乙烯裂解炉SLE废热锅炉失效原因
乙烯装置裂解炉主要设备失效分析与处理

乙烯装置裂解炉主要设备失效分析与处理摘要:通过对乙烯装置裂解炉主要设备的分析和评估,总结失效原因,并且提出一些有效的处理措施,以确保乙烯装置裂解炉能够安全、稳定、持续地运转,为乙烯装置裂解炉的管理者提供更加完善的技术指导,帮助他们更好地应对裂解炉管理方面长期存在的问题。
关键词:乙烯装置;裂解炉;主要设备;失效分析与处理石油化学工业属于化学工业的主要构成之一,对于促进国家经济的可持续增长至关重要。
乙烯工业在石油化学工业中占据着举足轻重的地位。
近半个世纪以来,中国的乙烯工业取得了长足的进步,并已发展成为一个庞大的基础性工业分支。
裂解炉是生产乙烯的关键设备。
由于在乙烯装置的众多单体设备,裂解炉需要在高温、高压的环境下运行,并且需要定期进行切换,因此故障率极高。
裂解炉的可靠性水平会影响到装置的安全性和稳定性能力。
为了保障裂解炉的安全运行,我们需要仔细分析其中的主要部件,并确定影响其可靠性的各种因素,以便制定出有效的解决方案。
此次研究期间,以某企业的乙烯装置为例展开分析,据悉,该乙烯装置已经投入使用十余年,根据日常运行、维护记录为依据,结合乙烯工业发展期间获得的成果,制定改善设备可靠性的措施,致力于为乙烯裂解炉的可靠运行提供全面的技术支持。
一、裂解炉辐射段炉管失效分析及处理炉管是裂解炉的核心部件之一,裂解反应主要在此处进行反应。
同时,炉管的质量直接影响着裂解炉的寿命。
由于其结构、材料和数量的不同,裂解炉的负载和性能也会有所差异。
因此,对于辐射段高温合金炉管来说,可靠性的要求更加严格。
(一)失效分析1.蠕变破坏随着时间的推移,由于高温应力的作用,材料会出现蠕变变形,而炉管的蠕变破坏表现出以下几个明显的特点:(1)塑性变形主要聚集在直径、轴线方向。
(2)管壁产生大量蠕变裂纹。
其多出现在距离内壁1.3~1.4壁厚处,逐渐朝向内部以及外壁的方向蔓延,由于蠕变破坏所产生的裂纹多为轴向。
2.热疲劳损伤通常,裂解炉的运行是有时间规律的,因为当它处于正常工作状态时,炉膛内部的热量会从炉管外部传递到内部,导致温度差异的产生,进而产生一定的热应力。
裂解炉热效率降低原因及处理措施

裂解炉热效率降低原因及处理措施裂解炉是炼油厂中用来生产乙烯等烃类产品的重要设备,其热效率的高低直接关系到产品质量和生产成本。
一些因素可能导致裂解炉的热效率降低,从而影响正常生产。
本文将分析裂解炉热效率降低的原因,并提出相应的处理措施,以帮助相关企业提高生产效率和节约成本。
1. 炉内积碳炉内长时间运行会导致积碳现象,特别是在高温条件下,碳会在炉壁上沉积并形成炭疙瘩,降低了热传导效率,导致能量损失增加,从而使热效率下降。
2. 燃烧不完全炼油厂裂解炉的燃烧系统如果存在问题,导致燃烧不完全,将使炉内温度降低,影响工艺的正常运行,降低了热效率。
3. 炉管损伤炉管受高温和腐蚀作用,容易出现磨损、变形等现象,导致炉内热量不稳定,影响热效率。
