锡青铜带企业标准
涂锡铜带检验标准

涂锡带检验标准
1. 功能介绍
涂锡带由无氧铜剪切拉拔或轧制而成,所有外表面都有热度途层。
涂锡带用于太阳能组件生产时太阳能电池片的串焊接和汇流焊接,要求涂锡带具有较高的焊接操作性及牢固性。
2. 质量要求及来料检验
选用GB/T2059-2000标准TU1无氧铜带。
1) 外观检验:抽检涂锡带表面光滑,色泽发亮,边部不能有毛刺,
2) 厚度(mm):0.01≤单面≤0.045
3) 电阻率(标准)≤0.01725Ω•mm2/m
4) 抗拉强度σb(Mpa)(软)≥196;抗拉强度σb(Mpa)(半硬)≥245
5) 伸长率δ10(%)(软)≥30; 伸长率δ10(%)(半硬)≥8
6) 成品体积电阻系数:(2.02±0.08)×10-8m•Ω
7) 涂层融化温度:≤245℃
8) 侧边弯曲度:每米长度自中心处测量不超过1.5mm
9)应具有增功率现象
10)使用寿命≥25年
3. 检验规则
按厂家出厂批号进行样品抽检,第2章内容全检,有一项不符合检验要求,对该批号产品进行再次样品抽检,如果仍有不符合第2章3)﹑6)﹑8)相关检验要求的,判定该批次为不合格来料.。
铸锡青铜标准
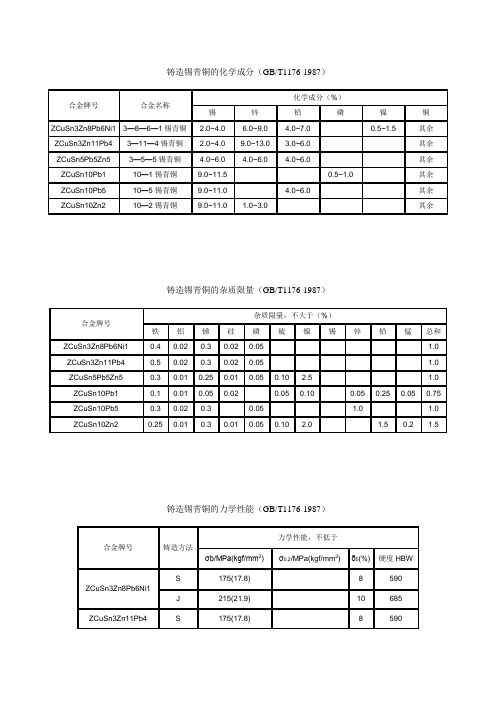
ZCuPb20Sn5 20-5 铅青铜 4.0~6.0 — 18.0~23.0
0.25 0.01 0.75 0.01 0.10 0.10 — — 2.5 — 2.0 0.2 1.0
ZCuPb30
30 铅青铜
—
— 27.0~33.0
0.50 0.01 0.2 0.02 0.08 — 0.10 0.005 — 1.0 — 0.3 1.0
0.05 0.10 0.01 0.01
0.1 0.5 0.3
0.75
铸造铝青铜的力学性能(GB/T1176-1987)
合金牌号
铸造方法 σb/MPa(kgf/mm2)
力学性能,不低于 σ0.2/MPa(kgf/mm2) δ5(%) 硬度 HBW
S ZCuAl8Mn13Fe3
J
600(61.2) 650(66.3)
好,可以焊接,不易钎焊,大型铸件自 如轴套、螺母、蜗轮以及 250℃以下工
700℃空冷可以防止变脆
作的管配件
具有高的力学性能和耐磨性,可热处
理,高温下耐蚀性和抗氧化性能好,在 要求强度高,耐磨,耐蚀的零件,如,
ZCuAl10Fe3Mn2 大气、淡水和海水中耐蚀性好,可以焊 齿轮,轴承、衬套、管嘴、以及耐热管
以焊接,不易钎焊
有很高的化学性能,在大气、淡水和海 要求强度高耐腐蚀的重要铸件,如船
水中均有良好的耐蚀性,腐蚀疲劳强度 舶螺旋桨,高压阀体,泵体,以及耐 ZCuAl8Mn13Fe3Ni2
高,铸造性能好,合金组织致密,气密 压、耐磨零件,如蜗轮、齿轮、法兰、
性好,可以焊接,不易钎焊
衬套等
ZCuAl9Mn2
90(9.2) 100(10.2) 130(13.3) 170(17.3) 170(17.3) 170(17.3)
铜材标准

国家标准GB/T 2059-2008 铜及铜合金带材前言本标准修改采用了日本工业标准JIS H3100-2006《铜及铜合金薄板、厚板和带材》和JIS H3110-2006《磷青铜和镍银合金薄板、厚板和带材》,参照采用了欧盟标准BS EN 1652:1998《铜及铜合金——一般用途的厚板、薄板、带和圆形材》,并结合市场需求进行的修订。
