甩脂机线维修报表
设备维修申请单(表格)

维修时间(21)
时分
验收依据
是否能正常使用
正常□不正常口
设备运行振动情况
正常口不正常口
精度有无达到要求
正常□不正常口
设备运行有无异声
正常口不正常口
相关运仃参数有无达到标准
正常□不正常口
其他验收依据
验收结论
签名:
故障原因分析 及结果评定
签名:
设备维修申请单
申请日期:年月日编号:
设备名称
设备位号故障发现时间
时分
故障处理等级
立刻处理口
停机后处理 口保养过程中处理 口
其他情况口
故障现象
简要描述:
故障原因
操作失误 口米购件质量问题 口超期保养口 工艺不合理口 点检不到位口
巡检不到位 口电气故障口 润滑不及时口 正常配件更换 □其他口
处理方法 及结果
再发防止 及改善措施
设备名称
故障名称
预防措施
计划
完成
责任人
时间
本检修单要进行归档处理(设备分部存档,保存期限两年)
制表:
审核:
审批:
电子产品维修报表
项目 器件名称 数量 单项占比 累计数量占比 70
1
光耦
30
18.6%
18.6%
60
2
寄存
19
11.8%
30.4%
3
红外
19
11.8%
42.2%
50
4 485芯片 14
8.7%
50.9%
40
5
液晶
14
8.7%
59.6%
6
其他
65
40.4%
100.0%
30
总计
161
20
10
器件不良按物料名称分析图
65 100.0% 100.0% 80.0%
***项 目单
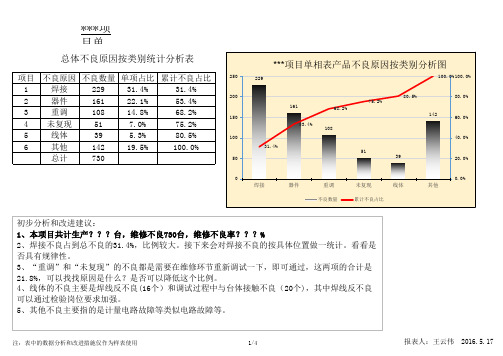
总体不良原因按类别统计分析表
项目 1 2 3 4 5 6
不良原因 不良数量 单项占比
焊接
229
31.4%
器件
161
22.1%
重调
108
14.8%
未复现
51
7.0%
线体
39
5.3%
其他
142
19.5%
总计
730
累计不良占比 31.4% 53.4% 68.2% 75.2% 80.5% 100.0%
2、采样线10个焊接不良(连焊)加上表统计的16个焊线错误(焊反),合计26
个,比较大,可以考虑改进工作。 3、从表中可以看出,集中度比较高,可以从规律中找出解决问题的方法,需要 具体分析下。
注:表中的数据分析和改进措施仅作为样表使用
2/4
报表人:王云伟 2016.5.17
2、器件不良按物料名称统计分析表
***项目单相表产品不良原因按类别分析图
仪表设备维护检修常用表格