4. 过热度过高裂解炉的过热度过高会导致燃料过多,进而降低炉内空气流速,影响燃烧效果,使热效率降低。
5. 炉管破裂炉管破裂会导致炉温下降,热能损失增加,从而导致热效率下降。
以上几种因素都可能导致裂解炉热效率降低,因此需要及时采取相应的处理措施来解决这些问题,提高裂解炉的热效率。
二、处理措施1. 清除炉内积碳定期对炉内进行清洗,清除炉壁上的积碳,防止碳疙瘩的形成,保持炉壁的光滑度,提高热传导效率。
2. 优化燃烧系统对炉内的燃烧系统进行优化调整,确保燃烧充分,减少燃料的浪费,提高热效率。
3. 定期维护炉管定期检查炉管的状况,及时更换磨损严重的炉管,保证炉管的完整性和稳定性,提高热效率。
5. 及时更换破裂炉管发现炉管破裂的情况,需要及时更换,保证炉管的完整性,避免热能损失增加。
裂解炉热效率的下降可能有多种原因,但都可以通过相应的处理措施加以解决。
企业在日常生产中,应该加强对裂解炉的维护和管理,定期进行设备检查和维护,及时发现问题并采取有效的措施,以保证裂解炉的正常运行,提高生产效率,降低成本。
企业也应不断引进新的技术和设备,提高裂解炉的能效水平,从而促进企业的可持续发展。
【裂解炉热效率降低原因及处理措施】看完了,你有什么要添加的吗?。
裂解炉对流段二次注汽过热炉管失效原因分析_任耀杰

+
种种迹象表明 , 高温下炉管易发生高 温蠕变 损伤 , 蠕变造 成炉管鼓胀和壁厚均匀减薄 。 从金 相组织看 , 由于炉管长期受热 , 导致其金相组织 变化 , 晶界碳化物析出和氧化腐蚀 , 随其进展产 生微裂纹 、 空隙 , 进而发生龟裂 , 最终导致炉管 断裂 。 5 原因分析及讨论 综合以上几项检验 分析结果可知 , 造成该 对 流段二次注汽过热炉管失效的原因是多方面的 , 是各种腐蚀综合作用的结果 。 具体原因有 : 5. 1 碱腐蚀 技术人员注意到腐蚀产物中含有大量 Na 元 素 。 正常状况下 , 对流段二次注汽炉过热 炉管中 是不可能存在如此多的该元素的 。 由于该段炉管 内介质只有稀释蒸汽 , 因此 Na 的存在只 能是从 稀释蒸汽中夹带而来 。 稀释蒸汽中的 Na 是由注 入工艺水中的 NaOH( 为了平衡裂解气中酸性气体 溶于水的那部分酸性) 而引入的 , 这也是垢样显强 碱性的原因所在 。 通常稀释蒸汽经过除沫和过热后进入裂解炉 炉管内是不会夹带液体进入 的 。 然而 , 由 于该系 统内工艺水 pH 值自装置开车以来控制较差( 合格
℃
LFPH HVGO 154 261 297 BFWPH BFW 211~ 145 237~ 211 518~ 194 UFPH HVGO 80 154 137 UMPH HVGO + DS 239 334 388
表 3 BA -1104 裂解炉工 艺设计条件
434 ~ 323 525 ~ 377 737 ~ 556
· 35 ·
