管理责任3.2.1品质部:负责对钢网进行首检验收,填写《钢网验收记录单》(附件一),并对SMT车间使用和管理进行监督。
3.2.2SMT车间:所有的钢网使用、清洗、维护、保存。
3.2.3 SMT组长:(1) 协助品质部对接收的钢网进行验收。
(2) 对接收到的钢网进行检查并贴上钢网管理标贴。
4 管理要求4.1 钢网制作基准4.1.1 钢网尺寸(1) 自动印刷设备:650*550mm、736*736mm(2) 手动印刷设备:470*370mm、550*420mm4.1.2 钢网厚度(1) 元件最小PITCH≤0.3mm的产品,选取0.13mm以下的模板;(2) 元件最小PITCH为0.4mm的产品,选取0.13mm (±0.01mm)的模板;(3) 最小间距≥0.5mm的产品,选取0.15mm的模板;页次 3 / 7三级文件生效日期4.1.3钢网张力(1) 用张力计测量钢网的四个边角和它的中心点,要求达到张力要求。
(2) 张力要求:35≤F≤50(G/CM)(3) 张力误差:F≤8(G/CM)4.2 钢网验收标准取到新钢网后,应先对新钢网作以下检查:4.2.1 钢网外观(1) 网面无划痕、变形,污物,字符与PCB板对应。
SMT钢网开孔管理规范

SMT钢网开孔管理规范规范钢网的设计,确保钢网设计的标准化。
2 适用范围本公司所有钢网的设计和制作。
(客户有特殊要求时,依客户要求执行)3 定义钢网:亦称模板,是SMT印刷工序中用来做印刷锡膏或红胶的平板模具。
文件资料:制作钢网用到的Gerber资料、PCB及客户提出的特殊要求等信息。
4 职责N/A5作业内容5.1钢网及网框材料:5.1.1网框材料:钢网边框材料可选用空心铝框,标准网框尺寸为736mm*736mm(误差为±3mm的)正方形,网框厚度为40±3mm,网框底部应平整,其平整度不可超过1.5mm。
5.1.2 钢片材料:钢盘材料优选不锈钢板,厚度在0.1-0.3mm(有特殊要求的除外)。
5.1.3张网用钢网丝:钢丝网材料为不锈钢钢丝,其数目不应低于100目,其最小屈服张力不应低于45N。
5.1.4胶:在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用强度足够的胶水填充,所有的胶水不能与清洗钢网使用的溶剂产生化学反应。
5.2钢网标识及外形内容: 5.2.15.2.25.3 PCB 位置要求:一般情况下,PCB 中心,钢网中心,钢网外框中心需重合,三者中心距最大值不超过3.0mm 。
PCB 、钢片、钢网外框的轴线在方向上应一致,任两条轴线角度偏差不超过2 0。
5.4 钢网标识内容及位置:PCB 进板方向YX图一文件名称SMT钢网开孔管理规范文件版本A/0 生效日期XX文件编号XX页码第4 页共8 页5.4.1标识位置位于钢片的左下角(如图一所示),对其字体及文字大小不做要求,但要求其字符清晰易辩。
5.4.2钢网标识内容如下:5.5一般开口设计原则:钢网开口设计必须符合宽厚比和面积比:宽厚比(Aspect Ratio)=开口的宽度(W)/ 钢片厚度(T)>1.5面积比(Area Ratio)=开口面积(L×W)/ 开口孔壁面积[2×(L+W)×T]>2/3钢网要求PCB板位置居中,四角及中间张力≥30N/cm。
