常见五金材料特性共19页
常见五金材料特性
8.鈦合金板材 一﹑合金特性 (1)純鈦的比重4.5g/cm3與鍍鋅鋼板比較﹐ 比強度(強度/比重)高﹒ ( 2) 尺寸熱穩定性好.不易導熱(好),無磁性 ( 好 )﹒ ( 3) 純鈦有高延展性﹐強度相對較低﹐沖 壓性好﹐縱向拉延性好﹐橫向稍差零件成 形后回彈較大﹐屈服/抗拉強度之比較大﹐即 塑性變形範圍較小﹒
磨耗: 連續式
壓鑄鋁合金:
优點:1.耐蝕性好,耐磨性好; 2.導熱性好,導電性好; 缺點:1.Al-Si易粘模,腐蝕坩堝;
2.體收縮大,易產生縮孔.
金屬室測試儀器-硬度/拉伸
洛 氏 硬 度 計 維 氏 硬 度 計
拉 伸 機
精 密 荷 重 機
表面性質測試
兩用膜厚儀
分辯率: 0.1μm 精度1%
耐磨耗儀
荷重: 275/175/55g
(4)冷作硬化傾向較大(可考慮工序間退火 和零件最終消除殘餘應力)﹒ ( 5) 對切痕和表面缺陷較敏感﹒ (6) 耐蝕性好﹐表層有很穩定和高結合力 氧化膜﹒當暴露出新鮮金屬時﹐這層氧化 膜自發而迅速生成﹒
9.壓鑄鎂合金1
利用高壓強制將金屬溶液壓入形狀復雜的金屬模內 的一种精密鑄造方法.呎寸公差小;表面精度高;較 其它鑄件強度高;批量生產,節省成本.缺點:重金屬 不能壓鑄;設備投資大;鑄件皮下气孔多,氣密性差.
1﹒性能代碼 SPCC-商用性能 SPCD-拉伸性能 SPCE-深拉伸性能 2﹒狀態級別 A-退火 S-標準狀態 3﹒表面加工 D-毛面處理 ,用机械或化學方式﹐使表面 軋制拉毛﹐產生無光澤﹒
5﹒鋁合金板材 一﹒概述 選定純鋁1100﹑防鏽鋁合金(3003﹑5052)﹑ 硬鋁2024﹑鍛鋁6061﹑超硬鋁7075共七個牌 號的薄板和厚板﹒ 二﹑各合金系列特性 1)耐蝕性﹑陽极化處理﹑表面處理﹑塗裝性 陽极化處理可生產不同色澤﹑硬度之皮膜﹒ (2) 強度﹑切削性 (3)成形性: 強度越高越差﹒
常用五金材料的性能
一一一金属材料SPCC 一般用钢板,表面需电镀或涂装处理SECC 镀锌钢板,表面已做烙酸盐处理及防指纹处理SUS 301 弹性不锈钢SUS304 不锈钢镀锌钢板表面的化学组成------基材(钢铁),镀锌层或镀镍锌合金层,烙酸盐层和有机化学薄膜层.有机化学薄膜层能表面抗指纹和白锈,抗腐蚀及有较佳的烤漆性.SECC的镀锌方法热浸镀锌法:连续镀锌法(成卷的钢板连续浸在溶解有锌的镀槽中板片镀锌法(剪切好的钢板浸在镀槽中,镀好后会有锌花.电镀法: 电化学电镀,镀槽中有硫酸锌溶液,以锌为阳极,原材质钢板为阴极.1-2产品种类介绍1.品名介绍材料规格后处理镀层厚度S A B C*D*ES for SteelA:EG (Electro Galvanized Steel)电气镀锌钢板---电镀锌一般通称JIS镀纯锌EG SECC(1)铅和镍合金合金EG SECC(2)GI (Galvanized Steel) 溶融镀锌钢板------热浸镀锌非合金化GI,LG SGCC(3)铅和镍合金GA,ALLOY SGCC (4)裸露处耐蚀性2>3>4>1熔接性2>4>1>3涂漆性4>2>1>3加工性1>2>3>4B: 所使用的底材C (Cold rolled) : 冷轧H(Hot rolled):热轧C:底材的种类C:一般用D:抽模用E:深抽用H:一般硬质用D:后处理M: 无处理C:普通烙酸处理---耐蚀性良好,颜色白色化D:厚烙酸处理---耐蚀性更好,颜色黄色化P:磷酸处理---涂装性良好U:有机耐指纹树脂处理(普通烙酸处理)--- ---耐蚀性良好,颜色白色化,耐指纹性很好A:有机耐指纹树脂处理(厚烙酸处理)---颜色黄色化,耐蚀性更好FX:无机耐指纹树脂处理---导电性FS:润滑性树脂处理---免用冲床油E:镀层厚1-4物理特性膜厚---含镀锌层,烙酸盐层及有机化学薄膜层,最小之膜厚需0.00356mm以上. 