渐减薄 , 断口部位呈较锋利的刃状 , 尤其是弯头处 冲刷减薄严重 。 通过检 查 技术 人 员发 现 , 重 质 进料 裂 解炉 BA 1103 的相同部位也存在同样的腐蚀问题 。 2 稀释蒸汽过热段的运行环境 BA 1104 裂解炉对流段二次注汽过热炉管材 质为 304H 不锈钢 , 规格为 141. 3 mm ×6. 55 mm , 管内介质水蒸气 , 管外 介质烟气 。 炉管外壁有螺 旋翅片 , 管内工作压力 0. 6 MPa , 温度 540 ~ 560 ℃。 图 3 为 BA 1104 裂解炉对流段分布 、 流程及失效 示意 。
裂解炉热效率降低原因及处理措施
裂解炉热效率降低原因及处理措施裂解炉是炼油厂中重要的设备之一,其作用是将原油分解成不同碳数的馏分,如乙烯、丙烯、丁烯等。
裂解炉的工作原理是通过将原油加热至高温状态,使原油中的大分子化合物断裂成较小的分子,在裂解炉内经过催化剂的作用,产生各种馏分。
然而,在使用裂解炉的过程中,随着时间的推移,热效率会逐渐降低,影响炉的工作效率。
因此,本文将分析裂解炉热效率降低的原因及处理措施。
一、热效率降低的原因1.管壁磨损裂解炉在长期运行过程中,管子内涂膜剥落、磨蚀、凝结等问题会逐渐出现,导致管内管外表面温度差异增大,影响裂解反应产物的质量。
2.炉墙过厚过厚的炉墙容易导致热能损失,同时也会影响炉内温度分布和反应速率,降低反应产率和质量。
3.烟气过量在工业生产过程中,为了保证裂解反应的正常进行,必须向裂解炉中通入适量的烟气,但如果烟气流量过量,会导致过多的热能流失,降低裂解炉工作效率。
4.催化剂失效裂解炉中使用的催化剂存在一定的失效率,失效的催化剂会降低反应的效率和质量,同时也会影响热效率。
定期对裂解炉的管道进行维护,防止管内涂层剥落、磨损等问题,保证管道温度分布均匀。
2.减薄炉壁适当减薄炉墙的厚度,减少炉内热能的散失,提高反应速率和产物质量。
正确控制烟气的通入量,避免过量烟气的流失,提高裂解炉的热能利用效率。
合理选择催化剂类型和使用时间,及时更换失效的催化剂,确保裂解反应的高效性和产物的质量。
综上所述,裂解炉的正常运行和高效生产需要定期维护和管理,控制烟气流量、及时更换催化剂等措施都能有效提高裂解炉的工作效率和热能利用效率。
乙烯装置裂解炉急冷锅炉泄漏失效原因分析及对策

乙烯装置裂解炉急冷锅炉泄漏失效原因分析及对策摘要:在石油化工乙烯生产装置中,裂解炉是非常重要的龙头装置。
本文首先对裂解炉急冷锅炉泄漏失效的原因进行分析,随后再详细探讨解决裂解炉急冷锅炉泄漏失效的方法,希望能对广大从事石油化工乙烯生产的同行有所帮助。
关键词:裂解炉急冷锅炉;泄漏;失效;分析前言当前在我国大部分乙烯装置中常常会出现裂解炉急冷锅炉泄漏失效的问题,而导致该问题产生的原因也较多。
只有能够全面分析其泄漏失效的原因,才能有效采取针对性的解决措施,促进生产的高效与安全进行,所以非常有必要深入分析与总结裂解急冷锅炉泄漏失效的原因。
