造船焊接变形和反变形控制范文
船体结构焊接变形控制方法研究

船体结构焊接变形控制方法研究作者:杨传永来源:《中国新技术新产品》2013年第23期摘要:变形是船体结构焊接过程中常见的一种质量通病,若不采取有效的处理,对船体后续的焊接及装配工作的影响较大。
本文通过介绍船体结构的特点、焊接变形的原因和影响因素,重点分析了船体结构焊接变形的控制方法,并提出一些有效的措施,以供实践参考。
关键词:船体;结构特点;焊接变形;控制方法中图分类号:U671 文献标识码:A随着社会经济建设步伐的加快,我国逐渐成为世界造船大国之一。
在船舶建造过程中,许多新技术、新工艺得到广泛的应用,船舶现代化程度在得到不断提高的同时,对船舶建造的整体质量也提出了更高的要求。
但船舶的船体结构具有一定的特殊性,它在热传导过程中其结构内部会产生不均匀的温度分布,导致船体结构在焊接过程中出现变形的现象,若技术人员不采取有效的措施进行处理,会造成尺寸偏差、结构失稳和强度降低等后果,这不仅在一定程度上耽误了后续焊接及装配工作的进度,而且也会影响到船舶的整体质量安全,甚至造成不可换回的损失。
因此,船舶建造人员必须重视船体结构在焊接过程中出现的变形现象,最大限度确保船体结构焊接的质量。
1 船体结构特点及其变形产生的原因船体结构的主要组成部分以骨架和板架两个结构为主,这两个原本相互独立的结构在通过多个连接和焊接步骤处理后才能够制造出成形的船体结构。
但是,由于不同板架和骨架的区域材料性质各不相同,尤其是材料之前的熔点和传导性质有明显差异,因此在焊接过程中非常容易出现一个骨架或者板架的内部结构有明显的温度不均匀现象分布,这种温度均匀分布直接造成材料出现不均匀热应变,最后导致结构形成塑性变形。
而且,在进行焊接过程中,一般焊接部位的温度都非常高,这种非常高的热量的一旦被输入后就会非常容易造成焊接变形出现,而且这种焊接造成的焊接变形还有不同的种类,出现何种变形种类与热量输入总量、热温度场、焊接结构的约束度三者有直接关系。
船舶钢结构焊接中的常见问题与控制措施

船舶钢结构焊接中的常见问题与控制措施摘要:钢结构自重轻并且塑型和韧性也比较好,在很多制造业中应用广泛。
为了提升船舶钢结构焊接质量,提升现阶段船舶生产能力,有效减少船舶故障发生机率,延长船舶使用寿命。
钢铁产业的发展也在大步向前,各种新型钢材接连不断地出现,我国是钢铁使用大国,所以做好钢结构保护措施十分重要。
基于此,笔者展开以下探讨。
关键词:船舶钢结构焊接;常见问题;控制措施一、钢结构焊接变形的主要形式1.纵向缩短和横向缩短变形。
这是由于钢板对接后焊缝发生纵向收缩和横向收缩所引起。
2.角变形。
钢板V形坡口对接焊后发生的角变形,是由于焊缝截面形状上下不对称,引起焊缝的横向缩短上下不均匀。
X形坡口的对接头,当焊接顺序不合理,造成正反两条焊缝的横向缩短不相等时,也会产生角变形。
3.弯曲变形。
焊接梁或柱产生弯曲的主要原因是焊缝在结构上布置不对称所引起。
丁字形梁焊缝位于梁的中心线上方,焊后焊缝纵向缩短引起弯曲变形4.扭曲变形。
扭曲变形原因较多,装配质量不好和配件搁置不当,以及焊接顺序和焊接方向不合理都可能导致变形,但归根到底还是焊缝的纵向或横向缩短所引起。
5.波浪变形。
主要是由于焊缝的纵向缩短对薄板边缘产生的压应力而造成的;其次是由于焊缝横向缩短所造成。
二、船舶钢结构焊接常见问题及成因1.船舶钢结构焊接变形使得钢材在高温条件下会发生体积膨胀,导致钢材焊接的接口处极易发生变形,从实际情况来看,船舶钢结构焊接变形可以划分为横向收缩变形、纵向收缩变形、角变形、挠曲变形等类型。