仪表设备维护检修常用表格仪表回路联校确认单装置名称:序号回路位号回路名称检查结果处理结果检查人日期正常异常1 2 3 4 5 6 7 8 91011121314151617181920开关仪表校验记录单装置名称:仪表位号:仪表类别型号准确度测量范围基本误差制造厂出厂编号被校表标准表报警形式设定值实际值复位值允许偏差允许回差高报(H)低报(L)校验记录检修记录附注承校单位:校验者:日期:验收者:日期:报警设定器校验记录单装置名称:仪表位号:仪表类别型号准确度测量范围基本允差制造厂出厂编号被校表标准表设定值设定点%输入V输出基准值(V)输出实测值误差变差上升下降上升下降第一设定值25 1 50 375 5第二25 1 50 3设定值75 5输入指示计:零点±0.5%绝缘电阻:校正点输入值指示值附注:% V 基准值(%)上升(误差)下升(误差)0 125 2 50 3 75 4 100 5 校前记录:检修记录:承校单位:校验者:日期:验收者:日期:计算机通道校验记录单装置名称: 仪表卡号仪表类别型号测量范围准确度基本允差制造厂出厂编号温度湿度被校表标准表序号位号输入操作台显示0 25 50 75 100 上行下行上行下行上行下行上行下行上行下行1 2 3 4 5 6 7 8 910111213141516校前记录:检修记录:附注:承校单位:校验者:日期:验收者:日期:状态监测仪表校验记录单装置名称: 仪表位号机组名称:探头安装位置:放大器型号:探头型号:探头间隙/电压值:0.2 0.4 0.6 0.8 1 1.2 1.4 间隙(mm)0.05放大器输出(-V.DC)间隙(mm)放大器输出(-V.DC)径向振动值校验:标准值(μm)二次表指示(μm)轴位移校验:标准值(μm)二次表指示(μm)承校单位:校验者:日期:校验者:日期:安全保持器校验记录单装置名称: 仪表位号仪表类别型号准确度测量范围基本允差制造厂出厂编号被校表标准表输入输出特性:校验点输入值( mA )输出标准值( )输出实测值误差上行下行上行下行12345绝缘电阻: 短路电流: 开路电压: 校前记录:检修记录:附注:承校单位:校验者: 日期:验收者: 日期:仪表校验记录单装置名称: 仪表位号仪表类别型号准确度测量范围基本允差制造厂出厂编号被校表标准表1标准表2序号输入输出校验点( )标准表示值( )标准表示值( )基本误差( )变差上行下行上行下行12345校前记录: 检修记录:附注:适用于各类变送器、指示仪、记录仪。
设备故障排除记录表
设备故障排除记录表
1. 问题描述
(请在此处描述设备故障的具体情况,包括出现故障的时间、
地点,设备类型,以及故障的具体表现。
)
2. 故障诊断
(请在此处记录对设备故障进行的诊断过程,包括使用的测试
工具、仪器和方法,并详细描述每项诊断步骤和结果。
)
3. 故障原因分析
(请在此处分析导致设备故障的根本原因,可以考虑设备老化、材料损坏、设计缺陷等方面的因素。
)
4. 故障修复措施
(请在此处记录采取的故障修复措施,包括更换部件、调整设
备设置、重新安装软件等,以及每项措施的效果评估。
)
5. 故障预防措施
(请在此处提出合理的故障预防措施,阐述如何避免类似故障
再次发生,比如定期维护、加强设备保养等。
)
6. 结论与反思
(请在此处总结故障排除过程中的经验教训,指出可以改进的
地方,并对后续工作提出建议。
)
7. 签名
(请在此处签名,以确认记录的真实性和准确性。
)
以上为设备故障排除记录表的内容,用于记录设备故障的详情、诊断和修复过程,以及预防措施和结论。
请根据实际情况填写,并
妥善保存。
设备故障维修处理记录表

审核:
批准:
设备故障维修处理记录表
客户名称
处理时间
负责人
设备型号
故障发生时间
故障描述:
故障原因分析及处理过程:
故障处理结果:
设备部件
部件名称
部件规格
数量
处理人:
审核:
本记录表单保存期限:1年,本记录表单生效日期:2011-7-19.
设备外修申请单
客户名称
型பைடு நூலகம்规格
申请原因:
现状描述:
建议处理方式及维修机构:
预计处理时间:年 月日至年 月日时
天津钛讯通信科技有限公司
■■ ren'i■r eni■r ■!•i■rewi■real■real■resi ■rani■r■rrai■rnai■ r■!■i ■r es1!■r ■!•i ■ran■rrwn■ rr» i■real■res■■ ■r«si■r ■!•irrai■real■ rr» i■rea-i■real■raai rr■ rr» i■rnai■ resi ■rei
大型机电设备大修检修记录表

大型机电设备大修检修记录表
报表人:审核人:
大型机电设备大修检修记录表
报表人:审核人:
大型机电设备中修检修记录表
报表人:审核人:大型机电设备大修检修记录表
报表人:审核人:大型机电设备大修检修记录表
大型机电设备大修检修记录表
大型机电设备大修检修记录表
大型机电设备大修检修记录表
报表人:审核人:大型机电设备大修检修记录表
报表人:审核人:大型机电设备大修检修记录表
报表人:审核人:大型机电设备大修检修记录表
报表人:审核人:
报表人:审核人:
报表人:审核人:。
设备故障维修记录分析表全集文档