测试方法有磁性测试(ASTM B499), 电量分析(ASTM B504), 显微镜观察(ASTM B487)表面抗电阻---一般应该小于0.1欧姆/平方公分.1-5盐雾试验----试片尺寸100mmX150mmX1.2mm, 试片需冲整捆或整叠铁材中取下,必须在镀烙酸盐后24小时,但不可超过72小时才可以用于测试,使用5%的盐水,用含盐的水汽充满箱子,试片垂直倒挂在箱子中48小时。
(八)常_五金材料和塑_材料的特性及_用

第一章五金材料基礎知識
1、五金:通常指金、銀、銅、鐵、錫五種屬。
2、金屬材料特性:
2.1具有可塑性:能産生永久變形而不裂的能力
2.2具有硬度性:在靜電載荷作用下抵抗變形和斷裂的能力。
2.3具有導電性:傳導電流的特性。
第二章注塑廠
一、配色:
1.1.顔色的組合
各種顔色都由紅、黃、藍組成,故稱此三色爲三原色,原色每雙雙組合得到間色,間色每雙雙組合爲再間色。
1.2. 配色:利用三原色(紅色、黃色、藍色)原理,將補色粉、鈦白粉、滑石粉等充分混合,配製成符合顔色要求的色粉的過程。
13.配色時應瞭解各原料使用狀況,嚴格依BOM表要求,低等級原料不可代替高等級原料,如:用PPY101不可代用AW564H。
三、成型/修邊﹕
1、注塑成型常見主要不良:色差、縮水、流紋、異色、頂針痕、變形等。
2、成型時各原料須依標準要求進行烘乾。
三、網印
1、網印:指採用絲網製成的版在承印物上進行作業,將所需要的文字,圖案印刷在承印物上的過
程。
2、印刷作業四要點:壓力、速度、角度、稀濃度
3、影響印刷作業因素:刮板的硬度、網版的目數、油墨顆粒大小。
4、常見主要不良:漏印、線條不清晰、斷線、模糊等。
四﹑用油墨與注塑材質基本對應關係。
五﹑油墨附著力測試要求﹕810膠帶測試,75%酒精測試﹐沙拉脫測試,拇指測試,溫水測試﹐汽油測試﹑正己烷溶液測試等。
六﹑塑膠材質部品品質的方法﹕烘烤試驗﹑冷熱沖擊試驗﹑老化試驗﹑異常試驗﹑耐沖擊強度試驗﹑單體落地試驗﹑(跌落試驗﹑信賴性試驗﹑長期壽命試驗。
適用於整機上)。
五金材料说明
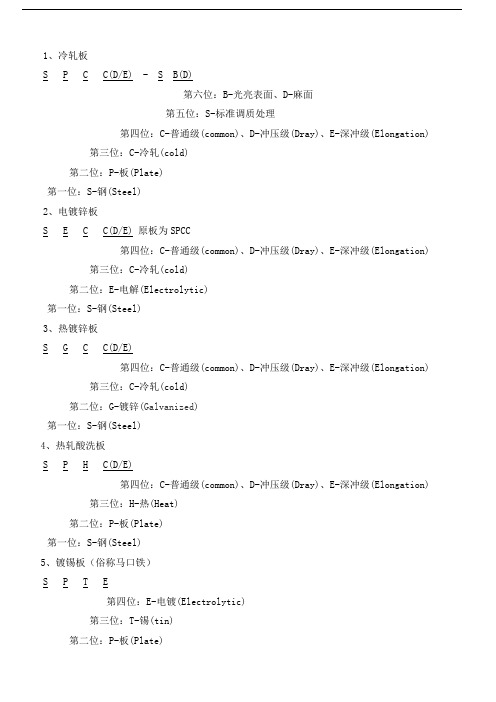
1、冷轧板S P C C(D/E) - S B(D)第六位:B-光亮表面、D-麻面第五位:S-标准调质处理第四位:C-普通级(common)、D-冲压级(Dray)、E-深冲级(Elongation) 第三位:C-冷轧(cold)第二位:P-板(Plate)第一位:S-钢(Steel)2、电镀锌板S E C C(D/E) 原板为SPCC第四位:C-普通级(common)、D-冲压级(Dray)、E-深冲级(Elongation) 第三位:C-冷轧(cold)第二位:E-电解(Electrolytic)第一位:S-钢(Steel)3、热镀锌板S G C