船舶钢结构在焊接过程之中,产生的高温使得焊接钢材的焊接部分与未焊接部分在温度上产生一定的差异,进而在钢材内部产生焊接应力,这种应力如果超过合理的范围,将会导致钢结构发生变形。
由于应力方向的不同,产生了纵向收缩变形与横向收缩变形两种,具体来看纵向收缩变形发生在船舶钢结构焊接处的纵向位置,在纵向位置上发生收缩变形;横向收缩变形则发生在船舶钢结构焊接处的横向位置,在横向位置上发生所收缩变形。
焊接过程中应力与变形控制

焊接过程中应力与变形控制摘要焊接应力与变形是直接影响焊接结构性能、安全可靠性和制造工艺性的重要因素,了解其作用与影响,采取措施进行控制与消除,对于焊接结构的完整性设计和焊接工艺方法的选择以及产品在运行中的安全评定都有重大意义。
关键词焊接应力;焊接变形;规律;控制焊接是一种特殊而又重要的加工工艺,随着焊接技术的发展,一个重要技术课题是控制焊接件的焊接变形以提高产品制造精度,使焊件焊后加工量减少或不加工即可用于精度要求高的机械产品中,因此,了解焊接应力产生机理,掌握结构件焊接变形规律,在焊接工艺中采取措施进行控制和消除,从而保证焊接质量。
1 焊接应力1.1 焊接应力产生机理及影响因素焊接时的局部不均匀热输入是产生焊接应力与变形的决定因素,焊接热输入引起材料不均匀局部加热,使焊缝区融化,而与熔池毗邻的高温区材料的热膨胀则受到周围材料的限制,产生不均匀压缩塑性变形,在冷却过程中,已发生压缩变形的这部分材料又受到周围条件的制约,而不能自由收缩,在不同程度上又被拉伸而卸载;与此同时,熔池凝固,金属冷却收缩也产生相应的收缩应力与变形,使得焊接接头区产生不协调的应变,称为初始应变或固有应变。
与此相对应,在构件中会形成自身相平衡的内应力,通常称为焊接应力;而焊后,在在室温条件下,残留于构件中的内应力场和宏观变形,称为焊接残余应力与焊接残余变形。
焊接应力与焊接材料(主要包含材料特性、热物理常数及力学性能)、焊接接头形状和尺寸、焊接工艺参数,焊接结构(结构形状、厚度及刚性)有关。
1.2 焊接应力的分类1.2.1 接应力在焊件空间位置一维空间应力沿着焊件—个方向作用;二维空间应力应力在—个平面内不同方向上作用;三维空间应力应力在空间所有方向上作。
1.2.2 按产生应力的原因(1)热应力它是在焊接过程中,焊件内部温差所引起应力,随着温度的消失而消失,并且是引起热裂纹的力学原因。
(2)相变应力焊接过程中,局部金属发生相变,相比容增大或减小而引起的应力。
薄板焊接变形的影响因素及控制措施探微
薄板焊接变形的影响因素及控制措施探微摘要:工业建造过程中为减轻自重,提升结构强度,时常会选择工艺拘束较小,结构稳定易加工成型的材料进行焊接,薄板焊接结构由于构造简单,工艺性能好,在工业建造过程中得到广泛应用?但受到自身特性影响,薄板的焊接过程中经常会发生形变和收缩现象,基于此,本文主要对薄板焊接变形的影响因素进行了分析,并在此基础上替代了一定的控制措施,旨在提升薄板焊接水平,为技术创新提供工艺参数以及方案参考?关键词:薄板焊接;变形;影响因素;控制措施引言造船?车辆等制造行业在进行薄板焊接时,会出现形态各异的局部变形,这不仅影响外观,降低结构的承载能力,而且极不容易校正,往往耗费大量的人力物力,还达不到要求?薄板结构焊接变形具有复杂性?多元性,要成功实现薄板焊接变形的控制,必需了解薄板焊接变形质量影响因素?1薄板焊接变形的影响因素1.1焊缝的结构位置焊缝在船体结构中的位置错误是导致焊缝形变的原因之一,应保持焊缝与焊接截面中和轴的贴近,如距离较远则会产生幅度较高的变形。