一、裂解炉急冷锅炉泄漏失效的原因分析(一)锅炉给水系统的杂质含量超标在锅炉给水系统中的杂质主要包括了悬浮物质、溶解气体与溶解固体等内容。
一般情况下锅炉给水通过预处理后实际含盐量较少,通常其电导率都不超过10μs/cm,从而不会导致设备与管理发生腐蚀。
进入急冷锅炉后,因为锅炉给水政法浓缩,所以其中的悬浮物、SiO2以及其他杂质离子就会出现沉积现象,其中部分的钙离子、钠离子以及SiO2因为不能够跟着蒸汽排除,所以会慢慢的积聚在管台根部,并与急冷锅炉换热管的外壁相附着。
因为钙盐、钠盐、SiO2以及铝酸盐等物质其具有较差的导热性,从而使得被附着物所附着的金属温度大大上升,让部分渗透在附着物下的锅炉给水在短时间内发生浓缩。
但是因为被附着物所阻挡,浓缩后的炉水难以有效均匀混合锅炉给水,致使附着物下锅炉水的碱浓度大幅上升,并且炉管温度在短时间内快速升高。
一旦有游离的NaOH存在于锅炉给水中时,附着物下的碱浓度便会大幅增加,进而引发碱性腐蚀。
(二)锅炉给水系统的磷酸盐腐蚀有关研究显示,锅炉给水系统不但要能够对PH值与SiO2的含量进行监测,而且还需要对钠磷比进行监控。
一般情况下需要控制锅炉给水中的钠磷比在2.5-2.8的范围内。
其中钠磷比能够将明炉水中各类磷酸盐的存在形式有效的反映出来。
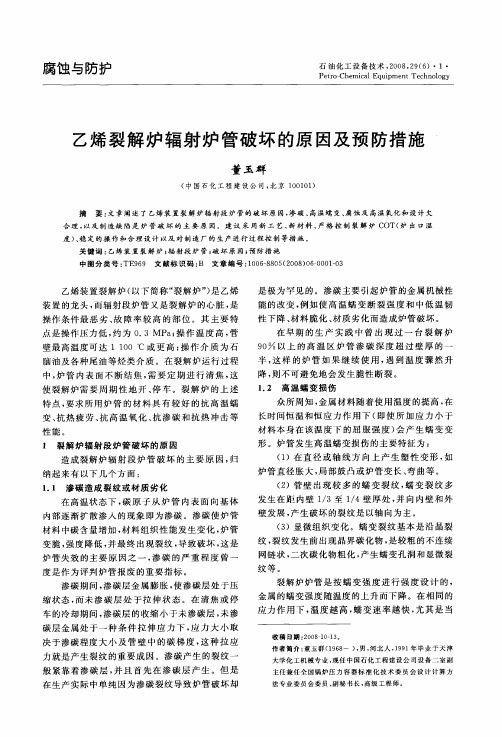
乙烯裂解炉辐射炉管破坏的原因及预防措施
( )显微 组织 变化 。蠕 变 裂纹 基本 是 沿 晶裂 3
纹 , 纹发 生前 出现 晶界 碳化 物 , 裂 是较粗 的不连续 网链 状 , 次碳 化物 粗化 , 生蠕 变孔 洞和 显微裂 二 产
度是 作 为评判 炉 管报 废 的重要 指标 。 渗碳 期 间 , 碳层 金 属膨 胀 , 渗碳 层 处 于压 渗 使 缩状 态 , 而未 渗 碳 层 处 于 拉 伸 状 态 。在 清 焦 或 停
性能。 1 裂解 炉辐 射段 炉 管破坏 的 原 因
在早期 的 生 产 实 践 中 曾 出 现 过 一 台 裂 解 炉 9 以上 的 高 温 区 炉 管 渗 碳 深 度 超 过 壁 厚 的一 0 半 , 样 的炉 管 如 果 继 续使 用 , 到 温 度 骤 然 升 这 遇 降 , 不可 避免 地会 发生 脆性 断裂 。 则
是 极 为 罕见 的。渗 碳主 要 引起 炉 管 的金属 机械性 能 的改变 , 例如 使 高 温 蠕 变 断裂 强 度 和 中低 温韧
性下 降 、 料脆 化 、 材 材质 劣化 而造 成炉 管破 坏 。
装 置 的龙 头 , 而辐 射段 炉 管又 是裂 解炉 的 心脏 , 是
操作 条件 最 恶 劣 、 障 率 较 高 的部 位 。其 主 要 特 故
造成 裂解 炉 辐 射 段 炉 管破 坏 的 主要 原 因 , 归
纳起 来有 以下几个 方 面 : 1 1 渗碳 造 成裂 纹或 材质 劣 化 .