C(D/E)第四位:C-普通级(common)、D-冲压级(Dray)、E-深冲级(Elongation) 第三位:C-冷轧(cold)第二位:G-镀锌(Galvanized)第一位:S-钢(Steel)4、热轧酸洗板S P H C(D/E)第四位:C-普通级(common)、D-冲压级(Dray)、E-深冲级(Elongation) 第三位:H-热(Heat)第二位:P-板(Plate)第一位:S-钢(Steel)5、镀锡板(俗称马口铁)S P T E第四位:E-电镀(Electrolytic)第三位:T-锡(tin)第二位:P-板(Plate)第一位:S-钢(Steel)6、东洋钢板:SILVER TOP HE-71(青黄色)SILVER TOP ZE-36或-38(灰色)7、合金铝AL代号含义:第一数字:1***:纯铝2***:Al-Gu系合金3***:Al-Mn系合金4***:Al-Si系合金5***:Al-Mg系合金6***:Al-Mg-Si系合金7***:Al-Zn-Mg系合金8***:除以上以外的系合金第二数字:①以0-9分别代表,0代表基本合金,1-9代表各种改良合金或再生合金。
②纯铝时0,表示对于不纯物并无特别限制;1-9表示一种以上的不纯物有特别规定第三、四数字:①纯铝时以纯度的小数点后二位表示;②合金以日美铝规格称呼。
常用五金与塑胶的材料特性
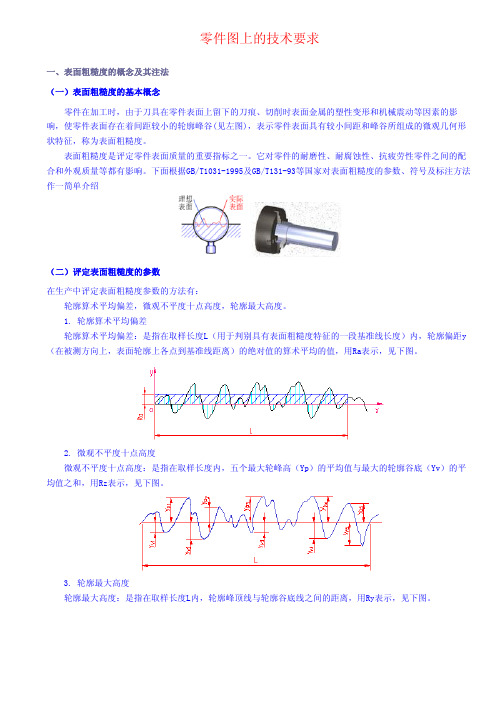
零件图上的技术要求一、表面粗糙度的概念及其注法(一)表面粗糙度的基本概念零件在加工时,由于刀具在零件表面上留下的刀痕、切削时表面金属的塑性变形和机械震动等因素的影响,使零件表面存在着间距较小的轮廓峰谷(见左图),表示零件表面具有较小间距和峰谷所组成的微观几何形状特征,称为表面粗糙度。
表面粗糙度是评定零件表面质量的重要指标之一。
它对零件的耐磨性、耐腐蚀性、抗疲劳性零件之间的配合和外观质量等都有影响。
下面根据GB/T1031-1995及GB/T131-93等国家对表面粗糙度的参数、符号及标注方法作一简单介绍(二)评定表面粗糙度的参数在生产中评定表面粗糙度参数的方法有:轮廓算术平均偏差,微观不平度十点高度,轮廓最大高度。
1. 轮廓算术平均偏差轮廓算术平均偏差:是指在取样长度L(用于判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距y (在被测方向上,表面轮廓上各点到基准线距离)的绝对值的算术平均的值,用Ra表示,见下图。
2. 微观不平度十点高度微观不平度十点高度:是指在取样长度内,五个最大轮峰高(Yp)的平均值与最大的轮廓谷底(Yv)的平均值之和,用Rz表示,见下图。
3. 轮廓最大高度轮廓最大高度:是指在取样长度L内,轮廓峰顶线与轮廓谷底线之间的距离,用Ry表示,见下图。
轮廓算术平均偏差是最常用的评定指标,下面以轮廓算术平均偏差为主,介绍表面粗糙度的有关内容。
1. 轮廓算术平均偏差参数值见下表所列2.零件表面粗糙度参数值的选用零件表面粗糙度参数值的选用,既要满足零件表面功能的要求,又要考虑经济的合理性。
零件的表面越光滑,参数值越小,反之就越大。
所以在满足使用的前提下,应尽量选用较大的表面粗糙度参数值,以降低成本。
具体选用时,可参照生产中实例,用类比法确定。
选则的一般原则:a 优先采用第一系列。