设备故障维修记录分析表全集文档(可以直接使用,可编辑实用优质文档,欢迎下载)设备故障维修记录分析表Emergency work order5Why分析5-why 分析简图设备维修养护记录表口机电设备口机械仪表口辅助设施年月日编号备注:每周周六对厂内所有设备进行检查,维修、保养。
每日设备维修养护记录表备注:(1)设备正常打“√”不正常打“×”停机待机打“○”(2) 设备不正常时,应及时填写维修报表,上报主任及时处理保证正常生产。
设备维修记录表注:维修人员必须认真填写表格,为日后设备保养和维修摸索一个好的章程。
年度维修保养记录表每日设备维修养护记录表备注:(1)设备正常打“√”不正常打“×”停机待机打“○”(2) 设备不正常时,应及时填写维修报表,上报主任及时处理保证正常生产。
设备维修养护记录表设备故障与维修管理控制程序1.目的确保设备满足产品生产质量特性的要求,保证生产装置连续有效工作。
2.适用范围本程序适用于设备的维修保养,如设备的备品管理,维修改造,设备维护管理。
3.职责3.1设备科负责对备品配件的申购工作,指导备品管理,并协调维修和保养工作的开展。
3.2维修车间负责对设备进行维修改造。
3.3生产车间、品检科负责对设备进行日常维护,并开展进行设备的现场管理工作。
4.工作程序4.1管理工作流程图4.2故障管理 4.2.1清洁1.)操作人员每班对设备惊醒“6S ”活动,保持设备本体及其周围的清洁。
2.)设备操作及清扫工具堆放整齐,文件摆放规范,便于操作和查找。
3.)质量文件填写规范,作业内容与管理体系要求相一致。
4.2.2点检1.)操作人员每班对作业范围内设备进行巡检,并对巡检结果按《设备点检工作要求》填写在“设备日常检查表”内。
2.)操作班长(工段长)每日对检查进行确认,对发现的设备缺陷及故障组织进行分析诊断,能自主处理的故障和缺陷,班长(工段长)组织人员即时进行处理,并将结果和处理内容填写在“车间设备维护记录表”内。
电动机检修报告表格

电动机检修报告表格电动机检修报告表格电动机检修报告泵站名称电机型号检修原因检修项目1引线2接线盒3定子线圈4绝缘电阻5吸收比机组编号检修日期年月日检修性质7轴承A轴承类型□滚动□滑动B生产厂家型号滚轴承内侧NU238ECC3动轴承外侧6236C3轴轴承室孔径承C轴承位轴径内侧外侧D滑动轴承abf标准值内侧检修前外侧内侧检测后外侧说明:(单位mm)a轴瓦顶间隙(滚动轴承径向游隙);b 轴瓦顶间隙;f轴承紧力;β接触力β标准值左测点6气隙(m)中测点右侧点检修情况更换配件检修班初验情况空载试运行情况泵站验收情况备注检修负责人检修人员验收日期泵站验收负责人扩展阅读:30130表曝机电机维修报告30130表曝机电机维修报告一、30130表曝机故障基本情况:1、故障时间:201*年9月25日2、故障现象:该设备停运后软启动器不能恢复运行。
该设备故障前一年多时间内偶尔出现软启动器运行过载停运现象,经复位后才能运行,在今年6月份维修中心对电机绝缘例行检测为正常;3、设备累计运行时间:10000小时。
4、故障初步检查与基本判断:经对电机绕组对地和相间绝缘检测为零,基本判断为电机绕组烧坏。
二、故障分析:1、6319轴承跑外圆,下端盖位轴承外圈磨损0.02mm,对应位置的下端盖内孔磨损量为0.05-0.07mm之间。
上端盖轴承外圈无明显磨损现象,对应位置的上端盖内孔磨损量为0.03-0.05mm之间。
上轴承外圈轻微磨损下轴承外圈磨损明显轴承端盖内孔磨损明显2、在转子的两端可以看见明显的扫膛痕迹,中部有宽约100mm的黑色圆环。
在定子的对应位置,局部线圈有爆裂融化的表征,线圈上部有两根铜线熔断。
100mm左右烧灼黑环转子靠上部1/3处有转子两端有较为明显的扫膛痕迹定子对应黑环位置处有一处爆裂局部放大图定子线圈上端盖部位有两根铜线断裂开了三、维修情况:1、电机重新绕线圈刷漆。
2、更换SKF6319轴承2个03、上下端盖内孔外加工到201*.01尺寸。