炉管 直径 胀大 , 局部 鼓 凸或炉 管变 长 、 曲等 。 弯
( )管壁 出现 较 多 的蠕 变 裂 纹 , 变裂 纹 多 2 蠕
发 生 在距 内壁 1 3至 1 4壁 厚 处 , 向 内壁 和外 / / 并 壁 发 展 , 生破 坏 的裂纹 是 以轴 向为 主 。 产
影响裂解炉热效率的原因分析及处理方法

温度却达到 10~ 7 尤其是投重油运行至末 6 10o C,
期时 烟气 温度更 高达 20℃左 右 。排 烟 温度 超 高 0
久, 且烟气 温度偏高 导致 高温对 流 一段 炉管 频繁 泄 漏 , 多次非计划停炉 , 重影 响装置 正常运行 。 造成 严
使得热损失严重 , 裂解炉热效率降低 , 导致综合能
处 理 , 响整个 装 置运行 。 影
1 2 分 析仪表 方面 .
( ) 解 炉烟 气 氧 含 量 在 线 分 析仪 指 示 出现 I裂 偏差 、 坏 , 损 由于缺 少备 件 而不 能 得 到及 时 更换 或 校正 , 致裂解 炉运 行水 平 降低 。 导 ( ) 解炉 炉 出 口温度 ( O ) 电偶 、 2裂 CT热 急冷 锅
耗升 高 。
() 4 高压阀门出现泄漏。锅炉给水调节 阀和
高压 蒸汽 注水 阀等 高压 阀 门内漏 及 填料 函外漏 时 有发 生 , 仅造 成能 源 浪 费 , 不 而且 严 重 时需 要停 炉
收 稿 日期 :00— 4— 1 21 0 0。
作者简介 : 饶东 臣, ,9 9年毕业 于吉林 工学 院化学工程 系 男 19
炉 出 口热 电偶 , 出现 偏差 较 大 , 致无 法 更好 地 控 导 制裂 解 深度 , 能 导 致 过 度 裂 解 引 起 炉 管 结 焦 严 可 重 或裂解 深度 不够影 响 目标产 品收 率 。
化) 乙烯装置通过加强 日 常管理、 提高检维修作业
质量 、 实施技 术改造 、 优化 调 整 运行 指 标等 有 效 措 施, 进一 步 提 高 了 裂 解 炉 热 效 率 , 低 了装 置 能 降
高分子材料 和工程专业 , 现从事乙烯 生产技术工作 , 工程师 。
乙烯装置裂解炉热效率影响因素分析及对策实施

Ana l y s i s o n I n lue f nc e Fa c t o r s o f Et hy l e ne Cr a c ki ng Fu r na c e He a t Ef ic f i e n c y a nd Co un t e r me a s ur e s
为 了全面 分析氧 含量及 排 烟温度 与热效 率 的关
系, 截 至到 2 0 1 2 年 9月 , 整理 了最近 4年 的抚顺 乙
烯裂 解炉 实际运 行数 据 ( 取 各年 平均值 )如 表 1 。
第4 2 卷 第 6期
2 0 l 3年 6月
当
代
化
工
C o n t e mp o r a r y C h e mi c a l I n d u s t r y
V o 1 . 4 2.N 0 . 6 J u n e. 2 0 1 3
乙烯装置裂解炉热效 率影响因素分析及对策 实施
乙烯装 置是 石油化 工装 置 的龙 头 ,能耗 占石 化 工 业总 能耗 的三 分之一 以 上 。裂解 炉 是 乙烯 装置 的
关 键设 备 , 能 耗 又 占装 置总 能耗 的 7 0 %~ 8 0 %。 在 裂
左右 为瓶颈 值 ,较 难有 所提 高 ,与 国内同等裂 解炉 热效 率 9 4 %的运行 指标 相 比有 些差距 。
主要 因素进行了分析 ,并提出优化各项参数 。在实际操作中切实可行 裂解炉 ;热效率 ;节能降耗
文献标识码 : A 文章编号 : 1 6 7 1 — 0 4 6 0( 2 0 1 3)0 6 — 0 7 6 6 — 0 4
中图分类号 :T Q 2 2 1 . 2 1 1
op t i mi z e p a r a me t e r s a nd i mp r ov e t he h e a t e ic f i e nc y we r e pu t f o r wa r d. ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