b 根据零件与零件的接触状况,配合要求,相对运动速度等来选定。
一般来说:工作表面比非工作表面参数值小,运动表面比静止表面参数值小。
常用五金材料

常用五金材料一:镀锌钢材:母材SPCC,低碳钢,普通铁板,易冲压成型,易氧化热浸镀锌钢材(GI)与电镀锌钢材(EG/SECC)的比较:Z—无锌花(M细小锌花)S—调质处理(B亮面调质处理)F—耐指纹处理(C铬酸盐处理)X—不涂油SPCC—冷轧碳素钢:S(材质)P(形状用途)C(加工方法)C(级别)S—stell钢,F—ferrym铁P—(plate)板,T—(tube)管,K--(kogu)工具,U—特殊,W—线,C—铸件,F—锻件C—(cold)冷轧,H—(hold)热轧C—普通,D—拉伸,E—深拉伸二:马口铁(SPTE),镀锡低碳钢SECC—断面及折痕容易生锈SPTE—非磁性材料,但冲压加工次数多,磁性强。
遮蔽磁干扰及冲制少零件。
表面镀锡可直接焊接。
三:不锈钢Cr系(400系列)、Cr-Ni系(300系列)、Cr-Mn-Ni(200系列)、耐热铬合金钢(500系列)及析出硬化系(600系列)。
301:延展性好,用于成型产品。
抗磨性和疲劳强度优于304。
耐蚀性差。
弹性好。
通过冷变形加工可使钢的强度、硬度提高。
焊接性好。
广泛用于防EMI上,弹性体上。
304:耐腐蚀性,耐热性,机械性能优秀,热处理后不硬化,无磁性。
较没弹性。
有2B面AB面(雾面与镜面)316:添加Mo,耐蚀性比304更好,高温强度好,可在苛酷条件下使用。
加工硬化优无磁性。
四:铝及铝合金常用铝材的介绍1、电泳铝型材:1.极强的耐蚀性:表面抗腐性能极高,能有效地防止酸,碱.盐侵蚀.是防健筑灰浆腐蚀最好的品种.2.满意的性能寿命,即使在苛刻.恶劣环境下装饰使用,也能确保50年寿命以上不腐蚀.不老化.不褪色.不脱落.3.手感光滑细腻,外观鲜艳亮丽.富丽堂皇.,多种颜色可供选择。
4.漆膜硬度高.可耐3H以上铝笔硬度画刻。
2、氧化铝材:把基材作为阳极,置于电解液中进行电解,人为地在基材表面形成一层具有保护性的氧化膜从而形成了氧化铝材。
氧化铝材主要特点:1、具有很强的耐磨性、耐候、耐蚀性。
常用金属材料及特性
A.A
统
材料特性之概要
用途例
1060 1060
1085 1085
1
1080 1080
0 0 0 系
纯 铝 系
1070 1050 1N30
1070 1050 ─
列
1100 1100
1200 1200
1N00 -
作为导电材料IACS保证61%,需要强度时使用6061 电线
成形性、表面处理性良好,在铝合金中其耐蚀性最 日用品、铝板、照明器具、反射板、装饰
设备中心专业知识系列教材(一)
(3)铝铜镁合金 (2000 系列)
2011 2011
2014 2014 2017 2017 2024 2024
2117 2117
2 0 0 0 系
AL x Cu 系
2018 2218
2618
2018 2218
2618
列
2219 2219
2025 2025
快削合金,切削性好强度也高。但耐蚀性不佳。要 求耐蚀性时,使用6062系合金
常用材料:(参考 misumi)
第10页/共25页
四、常用的模具钢:
设备中心专业知识系列教材(一)
1.冷作模具钢 1.1高碳低合金冷作模具钢