1.2焊接结构的刚性薄板焊接的结构稳定性和刚性决定了抗侧力水平,在水体航行过程中薄板承受的水平作用力不变的前提下,刚性强度的降低会降低使用寿命,提升形变程度?1.3焊接装焊顺序焊接装焊顺序会影响到构建装配的稳定性和刚性,甚至引发结构重心的偏移?1.4工艺方法和焊接参数焊接方法会影响到结构的热变形幅度,建议采用变形度小的断续焊;焊接参数(电流?电压?和焊接速度)应符合施工标准,焊接时电压和电流的增大都将诱发变形,焊接速度的滞后会加深变形幅度,保障焊接速度是控制变形的方案之一?1.5焊接面由于焊接面的大小会影响到变形幅度,焊缝的数量应在符合设计标准的前提下尽可能保持控制在合理范围内;焊接的材料要符合热物理性能指标,其比热容?导热系数都会影响到变形区间,膨胀系数也应当控制在质量标准内,降低变形几率?1.6焊接方向焊缝位置的变化会随着焊接方向的不同而变动,从而改变航行应力状态?此外,在进行预处理时应综合考虑形变条件,对变形原因进行深入调研,多方面制订合理措施控制焊接变形?2薄板焊接变形控制措施2.1整体加工流程2.1.1基准孔的加工零件数控加工时,通常采用两孔一面作为基准(利用零件本身具有的两个通孔作为加工基准孔)?此零件不算厚,在加工孔时,将其钻通即可,而且都是借用孔(先借用钻个定位小孔,后期铣切掉,按数模铣成两个大通孔)?在钻借用定位孔时,没有高精度尺寸的严格要求,容易加工?如果毛料很厚,在加工基准孔时加工成盲孔,避免孔太深导致孔垂直度不合格?2.1.2内形粗加工根据实际零件状态选用大直径刀具(63R3)进行粗加工去除余量?为了减少零件控制变形,粗加工采用快进刀片浅切,每层切深1mm,并且需要跨槽加工,即不按顺序铣每一个槽,要先1槽?3槽?5槽……再铣2槽?4槽?6槽……?内外形的加强筋预留通过辅助夹具来控制加工变形?3.3精加工及闭角残留的处理在半精加工时,根据槽宽的大小,采用40R3或30R3刀具加工腹板?腹板加工到位后,再保证筋条和缘条的厚度尺寸?筋条与缘条相连接处的R角需要用16R3的刀具保证,避免大直径刀具加工后的残留量,此零件在内形局部存在闭角?为了保证零件的重量要求,用8R3刀具行切加工闭角残留处理,以满足设计需要?这样既保证加工后重量又保证数控加工后接刀光顺?2.1.3刀具的选择及切削参数整个切削过程中刀具的选择非常重要?粗加工时,要选择大直径刀具进行快进浅切,大直径刀具能提高加工速度;而后选用常用的40R3或30R3的刀具进行半精加工,更换刀具后,由于大直径刀具加工后转角的残留比较大,精加工时选择小直径的刀具加工时,转角处要提前处理—转角进行插铣?如不处理,粗加工后直接用小刀进行精加工,在转角处的吃刀量较大,容易打刀切伤零件?2.2CO2气体保护自动焊对焊接变形的控制2.2.1CO2气体保护自动焊的特点及施工工艺1)由于焊接电流密度较大,电弧热量利用率较高,焊丝又是连续送进,焊后清渣比碱性焊条容易,因此提高了生产效率?2)CO2气体价格便宜,电能消耗小,所以焊接成本低?3)电弧加热集中,工作受热面积小,同时CO2气流有较强的冷却作用,焊接变形和应力小?4)焊缝含氢量少,抗裂性能好,焊接接头的力学性能良好,焊缝质量高?5)焊接过程可以观察到电弧和熔池的情况,故操作容易掌握,不易焊偏,有利于实现机械化和自动焊焊接?CO2气体保护焊是一种高效焊接方法,适用范围广,厚度不限,可进行全位置焊,可焊1mm以下薄板?