采煤机配件齿轮
采煤机截齿分析与优化
采煤机截齿分析与优化采煤机截齿是煤矿生产中非常重要的零部件,其设计和优化对于提高采煤效率、降低生产成本具有重要意义。
本文将对采煤机截齿进行分析与优化,探讨如何提高其使用寿命和工作效率。
一、采煤机截齿的作用采煤机截齿是采煤机上的关键部件,其作用是在采煤机工作时破碎和剥离煤矸,将煤矿采取,是煤矿开采过程中不可或缺的工具。
采煤机截齿通常由合金和硬质合金制成,具有硬度高、耐磨性好、抗拉强度大的特点,能够适应煤矿中复杂的工况和恶劣的环境。
二、采煤机截齿的现状分析目前,采煤机截齿在工作中普遍存在磨损快、寿命短、效率低等问题。
主要原因是煤炭的硬度高,煤岩中夹杂的石头和砂石颗粒对截齿的磨损非常严重,导致截齿很快失效。
采矿工作环境复杂,温度高、湿度大、粉尘多,也会对截齿的使用寿命造成影响。
三、采煤机截齿的优化方向为了解决采煤机截齿存在的问题,需要进行优化设计和改进。
下面列举了一些采煤机截齿优化的方向:1.材料选择:选择耐磨性好、抗拉强度大的合金材料或者硬质合金材料来制作截齿,提高截齿的硬度和耐磨性,延长其使用寿命。
2.结构设计:优化截齿的结构设计,增加其强度和稳定性,使其能更好地适应煤矿中的工作环境,减少磨损和断裂的风险。
3.表面处理:对截齿表面进行特殊处理,如喷涂耐磨层、硬化处理等,提高其表面硬度和耐磨性,延长使用寿命。
4.工艺优化:优化截齿的生产工艺,提高生产精度和质量控制水平,确保每个截齿都具有一致的性能和质量。
5.配套优化:优化截齿和采煤机的配套设计,提高二者之间的匹配度,减少截齿在工作中的受力和磨损,提高工作效率。
四、采煤机截齿优化的意义通过对采煤机截齿进行优化,可以达到以下几个方面的意义:1.提高采煤效率:优化后的截齿具有更好的破碎和剥离性能,能够更快、更有效地采煤,提高采煤效率。
2.减少生产成本:优化后的截齿具有更长的使用寿命,减少更换和维护成本,降低生产成本。
3.保障安全生产:优化后的截齿具有更好的稳定性和可靠性,减少断裂和故障的风险,保障采矿的安全生产。
研究采煤机行走轮齿的断齿原因与改进措施

研究采煤机行走轮齿的断齿原因与改进措施
采煤机是用于矿井中采矿作业的设备,行走轮齿是采煤机行走的重要组成部分。
行走轮齿的断齿问题经常出现,影响了采煤机的工作效率和寿命。
本文将详细探讨行走轮齿断齿的原因,并提出一些改进措施。
行走轮齿断齿的原因主要有以下几点:
1. 过载作业:采煤机在采矿作业过程中,如果超过了其设计负载范围,就会导致行走轮齿受到过大的负荷从而断齿。
2. 煤层硬度不均匀:在采煤作业过程中,煤层的硬度可能不均匀,部分地方硬度较高,而部分地方硬度较低,如果采煤机在硬度较高的地方行走,就容易造成行走轮齿断齿。
改进措施:在进行采矿作业前,要对煤层的硬度进行准确评估,并将硬度较高的地方作为重点处理,采取适当的采矿工艺和工具,避免行走轮齿受到过大的冲击从而断齿。
3. 矿层杂物:在采煤作业过程中,矿层中可能存在杂物,如石块、木材等,如果采煤机在行走过程中碰到这些杂物,就会造成行走轮齿断齿。
改进措施:在进行采矿作业前,要对矿层进行清理,清除可能存在的杂物,确保行走轮齿不会受到损坏。
4. 设计不合理:行走轮齿的设计是否合理也影响着断齿问题的发生。
如果设计不合理,轮齿的强度和耐磨性较低,就容易出现断齿的问题。