9SiCr、9CrWMn、CrWMn、Cr2、9Cr2Mo、7CrSiMnMoV、 8Cr2MnWMoVS、Cr2Mn2SiWMoV 1.2抗磨损冷作模具钢 6Cr4W3Mo2VNb、6W6Mo5Cr4V、7Cr7Mo3V2Si、Cr4W2MoV、 Cr5Mo1V、Cr6WV、Cr12、Cr12MoV、Cr12W、Cr12Mo1V1 1.3抗冲击冷作模具钢 4CrW2Si、5CrW2Si、6CrW2Si 1.4冷作模具碳素工具钢 T7、T8、T9、T10、T11、T12 1.5冷作模具用高速钢 W6Mo5Cr4V2、W12Mo3Cr4V3N、W18Cr4V、W9Mo3Cr4V 1.6无磁模具用钢 7Mn15Cr2Ae3V2Wmo、1Cr18Ni9Ti
24种常用金属材料及特性
24种常用金属材料及特性1、45——优质碳素结构钢,是最常用中碳调质钢主要特征: 最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。
小型件宜采用调质处理,大型件宜采用正火处理。
应用举例: 主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。
轴、齿轮、齿条、蜗杆等。
焊接件注意焊前预热,焊后消除应力退火。
2、Q235A(A3钢)——最常用的碳素结构钢主要特征: 具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度、好的冷弯性能。
应用举例: 广泛用于一般要求的零件和焊接结构。
如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构、桥梁等。
3、40Cr——使用最广泛的钢种之一,属合金结构钢主要特征: 经调质处理后,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,水冷时复杂形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊前应预热到100~150℃,一般在调质状态下使用,还可以进行碳氮共渗和高频表面淬火处理。
应用举例:调质处理后用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等,调质并高频表面淬火后用于制造表面高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母、进气阀等,经淬火及中温回火后用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴、套环等,经淬火及低温回火后用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴、套环等,碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。
4、HT150——灰铸铁应用举例:齿轮箱体,机床床身,箱体,液压缸,泵体,阀体,飞轮,气缸盖,带轮,轴承盖等。
5、35——各种标准件、紧固件的常用材料主要特征: 强度适当,塑性较好,冷塑性高,焊接性尚可。
冷态下可局部镦粗和拉丝。
淬透性低,正火或调质后使用应用举例: 适于制造小截面零件,可承受较大载荷的零件:如曲轴、杠杆、连杆、钩环等,各种标准件、紧固件。