根据内河船厂的实际情况,使用Φ1.2mm细丝,国产CO2焊机加辅助装置,焊接上层建筑薄板,获得理想的效果?2.2.2CO2自动气保护焊减少焊接变形的原因1)采用压力架辅助焊接装置“屋顶形”变形是对接缝的特殊变形型式,在压力架下施行CO2焊对接缝之所以能减少“屋顶形”,是由于压力架压紧块的刚性固定作用,压力架装置将拼接的两板定位?压紧?使得纵向收缩引起的弯曲变形减少,横向收缩在两端的差值也减少?压缩空气顶住铜衬垫对准缝口,以保证反面的焊缝成型;2)采用减少线能量输入的焊接工艺佐藤等人做过试验,横向变形与单位厚度的线能量成正比,CO2气体保护焊的线能量比传统工艺小得多,产生的横向变形小,其“屋顶形”变形自然也小得多?2.3超声搅拌焊接减少变形作用及技术分析第一,超声波热拉伸效应?超声波所具有的能量较大,在超声搅拌过程中主要以搅拌针底部振动完成传导,所以可提升焊缝底部温度,达到金属材料软化效果?超声热效应激励能够既保证焊缝底部温度增加也可保证便面温度降低,均衡处理两个方面的温度差距发挥热拉伸作用,通过对残余应力控制避免焊接变形发生?第二,超声波能量冲击效应?焊接时若温度?应力不均匀就会造成局部出现塑性变形,或出现位错结构,这种结构与其残余应力分布有着直接关系?搅拌摩擦焊接技术的应用受到搅拌头作用期温度不均,且应力不均,较容易造成残余应力分布,但通过超声搅拌焊接技术则是通过超声冲击波能力作用,通过能量锤击是残余应力区再度受到塑性变形,对原有的位错结构进行打乱,实现低弹性性能的重新构建,对残余应力实现重新分配,从而达到提升焊件稳定新的效果,强化焊件松弛刚度?超声搅拌焊接过程中超声能够实现随焊随冲击效果,其机械拉伸作用显著?结束语产生薄板变形的主要原因包括焊接位置的不对称,方向错误,连续焊接引发的热变形和装焊顺序的不合理等都,做好变形控制和矫正,需要在吊放?拼版?下料加工等阶段做好工艺调节和变形控制,严格依据工艺参数进行调整,确保焊接精度?望本文研究内容得到相关企业及技术部门的关注,加大船舶建造工艺措施应用实践,为控制薄板变形工艺提供建设性意见?参考文献:[1]梁伟,马峰,张渝,村川英一.薄板焊接变形高精度预测方法的研究[J].工业力学,2017,21(04):437-442.[2]晏磊.薄板焊接变形控制工艺[J].江西建材,2015(14):87-88.[3]宗小彦,何建萍,王付鑫,刘华荣,吉永丰.薄板焊接的特殊问题的研究现状[J].焊接技术,2015,44(02):1-5.[4]周一俊,邓德安,冯可,毕涛.低碳钢薄板单道堆焊焊接变形的数值模拟[J].焊接学报,2013,34(12):101-104+6.[5]宋娓娓,汪建利,汪洪峰.薄板焊接变形分析[J].热加工工艺,2013,42(15):164-166+169.。
焊接结构件焊接变形的控制
焊接结构件焊接变形的控制摘要:焊接是通过加热或加压的方式,将两个工件的原子进行结合,使工件连接到一起的一种加工艺。
焊接在人们的生产生活中应用较为广泛,无论对于金属物质还是非金属物质都可应用。
内应力指的是物体在没有收到外力的情况下,自身存在的应力,它在物体内部自相平衡,也就是说,物体内部的应力相加为零;而焊接应力指的是在焊接过程中,焊件内存在的应力;焊接变形指的是在进行焊接时,由于焊件受热不均匀或温度场不均匀导致焊件发生形变。
基于此,本文将对焊接结构件焊接变形的控制对策进行分析。