乙烯裂解炉SLE废热锅炉失效原因
作者:孙博张勇杨会刚陈广涛
来源:《当代化工》2017年第04期
摘要:乙烯裂解炉线性套管式换热器内管发生变形失效,通过换热管宏观外貌和微观金属化学组织分析,确定该换热器内管的失效属于局部超温运行高温氧化腐蚀造成的。
建议加强线性套管式换热器的监控,在裂解炉升降温时,尽量提高汽包压力,对汽包和SLE低点进行排放,通过间排排出部分垢污及杂质。
保证SLE底部水质清洁度。
关键词:SLE;形变;超温;氧化腐蚀
中图分类号:TQ 221 文献标识码: A 文章编号: 1671-0460(2017)04-0718-03
Analysis on Failure Reasons of SLE Waste Heat Boiler
in Ethylene Cracking Furnace
SUN Bo, ZHANG Yong, YANG Hui-gang, CHEN Guang-tao
(PetroChina Fushun Petrochemical Company Olefin Plant, Liaoning Fushun 113000,China)
Abstract: The deformation failure of the tube in the linear tube heat exchanger of ethylene cracking furnace happened. According to the analysis of the macroscopic appearance and microstructure of the heat exchange tube, the failure reasons of the inner tube of the heat exchanger were determined as follows: the local over temperature operation and oxidation corrosion. It's pointed out that the monitoring of linear tube type heat exchanger should be strengthened, the steam drum pressure should be increased during the temperature rising and dropping of cracking furnace to improve the emission of steam drum and low SLE, in order to ensure SLE bottom water cleanliness.
Key words: SLE; Deformation; Over temperature; Oxidation corrosion
乙烯废热锅炉是乙烯装置的重要设备,它的主要作用是裂解气在废锅内进行热交换,内管830~840 ℃的裂解气被外管300 ℃的高压水冷却到430~500 ℃,被冷却的裂解气进入急冷油塔,而被加热的高压水变成高压蒸汽,送往压缩区作为裂解气压缩机透平的动力来源[1-3]。
乙烯车间现有8台裂解炉,由S&W公司设计,惠生公司制造,其中3#裂解炉,有8台废锅,每台由11组套管组成,该废热锅炉设计制造由德国BORSIG公司完成。
从2012年装置首次开车,废锅运行性能较好,满足生产运行条件,一直到2016年8月末,发现3#裂解炉废热
锅炉出现8组内管鼓包变形的现象,均为涡流室处内管鼓包,严重影响了正常生产,造成了严重的生产隐患。
通过清焦口用内窥镜对堵塞SLE进行检查,发现8根SLE涡流室下焊口上部处的内管出现不同程度的鼓包。
见图1。
该线性废锅是一种单套管换热器,管内是裂解炉出来的裂解气,管外是高压水。
表1为1-4#裂解炉套管换热器参数。
1 试验与分析
1.1 宏观观察
废锅外管套管切开后,发现此处有腐蚀及沉积现象,从外观判断多为氧化铁沉积。