本标准代替GB/T 2059-2000《铜及铜合金带材》、GB/T 2067-1980《锡锌铅青铜带》、GB/T 2069-1980《铝白铜(BA16-1.5、BA1 13-3)带》、GB/T 11089-1989《专用铅黄铜带》和GB/T 15714-1995《焊接管用H65黄铜带》。
本标准与GB/T 2059-2000、GB/T 2067-1980、GB/T 2069-1980、GB/T 11089-1989和GB/T 15714-1995相比,主要变化如下:——增加了H63、H85、QSn8-0.3和BZn18-17四个牌号。
并采用JIS H3100-2006标准的C2300牌号和EN标准的CuZn15牌号规定了H85的力学性能;采用JIS H3110-2006标准的C5212规定了QSn8-0.3的力学性能;采用JIS H3110-2006标准的C7521规定了BZn18-17的化学成分和力学性能;——纯铜类增加了特硬(T)状态,并相应修改了硬(Y)状态的力学性能;——H70、H68、H65和QSn6.5-0.1增加了弹硬(TY)状态,并采用JIS H3100-2006和JIS H3110-2006标准修改了抗拉强度值;——将带材的可供厚度下限由“0.05mm”改为“大于0.15mm”,纯铜、普通黄铜类0.5mm~3.0mm厚度的带材宽度上限由“1000mm”扩大到“1200mm”;——外形尺寸允许偏差统一按GB/T17793的规定;——硬度试验由选作供参考项目改为常规检验项目,并规定“拉伸试验、硬度试验任选其一,未作特别说明时,提供拉伸试验”;——拉伸试验的可测厚度由不小于“0.3mm”改为不小于“0.2mm和0.15mm”,并删除了硬度试验的厚度规定(既所有规格均可进行试验);——将TU1、TU2的力学性能与其它紫铜类合并为一档;——对纯铜类、H70、H68、H65、H62和QSn6.5-0.1的硬度范围适当减缩,并规定了相应软态硬度上限;——HPb59-1特硬(T)状态的抗拉强度由按厚度分档规定统一为不小于590 N/mm2;——删除了杯突试验的选作规定;——删除了无氧铜带进行含氧量金相法测定的规定。
铸造锡青铜标准

铸造锡青铜的标准通常包括有关成分、性能和加工工艺的要求。
以下是一般而言可能涉及的一些标准元素:
1. 化学成分标准:标准将规定锡青铜中各元素的允许范围,包括铜、锡、锌等。
例如,ASTM B30/B30M-18 是美国ASTM国际标准,涵盖了青铜铸件的化学成分要求。
2. 机械性能标准:这些标准规定了锡青铜在不同条件下的力学性能,如抗拉强度、屈服强度、延伸率等。
ASTM B584-18 就是一个例子,其中包括了各种不同等级铜合金的机械性能规定。
3. 热处理标准:如果铜合金需要经过热处理,标准会明确热处理的条件和过程。
这可能包括退火、正火等。
4. 铸造工艺标准:标准还可能包括有关铸造工艺的规定,如铸造温度、浇注方式、模具要求等。
这些要求有助于确保生产出合格的铜合金铸件。
5. 非破坏性检测标准:为了确保铜合金铸件的质量,标准通常会包括有关非破坏性检测方法的规定,如X射线检测、超声波检测等。
07.03-镀锡铜带检验标准新格式定稿
皇明太阳能集团有限公司企业标准镀锡铜带(互连条、汇流带)检验要求皇明太阳能集团有限公司技术委员会发布前言本标准是对皇明集团企业标准HM/ZY-J-JS-07.03-2007《镀锡铜带(互连条、汇流带)检验要求》的修订。
主要变化内容是:明确了镀锡铜带的储存环境,并对抽检方案进行了修订。
本标准应用部门:光电外检、检测中心、采购处、技术开发部。