改进措施:在行走轮齿的设计过程中,要充分考虑其使用环境和工作负荷,选择适当的材料和结构,提高行走轮齿的强度和耐磨性,减少断齿的发生。
行走轮齿断齿的原因主要有过载作业、煤层硬度不均匀、矿层杂物和设计不合理等。
为了解决这些问题,需要要合理控制采煤机的负载、准确评估煤层硬度、清理矿层杂物,并在设计过程中考虑使用环境和工作负荷等因素。
这些措施能够有效降低行走轮齿的断齿问题,提高采煤机的工作效率和寿命。
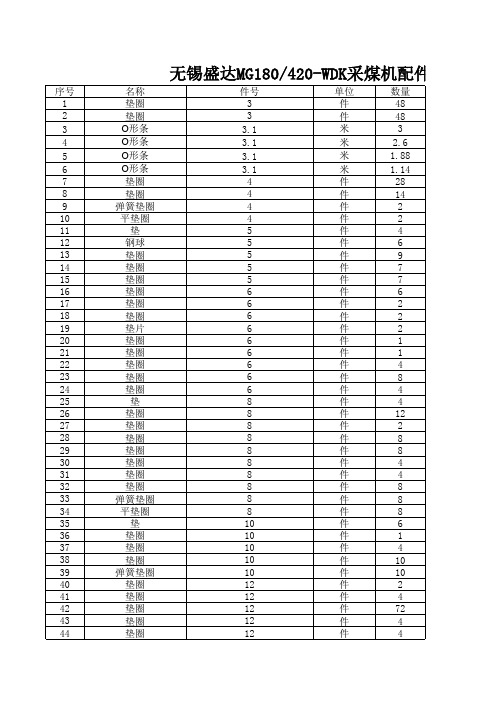
MG180-420WDK采煤机配件
GB3452.1-82 GB3452.1-82 GB3452.1-82 GB3452.1-82 GB3452.1-82 452.1-82 GB3452.1-82 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB70-85 GB71-85 GB810-88 GB858-88 GB879-86 GB879-86 GB889-86 GB893.1-86 GB893.1-86 GB893.1-86 GB893.1-86 GB893.1-86 GB893.1-86 GB893.1-86 GB893.1-86 GB893.1-86 GB893.1-86 GB893.1-86 GB893.1-86 GB893.1-86
件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件
1 1 1 1 1 1 1 1 4 1 1 1 1 1 1 2 2 1 1 6 2 1 2 1 1 2 1 1 2 2 2 6 2 1 1 1 1 1 1 1 1 1 1
挡圈75 挡圈55 垫圈16 垫圈24 垫圈20 垫圈16 垫圈12 垫圈16 垫圈12 垫圈12 垫圈12 垫圈12 垫圈8 垫圈12 垫圈12 垫圈12 垫圈16 垫圈16 垫圈24 油封FB75× 100× 10 隔离开关 油封PG130× 165× 15 油封PG80× 105× 12 油封PD35× 56× 12 滤芯 纸滤芯 U形卡 U形卡 U形卡 U形卡 卡箍 接头座 接头 接头 接头 挡圈 导向环 行程开关 螺堵 螺钉 螺钉 螺钉 螺钉 螺母 螺栓
研究采煤机行走轮齿的断齿原因与改进措施
研究采煤机行走轮齿的断齿原因与改进措施采煤机是矿山生产中常用的设备之一,其主要作用是在矿山内采掘煤炭。
采煤机行走轮齿是采煤机的重要部件之一,它直接影响着采煤机的行走性能和煤矿的生产效率。
在实际使用过程中,采煤机行走轮齿容易出现断齿的问题,这不仅会影响采煤机的正常运行,还会增加维修成本和停机时间。
研究采煤机行走轮齿的断齿原因并提出相应的改进措施具有重要的实际意义。
一、采煤机行走轮齿的断齿原因1.1 材料选择不当采煤机行走轮齿通常由高强度合金钢制成,其主要特点是硬度高、耐磨损、抗拉伸强度大。
在实际生产中,一些制造厂家选用质量不合格的合金钢材料或者采用回炉料等次生材料进行制造,导致行走轮齿的硬度、强度等性能不达标,容易出现断齿现象。
1.2 制造工艺不合理采煤机行走轮齿的制造工艺涉及到热处理、精密加工等多个环节,如果这些环节的工艺控制不严格或操作不规范,就易引起行走轮齿的内部应力不均匀、组织过粗或过细等缺陷,从而导致行走轮齿的断齿现象。