从发生损伤的线性废锅换热管取样后进行分析,图3是发生损伤的乙烯废锅换热管宏观照片。
可以看出,换热管外表面凹凸不平,出现了较严重的氧化腐蚀,且氧化皮有分层及剥落现象,存在明显的腐蚀凹坑。
腐蚀严重区呈黑褐色,可见明显的壁厚减薄。
经测量,管壁最薄处为6.5 mm,减薄量最大达到2.3 mm。
发生损伤的乙烯废锅换热管管内宏观检查看出,管内壁很光滑,没有明显的结焦,内表面一部分发生了严重变形,出现了鼓包,朝内壁凸起,鼓包最高处达7.6 mm。
因为外压远远大于内压,所以这个内鼓包表明换热管在此处发生了外压局部失稳,但还没有出现破裂。
1.2 材质分析及力学性能测试
由于内管发生变形,怀疑内管材质是否符合标准,所以利用直读光谱仪对样品的材质进行确认,经过比对可见其材质的化学成分符合EN10028对16Mo3的规定。
为了研究材料的力学性能是否满足要求,对换热管未鼓包部位进行取样,进行常温拉伸实验,按GB/T 228《金属材料室温拉伸试验方法》要求进行加工试样和试验。
从中可以看出,材料的力学性能较好,没有下降,说明材料符合标准。
1.3 金相分析
为了进一步分析废热锅炉换热管鼓包的原因,对废锅换热管进行取样,对出现鼓包的内管在鼓包处和未鼓包处各取一个试样点进行金相检测,图4是未出现鼓包换热管的金相照片,可以看出金相组织主要是铁素体+珠光体,有轻微的珠光体球化。
鼓包处换热管的金相组织,可以看出鼓包处已发生了珠光体完全球化和石墨化。
废热锅炉换热管所用材质16Mo3的正常金相组织为铁素体+珠光体的形态,渗碳体组织分布在铁素体中[4]。
在相同的时间条件下,同种材质珠光体球化程度主要由温度决定,温度越高则球化程度越严重。
从金相分析结果可见,废热锅炉换热管未鼓包处出现了轻微的珠光体球化,说明该处出现了超温现象,但超温不是很严重。
鼓包处的金相组织中珠光体已经完全球化并出现石墨化,说明该部位超温严重。
2 锅炉给水水质分析
2014年整年锅炉给水溶解氧长期处于超标状态,汽包在有氧高温环境下运行,极易发生氧化腐蚀。
3 综合分析
(1)此处水流方向急剧改变,致使蒸汽与水无法有效分离,盐类在此浓缩、沉积,易发生腐蚀问题,腐蚀产物的沉积,进一步加剧腐蚀、沉积,造成局部过热[5]。
(2)锅炉给水入口方箱头底部属死区,未设计底部排污,假如汽包内有微量不溶物和累积铁份就会在死区形成沉积并结垢。
(3)16Mo3材质最高允许使用温度为530 ℃,可以从工艺上满足要求,但在超温的情况下,材质的安全裕度不足,抗异常升温能力较差。
有研究结果表明,16Mo3钢及其相类似的钼钢组织稳定性不够好,如长期在500~550 ℃温度范围内使用,有珠光体球化和石墨化倾向。
4 结论
综上分析所述,废热锅炉下管箱出现鼓包现象主要原因是2014年锅炉给水溶解氧长期超标产生氧化腐蚀,裂解炉在升降温过程、原料切换、热负荷波动较大时水侧垢污脱落,垢物沉积,又因水侧方向头未设置排污阀垢物无法及时排出,而SLE集合管排放倒淋又不能排出涡流室内的垢物,造成垢物在方箱头内沉积,导致SLE内管局部过热超温,内管材质金相组织珠光体已经完全球化并出现石墨化,降低了内管的刚性,在水侧高压作用下出现内管内凹。
5 建议
(1)定期对汽包和废热锅炉进行间断排污,防止垢物在涡流室内累积堵塞,换热不均匀,内管局部过热造成鼓包变形。
(2)在废热锅炉内管制造选材上考虑更换金属材料,选用耐温更高的材质,提高抵抗异常温升的能力。
(3)加强炉水指标监控,确保炉水指标合格,减少水垢产生。
参考文献:
[1]古大田,方子风.废热锅炉[M].北京:化学工业出版社, 2012.
[2]李蓉蓉.双套管废热锅炉失效机理分析[J].压力容器,2008, 25(12):33-37.
[3] 姚子荣,康龙. 裂解炉SLE急冷器失效分析[J]. 石油化工应用,2010,29(8):85-89.
[4]魏冬. 乙烯裂解炉废热锅炉集束管失效原因分析与改进[J].中国设备工程,2010(10):53-55.
[5]孙国豪.乙烯裂解炉性能及失效分析研究[D].大连:大连理工大学,2001.。