本标准由皇明太阳能集团有限公司技术委员会提出。
本标准由皇明太阳能集团有限公司技术开发部光电光伏开发室负责起草。
本标准主要起草人:陈世华。
镀锡铜带(互连条、汇流带)检验要求1 范围本标准规定了镀锡铜带(互连条、汇流带)的技术要求、试验方法及检验规则、标志包装和贮存运输。
本标准适用于镀锡铜带的进货检验。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 14164-2005 石油天然气输送管用热轧宽钢带3 技术要求3.1 外观镀锡铜带涂层表面平整光亮,镀锡细密牢固,厚度均匀,无流挂,无漏铜,边缘整齐,无毛刺。
3.2 结构尺寸宽度、厚度要与厂家提供的标称值一致,宽度偏差范围为±0.1mm,厚度偏差范围为±0.02mm。
3.3 镰刀弯测定值应不大于6mm。
3.4电阻率电阻率≤0.026Ω·mm2/m。
4 试验方法4.1 外观在自然光下目测,符合3.1的要求。
4.2 结构尺寸用相应精度等级的游标卡尺或千分尺测量,符合3.2的要求。
4.3 镰刀弯取1000mm焊带,置于平板上,一端压紧固定,在另一端加200g张力拉平后压紧端部,用1m长直尺紧靠焊带凹侧边,用游标卡尺测量直尺到焊带凹侧边的最大距离,符合3.3的要求。
4.4 电阻率用低电阻测试仪测试,满足3.4的要求。
涂锡铜带
露铜 copper exposed
涂锡铜带表面没有涂上钎料,目视可以看到露出的铜基材。
3.3
互连带connect ribbon
焊接于电池片主栅线上的涂锡铜带,一般宽度≤2.5mm。
3.4
汇流带buss ribbon
焊接于互连带并引出太阳能组件至接线盒的涂锡铜带,一般宽度>2.5mm。
3.5
镰刀弯Meandering
1
《涂锡铜带》是以锡铅钎料或无铅钎料为涂敷材料,以铜为基体材料制成的,产品主要用于晶体硅太阳能电池组件的导电连接,同时适用于印刷电脑板以及其它电池电子的导线连接。因目前尚无相应的国家或行业标准,为更好地适宜市场的需求,适应经济发展的需要,根据《中华人民共和国标准化法》的规定,特制定本标准,作为组织生产和产品质量检验的依据。
涂锡铜带两侧边的不平直度。
4 产品分类
4.1 按用途分类
涂锡铜带可分为互连带和汇流带两种。
4.2按涂层化学成份分类
涂锡铜带可分为含铅铜带和无铅铜带两种。
5 技术要求
5.1 化学成分
5.1.1用作涂层材料的钎料成分应符合GB/T3131-2001及GB/T 20422-2006的规定。
5.1.2用作基体的材料为软质紫铜,牌号TUV。
5.11 铜基材的硬度
铜基材的硬度应符合表1的规定。
6 试验方法
6.1 化学成分
6.1.1涂层的化学成分分析按GB/T10574.1~13-2003的规定进行。
6.1.2铜基材的化学成分分析按GB/T 5121.1~27-2008的规定进行。
6.2 外形尺寸
外形尺寸测量按GB/T15077-2008的规定进行。(用分度为0.01mm的数显卡尺测量涂锡铜带的宽度,用分度为0.001mm的数显千分尺测量涂锡铜带的厚度。)
CuSn6锡青铜板执板棒带执行标准
CuSn6锡青铜板棒带材质名称:CW452KCuSn6是磷锡青铜,有高的强度.弹性.耐磨性和抗磁性,在热态和冷态下压力加工性良好,对电火花有较高的抗燃性,可焊接和纤焊,可加工性好,在大气和淡水中耐蚀。
材料名称:CuSn6锡青铜标准:(GB/T 2059-2000)CuSn6锡磷青铜特性及适用范围:磷锡青铜,有高的强度.弹性.耐磨性和抗磁性,在热态和冷态下压力加工性良好,对电火花有较高的抗燃性,可焊接和纤焊,可加工性好,在大气和淡水中耐蚀。