1.3 设计不合理采煤机行走轮齿的设计是否合理,直接影响着其使用性能。
如果设计参数选择不当、受力分布不均匀等因素会导致行走轮齿出现疲劳断裂、压痕等问题,最终导致断齿现象的出现。
1.4 使用条件恶劣采煤机在工作时,会受到尘埃、颗粒物、潮湿等环境影响,如果长时间在此环境下工作,也容易使得行走轮齿表面产生磨损,加速其断齿的现象。
二、改进措施2.1 选材优质制造厂家在选用合金钢材料时,应该严格按照国家标准选用,杜绝采用次生材料,避免使用质量不合格的材料;在选用材料时,还要注重硬度和韧性的兼顾,保证行走轮齿具有足够的强度和耐磨性。
2.2 严格控制生产工艺在生产过程中,要加强工艺控制和质量管理,特别是对热处理、精密加工等环节要进行严格的操作,保证行走轮齿的内部组织均匀、表面光洁。
2.3 优化设计参数在行走轮齿的设计中,要合理设置受力分布,避免集中应力,保证各个部位受力均匀;还可以适当增加行走轮齿的强度,提高其抗疲劳断裂的能力。
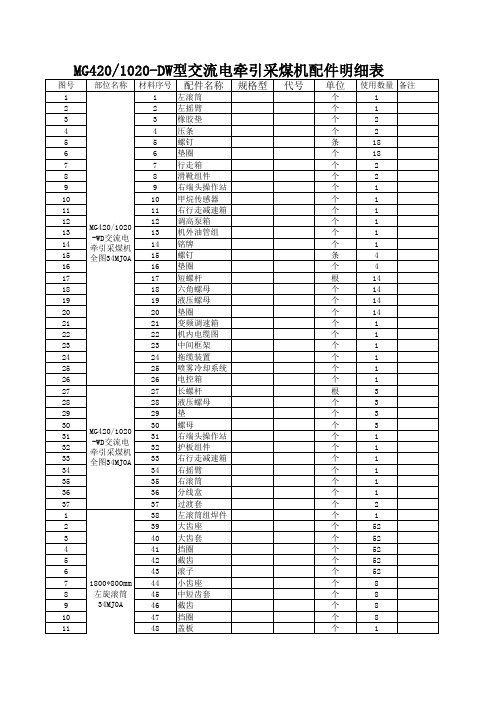
采煤机配件明细
10
321 摆线轮
1
322 滑靴
2
323 连接板
3
324 螺栓
4 5
滑靴组件 34MJ0502A
325 垫圈 326 压板
6
327 螺钉
7
328 垫圈
8
329 铰轴
9
330 销
1
331 定位圆块2
2
332 螺钉
3
333 定位圆块1
4
左行走减速 334 左框架焊接组
5
箱 LZCG05 335 件 牵引齿轮箱
3
截二轴组件 127 垫圈
4
34MJ5303
128 惰轮轴
5
129 O型圈
6
130 挡圈
7
131 距离垫
8
截二轴组件 132 O型圈
9
34MJ5303
133 轴承
10
134 小惰轮
1
135 螺钉
2
136 垫圈
3
137 O型圈
4
138 轴承
5
139 压盖1
6
140 齿轮
7
141 O型圈
8
截三轴组件 142 轴承
300 端盖
30
301 调整垫
31
302 O型圈
个
1
个
1
个
1
个
1
个
1
个
1
条
6
个
6
个
1
条
4
个
5
个
1
条
1
个
1
个
1
个
1
个
1
个
2
采煤机常见故障及处理
采煤机常见故障及处理引言采煤机是煤矿生产中重要的机械设备,其用于切割煤矿并将煤矿输送到地面。
然而,由于长时间使用和复杂的工作环境,采煤机常常会发生各种故障。
本文将介绍一些常见的采煤机故障及其处理方法。
故障一:采煤机异响描述:采煤机在工作时发出异常响声。
可能原因:1.整机齿轮不正常工作,导致齿轮磨损或破裂。
2.运转部件松动,导致产生异响。
3.润滑不良,摩擦系数大,每天工运转时也会有相同的问题。
处理方法:1.检查采煤机的齿轮,如发现磨损或破裂,需要及时更换。
2.定期检查运转部件,如发现松动,应紧固螺母或螺栓。
3.确保良好的润滑,使用适当的润滑剂,及时添加润滑剂。
故障二:采煤机停机描述:采煤机在工作时突然停止运转。
可能原因:1.电源故障2.控制系统故障3.传动系统故障处理方法:1.检查电源线是否连接正常,确保稳定供电。
2.检查控制系统电缆连接是否正常,排除故障。
3.检查传动系统是否正常,如发现异常,修复或更换损坏的零件。
故障三:煤层塌陷描述:采煤机挖掘煤矿时,煤层发生塌方。