关键词:焊接变形;机械制造;措施1焊接变形的机理在众多的焊接方法当中,电弧焊由于设备轻便,搬运灵活,适合于钢结构的施工作业等特点,成为主要的焊接方法。
电弧焊就是在钢构件连接处,借助电弧放电所产生的高温,将置于焊缝部位的焊条或焊丝金属熔化,同时将工件的表面熔化,形成焊接熔池,将两块分离的金属熔合在一起,从而获得牢固接头的焊接方法。
在施焊过程中,焊件会发生变形,这种变形是暂时性的。
当焊接完毕以后,构件完全冷却,会有一部分变形残留下来,形成焊接变形。
焊接变形的实质取决于两个方面,一是焊缝区的熔融焊缝金属在冷却凝固收缩时产生了变形,导致构件发生纵向、横向或者角变形;二是焊缝区以外的焊件区域。
由于熔融焊缝金属会将高温传递到焊件上,在焊件上形成热影响区,焊件在被加热和随后冷却的过程中产生变形,这种变形是一种单纯的热变形,如果焊件的热变形受到本身的刚度限制,就会引起焊件的变形。
2焊接变形产生的影响首先,对静载荷的影响。
在焊接构件中,当纵向拉伸的残余应力较高时,可以拉近某些材料的屈服强度。
当受到外在工作应力时,同方向的应力会进行相互叠加,就会使该区域发生变形,导致工件不能继续承载外力,使焊接构件的有效承载面积减少。
其次,对刚度的影响。
在焊接构件中,如果内应力方向与外载荷方向是一致的,当受到外载荷作用时,焊接工件的刚度就会下降。
并且焊接工件所发生的变形在卸载之后是无法进行恢复的。
铝合金船体焊接变形及其控制措施
铝合金船体焊接变形及其控制措施摘要:随着工业技术的高速发展,市场上出现铝合金材料,由于铝合金材料拥有密度低、强度高、塑性好等特点,可以经过加工转变为各种型材,所以在船舶工业中被广泛应用。
在船舶工业中,主要利用铝合金材料来建造全焊接铝合金船体,但是由于铝合金材料在焊接时会发生变形、翘曲等问题,这导致建造全焊接铝合金船体相较于建造其他船体更加困难。
在全焊接铝合金船体建造技术中,主要研究方向就是焊接防变形技术和精度控制技术,这两项技术是全焊接铝合金船体建造技术的重要组成部分,想要建造一艘质量高的全焊接铝合金船体,就必须熟练掌握这两项技术。
文章主要通过研究铝合金船体焊接过程中铝合金变形的原因,来分析出铝合金船体焊接变形的控制措施。
关键词:铝合金;船体焊接;变形;控制措施;引言铝合金材料在船舶中被广泛应用,主要是由于它比重较小,而且耐腐蚀性很强,在船舶航行时,它可以加快船舶的航速。
并且由于它的密度较小,所以能够有效减轻船舶的重量,保证船舶的稳定性,对于造船工业而言,属于一种利用价值较高的材料。
在建造铝合金船体过程,需要注意的是铝合金船体的焊接,这也是建造铝合金船体目前最大的障碍。
铝合金材料相较于钢材料,导热系数比钢材高许多,热膨胀是钢材的 2.5 倍,但是弹性模数却仅为钢材料的1/3。
这些材料特性使得铝合金材料相较于钢材,在焊接时更容易出现较大的材料变形。
文章通过铝合金船体焊接时容易产生变形的特点,对铝合金焊接变形进行分析,并研究出铝合金焊接变形控制措施,为铝合金船舶能够大量生产积累经验。
1.影响铝合金船体焊接变形的因素1.1铝合金自身特性的影响铝合金具有硬度小、线膨胀系数和导热系数大的特点,这为焊接产生较大变形埋下了隐患。
此外,原材料的固有应力产生于辊轧、成型、剪切、弯曲及切割等过程中,在结构装配、焊接前就已存在。
焊接过程中所输入的热量可消除存在的部分应力,但最后的变形是两者综合作用的结果。
常见的焊接结构变形包括:船体外板或上层建筑处经常遇见的骨架焊接处出现的明显的“瘦马”现象,薄板结构中经常出现的板架的起伏波浪变形,船体局部鼓出(或凹进)变形等。