除用作弹簧和耐磨零件外,主要用于造纸工业制作耐磨的铜网和单位负荷<981Mpa,圆周速度<3m/s的条件下工作的零件CuSn6化学成分:Sn:5.5-7.0P:0.01-0.35Zn:0.30Ni:0.30Fe:0.1Pb:0.05Al:0.002杂质:0.1Cu:余量力学性能:抗拉强度 (σb/MPa):≥290伸长率 (δ10/%):≥40注:带材的力学性能试样尺寸:厚度≥0.15 [1]热处理规范:热加工温度750~780℃;退火温度600~650℃。
铜合金计算方式铜板重量(公斤)=0.0000089×厚×宽×长度铜管重量(公斤)=0.0000089×壁厚×(外径-壁厚)×长度铜棒重量计算公式(公斤)=0.0000089 ×半径×半径×长度我公司主营铜合金、铜板、铜棒、铜锻件、铜管、铜套、铜法兰、铜环件及其铜配件。
现货供应规格?铜板厚度:0.8 1.0 1.5 2.0 2.5 3.0 4.0 5.0 6.0 8.0 10 12 15 16 20---250mm铜带厚度:0.15 0.2 0.25 0.3 0.4 0.5 0.6 0.8 1.0 1.2 1.5 1.6 2.0mm铜棒直径:∮2.0 3.0 4.0 5.0 6.0 8.0 10 12 16 18 20 25 30 35 38 40--315mm铜线线径:0.1 0.15 0.2 0.3 0.4 0.5 0.6 0.8 1.0 1.2 1.3 1.4 1.5 1.6 1.8 2.0 3.0 4.0mm铜管口径:按客户需求定制定做各种规格尺寸等以上常规规格均匀现货,特殊尺寸均可按要求订做!当您有项目要采购材料的时候,且对我公司产品有兴趣,欢迎您对我公司进行询价,为了保证所询价格准确合理,请您务必提供下述技术要求:1. 交货状态:锻造、铸态、退火态、固溶态、时效态;2. 外观状态:黑皮态、车光态、磨光态、酸洗态;3. 尺寸规格:公称尺寸、公差范围、定尺、不定尺、标准尺寸;4. 质量标准:国标、ASTM、ASME、JIS、JS、DIN、其它;5. 订货量;6. 交货期。
铸造锡青铜标准
铸造锡青铜标准铸造锡青铜标准是指在铜锡合金铸造过程中,为确保产品质量和工艺需求,制定的一套规范与要求。
下面将从标准的背景、主要内容和应用等方面探讨铸造锡青铜标准。
一、标准的背景铸造锡青铜是一种古老的铸造工艺,具有良好的耐磨、耐蚀、导热性能以及优异的机械性能等特点,广泛应用于工业生产中的轴承、阀门、装饰品等领域。
为了推动标准化,提高产品质量和工艺水平,保证产品的可靠性和安全性,人们逐渐制定了铸造锡青铜标准。
二、标准的主要内容1.原材料要求:规定了铜和锡的纯度要求、物理性能指标以及化学成分的配比范围等。
铜和锡的纯度与合金配比对产品的性能有较大影响,合理的铜锡比例可以保证产品的力学性能和抗腐蚀性能。
2.铸造工艺要求:包括熔炼工艺、铸型制备、浇注温度和时间控制、砂型制备、铸罩设计、铸造温度曲线等。
这些要求涉及到铸造过程中的温度、时间、压力等参数,旨在保证产品成型、结构均匀和减少缺陷。
3.机械性能要求:包括抗拉强度、屈服强度、延伸率、硬度等力学性能指标,通过这些指标来评价产品的强度、韧性和硬度等。
4.抗腐蚀性能要求:对产品在不同环境条件下的耐蚀性能进行要求,如耐酸、耐碱、耐盐水等。
不同的工业领域对铸造锡青铜产品的耐蚀性要求不同,标准需要根据实际应用场景来制定对应的要求。