可能原因:1.煤层质量不稳定,存在隐患。
2.采煤机操作不当,导致煤层塌陷。
处理方法:1.加强煤层探测和预测,提前发现可能存在的不稳定因素。
2.采煤机操作要规范,避免过度挖掘或采用不当的操作方法。
故障四:采煤机起火描述:采煤机在工作时发生火灾。
可能原因:1.电气线路短路或电缆老化。
2.润滑不当,摩擦产生高温,导致起火。
处理方法:1.定期检查电气线路,如发现老化或短路,及时更换或修复。
2.确保采煤机的润滑工作得当,避免摩擦引起高温。
故障五:采煤机漏油描述:采煤机工作时出现润滑油泄漏。
可能原因:1.油封老化或破损。
2.油管连接不紧或受损。
处理方法:1.定期更换油封,保持其正常工作状态。
2.检查油管连接,修复或更换受损的油管。
结论以上介绍了一些常见的采煤机故障及其处理方法。
在煤矿生产中,及时发现和解决采煤机故障对于保障生产安全和提高生产效率至关重要。
MG300/700——WD型采煤机调高系统改造

( 2 ) 在 更换调高齿 轮泵配件方面 , 每年该 队生产按 1 O 个月计 ( 除工 作 面搬家 、 矿机 电大检修合计 2 个月 的时间 ) , 1 台采煤 机 1 个月 损坏平 均为 1 0 台, 1 个齿轮泵的价值按 5 0 0 元计 , 可节 约资金为 : 5 0 0 X 1 0 × 1 0 =
1 . MG3 0 0 / 7 0 0 —W D型采煤机调 高齿轮泵 易损坏 的原 因分析 我 矿综采 二队现 开采 l 1 、 l 驯丢4 1 0 盘区, 由于煤层 及地质 条件复 杂, 现 配套 使用 的 M G 3 0 0 / 7 0 0 - - WD型 采煤 机 , 采 煤 方式 为低 位 放顶 煤 。当采 煤机斜切进 刀时 , 由于该机组调高齿轮 泵对油质 要求特别高 ( 需要进 口油 , 油 号为 N 1 0 0 抗磨液压油 , 且确 保低 压下运行 ) , 因不及 时 更换精过滤器芯 , 造 成控 制油路不畅导致齿轮泵损坏 , 且 由于调 高系统 安全 阀设定 的压力高 或低也容 易损坏齿 轮泵 , 一 周更换 多达 5 ~ 6 台, 严重影 响生产 。经矿研究决定 , 通过技术途径解决此 问题 。 2 . 研究 内容 ( 1 ) 经过多 次下井 查看 , 我们 发现该 泵损 坏的 主要 原 因是密封 不 严、 油质脏所致 。井下生 产条件有 限 , 煤 尘 比较 大 , 采煤机在工 作 中产 生震动致使 螺栓松动 , 盖板 之间产生微小 间隙 , 煤尘 进入油池 中 , 因而 不能从根本 上解决油质特 别干净这一 技术难题 , 必须通过其 他技术途 径加以解决。 ( 2 ) 通过查 阅大量 资料 , 发现A : F R P , 型柱 塞泵 的技术参数 为 : 理 论排量 2 4 mL / r ; 额定压力 3 5 MP a ; 最 高压力 4 0 MP a ; 容 积效率 ≥9 7 %; 工 作转 速为 1 8 6 5 r / m i n 。而 原使用 P 1 2 4 一 G l 6 1 8 2 L D型调高 齿轮 泵的技 术 参 数为 : 理 论流 量 1 6 m L / r ; 额定 压力 2 5 M P a ; 最 高压力 2 8 M P a ; 容积 效 率: > 1 9 1 %; 工作转速 为 1 4 6 5 r / a r i n 。