船舶舱口盖变形控制与校正
�
加热顺序按图所示。
4.2.2 波浪变形
图示加热位置加热(即从中间向两边),水跟踪 加热方法同角变形 在凹下的一面用千斤顶向上顶 如果在硬档位置加热仍然不能消除则在凸起位置大的地方 (软档)用多咀烘枪 快速加热(尽量不在软档加热) � 加热温度控制在 500 度左右 � 速度控制在 1M/1 秒, 软档适当加快 � 火量控制在 2000L/H 4.2.3 顶板下三角板变形 � 三角板变形时按图示位置加热 � 变形太大开三角板的立焊缝 � � � �
4
4.2.4 舱盖整体变形 � 如整体下垂则在舱盖四角放压铁,中部顶起,在梁腹板下口(面板)不超过 2/3 高度加热 � 如上拱则在舱盖顶板适当位置放压铁,并对顶板扶强材处加热 4.2.5 箱体结构扭曲变形 � 将翘角的两对角加压铁 � 按图示位置(硬档处)在顶板面和底板面加热 � 严禁直线(沿图示中心线)加热
舱盖变形控制与校正
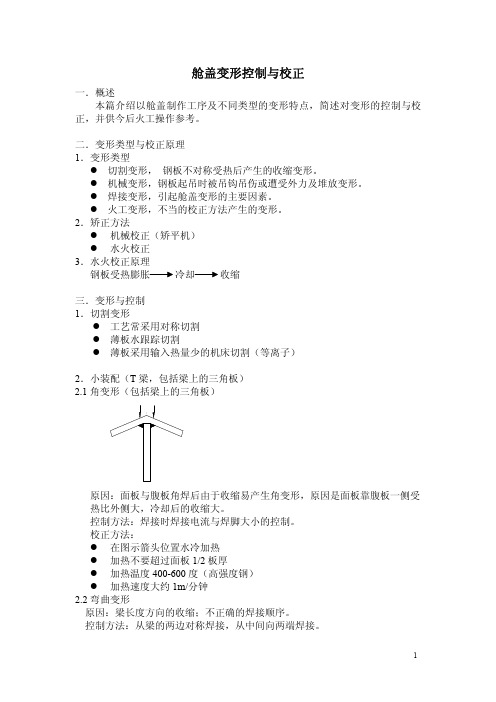
一.概述 本篇介绍以舱盖制作工序及不同类型的变形特点,简述对变形的控制与校 正,并供今后火工操作参考。 二.变形类型与校正原理 1.变形类型 � 切割变形, 钢板不对称受热后产生的收缩变形。 � 机械变形,钢板起吊时被吊钩吊伤或遭受外力及堆放变形。 � 焊接变形,引起舱盖变形的主要因素。 � 火工变形,不当的校正方法产生的变形。 2.矫正方法 � 机械校正(矫平机) � 水火校正 3.水火校正原理 钢板受热膨胀 冷却 收缩 三.变形与控制 1.切割变形 � 工艺常采用对称切割 � 薄板水跟踪切割 � 薄板采用输入热量少的机床切割(等离子) 2.小装配(T 梁,包括梁上的三角板) 2.1 角变形(包括梁上的三角板)
1
校正方法: � 图示位置加热,加热高度不超过腹板高度的 2/3。 � 按图示顺序从一端到另一端。 � 加热温度 800 度 � 火量控制 4000L/H � 背面水冷 � 如面板旁弯较大则在凸起一侧面板中部如腹板一样加热。 2.3 对接变形(腹板、面板对接) 原因:先焊接的一面受热冷却后先收缩,从而产生角变形。 控制方法: � 控制焊接参数,严格按工艺参数焊接; � 控制装配间隙 � 适当放反变形 � 能先装配扶强材的先装。 校正方法: � 在凸面焊缝两侧加热(同角变形方法) � 变形太大时在凸面垂直于焊缝的方向上加热。 2.4 反变形 适用于垫块小装配,根据公差情况适当放。 3.组装阶段 3.1 拼板变形 原因: � 来料板不角直,拼板间隙大,收缩大; � 来料波浪变形; � 不合理的焊接参数、焊接顺序; � 设计的合理性。 � 焊接收缩变形。 控制方法: � 来料合格,拼板前尽量消除钢板本身变形; � 工艺排板尽量合理化; � 合理的焊接工艺参数、焊接顺序; � 局部焊前扁钢加强。 校正方法:原则上不校正,如变形较大用压铁压平或加扁钢强制再装配。
船舶焊接变形的控制与矫正
船舶焊接变形的控制与矫正摘要:现代造船中焊接工作量在整个船体建造总工作量中占相当大的比例,如不能很好地控制焊接变形,将会给船体装配、主辅机系统的安装带来极大困难,甚至达不到检验要求;本文针对船舶焊接变形的控制与矫正问题,首先分析了产生变形的原因,然后阐述了各种焊接变形的种类,最后分别从变形的控制以及矫正两个方面探讨了减少焊接变形的方法。
关键词:船舶;焊接变形:变形控制;矫正0.前言1船体具有足够强度是船舶安全航行、正常营运的基础。