SMT钢网管理规范
SMT钢网管理规范1 目的为了规范钢网使用及其管理,延长钢网使用寿命。
2 范围钢网管理规范适用于公司内部所有的钢网管制。
3 钢网管理责任3.1 钢网制作责任由生产线根据需要填写《请购单》; SMT工程师核实发外制作,并跟踪钢网制作全过程、校对等事物。
3.2 钢网管理责任3.2.1品质检验部:负责对钢网进行首检验收,填写《钢网验收记录单》(附件一),并对生产部门的使用和管理进行监督。
3.2.2生产部:所有的钢网使用、清洗、维护、保存。
3.2.3 SMT线长:(1) 协助品质检验部对接收的钢网进行验收。
(2) 对接收到的钢网进行检查并贴上钢网管理标贴。
4 管理要求4.1 钢网制作基准4.1.1 钢网尺寸(1) 自动印刷设备:650*550mm、736*736mm(2) 手动印刷设备:470*370mm、550*420mm4.1.2 钢网厚度(1) 元件最小PITCH≤0.3mm的产品,选取0.13mm以下的模板;(2) 元件最小PITCH为0.4mm的产品,选取0.13mm (±0.01mm)的模板;(3) 最小间距≥0.5mm的产品,选取0.15mm的模板;4.1.3钢网张力(1) 用张力计测量钢网的四个边角和它的中心点,要求达到张力要求。
(2) 张力要求:35≤F≤50(G/CM)(3) 张力误差:F≤8(G/CM)4.2 钢网验收标准取到新钢网后,应先对新钢网作以下检查:4.2.1 钢网外观(1) 网面无划痕、变形,污物,字符与PCB板对应。
(2) 铝框平整、整洁;外型尺寸核对无误,其公差小于2mm 。
(3) 钢片与铝框之间的刮胶平整,颜色均匀,厚度均匀。
(4) 钢片与铝框相对位置边距偏差在1mm左右。
4.2.2开口检测(1) 目测焊盘和开口数量,形状,位置是否一一对应,IC开口尺寸是否与标准相符。
(2) 将钢网与同型号PCB板孔距校对,或装机试印刷再步确认。
SMT钢网制作使用管理规范
制订:段 林
审核:王赢
批准:李志宏
文 件 修 订 记 录
文件名称
钢网制作及使用管理规范
编号
D-016-001
版次
修订内容
修改页次
修订日期
修订者
备注
001
修订版
2016/01/01
段林
1.目的
1.1满足生产需求,为生产提供优质模板。
1.2降低钢网的人为损伤。
1.3保证印刷品质。
2.适用范围
将不合格原因告知厂商参考改善。
5.4.2因产品需要进行版本变更,由研发中心发出申请,ME部委托厂商制造
5.4.3因订单生产需要,PMC或生产提出增加钢网申请,ME部委托厂商制造。
5.4.4因破损或旧钢网报废,ME部提出申请更新。
5.4.5因钢网使用寿命期限到达(10万印刷次数/张),ME部提出申请更新。
第一:清洗剂具有一定的腐蚀,清洁时双手请带上专用的橡胶手套。
第二:先把机器停留下来,开始运转指示灯灭。然后把清洗剂倒到无尘纸的光滑面上,在钢网底部来回清洗两次,清洗完成后用风枪从下往上对着开口处吹。清洁时注意手不能用力过大,风枪不能接触到钢网,以免损伤钢网。