经 过大量计算验 证 , 该柱塞 泵完全 可 以替换该调高齿轮泵 。 ( 3 ) 通 过多次现场 对两 台泵 尺寸进行测 量 , 需解决 问题如下 : 1 ) 该 采煤 机调高齿 轮泵 比替换 的柱 塞泵轴短 3 5 a r m, 为 了更好联接 , 必须加 工一个 过渡盘 ; 2 ) 与调高 电机联接方式不一样 , 调 高齿 轮泵与调高 电机 联 接套为花键 ; 而柱塞泵轴 头为平键 , 必须加工异形 联接套 , 以解决此
采煤机的维护与检修标准
采煤机的维护与检修标准为了保证采煤机的正常运转和完好,充分发挥其功效,必须制定维修保养制度,专人维护并定期实施强制性的故障处理。
一、采煤机的检查采煤机的检查对采掘设备的维修、保养实行“班检”、“日检”、“周检”、“月检”,这是一项对设备强制检修的有效措施,称为“四检”制。
(一)班检班检由当班司机负责进行,检查时间不少于30min。
(1)检查处理外观卫生情况,保持各部清洁,无影响机器散热、运行的杂物。
(2)检查各种信号、仪表情况,确保信号清晰,仪表显示灵敏可靠。
(3)检查各部连接件是否齐全、紧固,特别要注意各部对口、盖板、滑靴及防爆电气设备的连接与紧固情况。
(4)检查牵引链、连接环及张紧装置连接固定是否可靠,有无扭结、断裂现象,液压张紧装置供应压力是否适宜,安全阀动作值整定是否合理。
(5)检查导向管、齿轨、销轨(销排)连接固定是否可靠,发现有松动、断裂或其他异常现象和损坏等,应及时更换处理。
(6)补充、更换短缺、损坏的截齿。
(7)检查各部手柄、按钮是否齐全、灵活、可靠。
(8)检查电缆、电缆夹及拖缆装置连接是否可靠,是否无扭曲、挤压、损坏等现象,电缆不许在槽外拖移(用电缆车的普采面除外)。
(9)检查液压与冷却喷雾装置有无泄漏。
压力、流量是否符合规定,雾化情况是否良好。
(10)检查急停、闭锁、防滑装置与制动器性能是否良好,动作是否可靠。
(11)倾听各部动转声音是否正常,发现常要查清原因并处理好。
(二)日检(1)日检由维修班长负责,有关维修工和司机参加,检查处理时间不少于4h。
进行班检各项检查内容,处理班检处理不了的问题。
(2)按润滑图表和卡片要求,检查、调整各腔室油量,对有关润滑点补充相应的润滑油脂。
(3)检查处理各渗漏部位。
(4)检查供水系统零、部件是否齐全,有无泄漏、堵塞,发现问题及时处理好。
(5)检查滚筒端盘、叶片有无开裂、严重磨损及齿座短缺、损坏等现象,发现有较严重问题时应考虑更换。
(6)检查电气保护整定情况,搞好电气试验(与电工配合)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
齿轮的介绍
齿轮简称齿,是齿轮上每一个用于啮合的凸起部分,这些凸起部分一般呈辐射状排列,配对齿轮上的轮齿互相接触,可使齿轮持续啮合运转。
齿轮类别
按规格或尺寸大小分类,齿轮型号分为标准和非标准两种;按国内外计量单位不同,齿轮型号分为公制和英制两种。
齿轮材质
制造齿轮常用的钢有调质钢、淬火钢、渗碳淬火钢和渗氮钢。
铸钢的强度比锻钢稍低,常用于尺寸较大的齿轮;灰铸铁的机械性能较差,可用于轻载的开式齿轮传动中;球墨铸铁可部分地代替钢制造齿轮;塑料齿轮多用于轻载和要求噪声低的地方,与其配对的齿轮一般用导热性好的钢齿轮。