5.尺寸和表面质量要求:主要包括产品的尺寸、表面光洁度、缺陷等要求。
这些要求涉及到产品的外观和精度,尺寸要求严格控制才能保证产品与配件的互换性、连接性和可靠性。
三、标准的应用铸造锡青铜标准主要应用于生产领域,特别是涉及到铸造工艺的工业制造过程中。
通过标准的制定和指导,生产企业可以更加规范地操作铸造工艺,确保产品的质量和性能达到预期要求。
同时,标准可以被铸造行业内的不同企业广泛采用,提高产品的互换性和可靠性,推动铸造锡青铜行业的发展。
此外,标准的制定还可以为生产企业提供技术参考和交流平台,促进行业之间的交流与合作。
综上所述,铸造锡青铜标准对于推动行业的发展、提高产品质量和工艺水平具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q/RXDZ 0604-2009
编制: 日期:
审核:日期:
会签:日期:
批准:日期:
2009-06-30发布 2009-07-10实施黄山市瑞兴汽车电子有限公司发布
1范围
本标准规定了锡青铜带(QSn6.5-0.1 Y/,QSn6.5-0.1 Y2)的技术要求、化学成分、检验规则、标志、包装、运输及贮存。
2规范性引用文件
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB2066—89 锡青铜带材料技术要求
GB5233—85 加工青铜化学成分
GB8888 铜带标志、包装、运输
3概述
3.1 规格
—带QSn6.5-0.1 Y2
—带QSn6.5-0.1 Y
3.2 制造:冷冲压。
4 技术要求
4.1 表面质量
4.1.1 带材的表面应光滑、清洁;不应有分层、裂缝、起皮、气泡、压折和夹杂。
4.1.2 带材的表面允许有轻微的、局部的、不使带材厚度超出允许偏差的划伤、斑点、凹坑、压入物
和辊印等缺陷。
4.1.3 带材的表面轻微的发红、发暗、氧化色以及局部的油迹、水迹、不作报废依据。
4.2 力学性能(GB2066—89)应符合表1的规定
4.3 化学成分(GB5233—85)应符合表2的规定
4.4 尺寸(厚度)允许偏差应符合表3的规定(GB2066—89)
注:1.当图纸未注明厚度偏差时,按较高级检验。
2.当要求正偏差或负偏差时,其值为表中数值的2倍。
5 检验规则
5.1 组批
锡青铜带检验以批为单位,以同一原料、同一配方、同一工艺生产的青铜带为一批。
5.2 供应商检验分类
检验分为出厂检验和型式检验。
5.2.1出厂检验(批量供货)按下列项目逐批检验:表面质量、力学性能和厚度。
5.2.2型式检验(按外购外协件认可程序)为技术要求中规定的全部项目。
5.3 判定规则
到货后来料检验员凭供应商的出厂检验报告(质量证明书)对每卷铜带的表面质量及厚度进行抽检:取首端0.5m以上,其厚度偏差检测取5点以上(均匀分布)。
若以上检验结果有不符合本标准要求时,
则判该批产品为不合格品。
5.4 仲裁检验
当供需双方对产品质量发生异议时,可由供需双方协商解决或由供需双方商定的法定质量检验结构进行仲裁检验。
6标志、包装、运输、贮存
6.1 标志、包装、运输按GB8888的规定进行。
6.2 贮存
产品贮存在干燥和无腐蚀性气氛的库房内,供方保证自出厂日起六个月内不发生锈蚀。
6.3 质量证明书
每批产品应附有与本批相符的质量证明书,其上注明:
a) 产品名称及商标;
b) 生产企业名称;
c) 执行产品标准编号;
d) 生产日期或生产编号;
e) 净重;
f) 产品质量检验合格证。