第三:每隔4个小时应彻底清洁钢网,先把刮刀移到钢网后面,把钢网上残留的锡膏用铲刀轻轻地刮到清洁好的锡膏瓶中。然后用无尘纸把钢网上多余的锡膏擦干净,再倒少量的清洗剂在钢网上,用无尘纸擦洗,IC和BGA开口处用牙刷清洗,力度不能过大。擦洗完后用风枪分别从钢网的上面和下面对着开口处吹气清洁。清洁时风枪不能碰到钢网。禁止将铲刀在钢网开口处作业。清洁完成后填写[钢网清洁记录表]。
第四:生产完成后用清洗剂对钢网正反面进行彻底清洁。清洗方法参照5.3.3第五:清洗完成后交由IPQC检验,检验表准为:钢网表面无残留锡膏,开口孔壁内无残留锡膏,无异物。钢网无明显变形。检验合格后操作员按钢网上面的编码把钢网放置在钢网架上。并填写好[钢网使用记录表]。
SMT钢网制作、使用及管理规范
SMT钢网制作、使用及管理规范1.目的:规范钢网的制作、使用及管理,保证印刷质量。
2.适用范围:适用公司 SMT所有钢网制作、使用及管理。
3.权责:3.1 SMT工程部3.1.1 负责钢网的申请购买、制作、验收确认、编号、建档、存放管理、报废处理。
3.1.2 按本规范设计制作、验收、使用和管理钢网。
3.1.3 负责指导印刷位作业员正确使用钢网。
3.1.4 对钢网出现异常时的及时处理。
3.1.5 负责接收钢网供应商的制作钢网和回传开孔数据。
3.1.6负责回收报废钢网,实时对报废钢网进行处理。
3.2 SMT生产部3.2.1 负责根据生产计划需要领取对应机型的钢网。
3.2.2 负责钢网的正确使用和清洁维护。
3.2.2 钢网在使用过程中出现异常时需立即反馈工程师确认处理。
3.2.3 生产过程印刷位作业员需按该机型的SOP要求进行钢网底部擦试,并填写钢网手工擦试记录。
3.3货仓3.3.1 负责钢网的收货及入库管理。
3.3.2 负责检验钢网数量及型号与申请数量及型号是否相符,检查外包装是否完好。
3.4 SMT 品质部3.4.1 负责监督SMT工程、SMT生产及货仓按本管理规范进行作业。
3.4.2 负责监督检查所有钢网验收、使用管理及报废作业实施和记录。
3.4.3 监督SMT生产部员工有无按规定进行人工擦网,并记录在相应的表格内。
4.程序内容:4.1钢网的制作4.1.1 SMT工程部根据客户产品订单信息、PMC计划产出及出货要求,确定钢网制作的数量和交付时间。
4.1.2 SMT工程部根据产品的工艺特性和客户的特殊要求,确定钢网制作的工艺和开孔要求。
4.1.3 SMT工程部工程师需向钢网供应商提供,对应机型的钢网制作说明、产品位号图、GERBER文件、拼板图及PCB实板 1panel(有必要时提供开孔参考文件)给到钢网供应商制作钢网。
4.1.4SMT生产用所有机型钢网开孔设计要求以《SMT钢网开孔设计规范》为准。
SMT钢网使用寿命管控规范
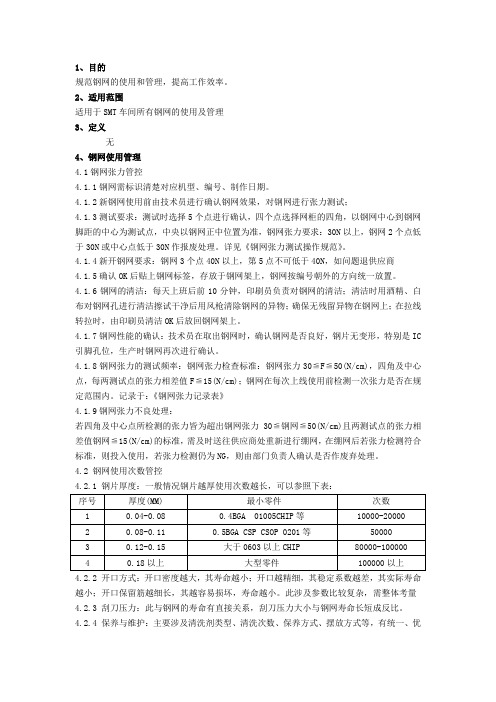
1、目的规范钢网的使用和管理,提高工作效率。
2、适用范围适用于SMT车间所有钢网的使用及管理3、定义无4、钢网使用管理4.1钢网张力管控4.1.1钢网需标识清楚对应机型、编号、制作日期。
4.1.2新钢网使用前由技术员进行确认钢网效果,对钢网进行张力测试;4.1.3测试要求:测试时选择5个点进行确认,四个点选择网柜的四角,以钢网中心到钢网脚距的中心为测试点,中央以钢网正中位置为准,钢网张力要求:30N以上,钢网2个点低于30N或中心点低于30N作报废处理。
详见《钢网张力测试操作规范》。
4.1.4新开钢网要求:钢网3个点40N以上,第5点不可低于40N,如问题退供应商4.1.5确认OK后贴上钢网标签,存放于钢网架上,钢网按编号朝外的方向统一放置。
4.1.6钢网的清洁:每天上班后前10分钟,印刷员负责对钢网的清洁;清洁时用酒精、白布对钢网孔进行清洁擦试干净后用风枪清除钢网的异物;确保无残留异物在钢网上;在拉线转拉时,由印刷员清洁OK后放回钢网架上。
4.1.7钢网性能的确认:技术员在取出钢网时,确认钢网是否良好,钢片无变形,特别是IC 引脚孔位,生产时钢网再次进行确认。
4.1.8钢网张力的测试频率:钢网张力检查标准:钢网张力30≦F≦50(N/cm),四角及中心点,每两测试点的张力相差值F≦15(N/cm);钢网在每次上线使用前检测一次张力是否在规定范围内。
记录于:《钢网张力记录表》4.1.9钢网张力不良处理:若四角及中心点所检测的张力皆为超出钢网张力30≦钢网≦50(N/cm)且两测试点的张力相差值钢网≦15(N/cm)的标准,需及时送往供应商处重新进行绷网,在绷网后若张力检测符合标准,则投入使用,若张力检测仍为NG,则由部门负责人确认是否作废弃处理。
4.2 钢网使用次数管控4.2.1 钢片厚度:一般情况钢片越厚使用次数越长,可以参照下表:4.2.2 开口方式:开口密度越大,其寿命越小;开口越精细,其稳定系数越差,其实际寿命越小;开口保留筋越细长,其越容易损坏,寿命越小。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.如果发现张力值小于测试基准,应在点检表中注明具体位置,并联络技术部门。
.张力点检的同时,还要确认钢网是否有损伤,并判断损伤程度是否影响印刷质量。
.“钢网张力点检表”与“印刷网一览表”必须同步更新。
.钢网张力点检时,对待检品,因正在使用等特殊原因,暂时没有即时点检的,需要在点检表
改订履历:
A.变更测试点位置及测试标准
2017.8.18
B.追加避免漏检的方法
2018.2.5
管理要领
作成
迟晓红2009.9.23
改订
A
迟晓红2017.8.18文怀武
C
检认
文MT钢网管理要领
1.目的
为了保证印刷质量,需要对印刷网进行管理,特制定此规定。
2.适用范围
印刷工程
3.保管
.印刷网统一放置在钢网箱内,对钢网箱要进行编号管理。
.在印刷网的侧面粘贴编号,对应具体的钢网箱及钢网箱内的位置。
中涂上颜色标记,便于之后追加点检。
.点检结束后需要在钢网架边缘粘贴按点检月份区分的颜色标识,便于识别钢网是否
已按期进行点检。
5.钢网的清扫
.生产结束后,要对钢网进行超声波清扫,具体参照“SMT印刷网超声波清扫作业要领”
.清扫结束后,必须使用3倍放大镜对开口部进行确认。
.为了防止灰尘附着,清扫结束后,必须使用塑料贴膜将钢网开口部粘好。
.做成“印刷网一览表”,明确机种名、箱号、位置。
.由于其他原因,没有放在钢网箱内的钢网,要做好标识,放在指定位置。
4.张力测定
.定期对钢网的张力进行点检,频度:1次/月。
.在使用张力测试仪之前,必须进行“零点”校正。
.张力测试点的位置是钢网的四角及中心,共5个位置。
.钢网张力的标准是25N/CM以上。