要保证船体强度,在建造检验中,必须控制好造船材料、结构装配及结构焊接三个环节的质量。
而三个环节中,焊接又是船体建造中最重要又最难控制的一个环节。
如何控制和提高焊接质量,对船体监造验船师来讲是一个重要课题。
众所周知,所谓船体建造,其过程就是施工者依据施工图纸的技术要求对不同规格的钢材进行“放样、下料、加工”,然后再利用焊接工艺方法将它们“缝合”在技术图纸所规定的各自的位置上,从而形成整个船体。
焊接对保证船体的强度起着决定性作用。
在本文中着重讲解讨论船舶焊接变形的控制与矫正。
船体结构是一种典型的焊接结构。
据统计,现代造船中焊接工作量在整个船体建造总工作量中占相当大的比例,焊接的质量和生产效率直接影响到船体的建造周期、成本和使用性能。
对船体钢板比较薄的船舶来说,焊接引起的变形更为严重,如不能很好地控制焊接变形,将会给船体装配、主辅机系统的安装带来极大困难,甚至达不到质量检验要求,施工中焊接变形的控制与矫正显得尤为重要。
为了更好的控制焊接变形以及对焊接变形进行矫正,本文首先分析一下焊接变形的原因。
1.焊接变形产生的原因电弧焊是一个不均匀的快速加热和冷却的过程。
焊接过程中及焊后,焊接构件都将产生变形。
影响焊接变形最根本的因素是焊接过程中的热变形和焊接构件的刚性条件。
在焊接过程中的热变形受到了构件刚性条件的约束.出现了压缩塑性变形.这就产生了焊接残余变形。
钢材的焊接通常采用熔化焊方法, 是在接头处局部加热,使被焊接材料与添加的焊接材料熔化成液体金属, 形成熔池,随后冷却凝固成固态金属,使原来分开的钢材连接成整体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
造船中的焊接变形和反变形控制1.研究背景船舶工业是传统的劳动密集型装配制造业,焊接操作是其中主要的作业形式之一,焊接水平的高低在很大程度上决定了船体的质量和生产效率,而焊接变形又是焊接过程中最难控制的一环。
焊接变形的存在不仅造成了焊接结构形状变异,尺寸精度下降和承载能力降低,而且在工作荷载作用下引起的附加弯矩和应力集中现象是船舶结构早期失效的主要原因,也是造成船舶结构疲劳强度降低的原因之一[1]。
焊接变形对现代造船技术的应用产生了障碍。
由于焊接变形对船舶建造质量、成本和周期都具有重要影响,工业界一直对其非常重视,对焊接变形从实验和理论上进行了大量研究,希望能够对焊接过程进行有效预测和控制。
反变形可以控制焊接变形,降低残余应力,且方法简单易行,在船舶行业有广泛的应用。
2.背景内容针对造船中的焊接变形,国内外专家进行大量的研究。
焊接过程是一个非平衡的、时变的、带有随机因素影响的物理化学过程,它涉及电弧物理、传质传热和力学等方面。
至今对焊接过程变形的实时检测与监控仍是困难的,不仅需要特殊的方法,而且对设备的要求也很高。
随着计算机软、硬件技术的快速发展,使得焊接热加工过程的数值模拟应运而生,实践证明数值模拟对于研究焊接现象是一种非常有用的方法。
2.1国外专家的预测和研究20世纪30年代以来,许多苏联学者就开始了焊接变形计算与控制研究。
如C.A.库兹米诺夫[2]研究了典型船体结构总变形和局部变形的计算方法,提出了减少和补偿焊接变形以及矫正主船体结构的解决方案。
Greene和Holzbaur[3]开展了降低焊接残余应力和变形的研究,目前降低残余应力和焊接变形技术大多数由他们制定的法则演变而来。
法国的国际焊接研究所对“焊接结构中残余应力和变形预测RSDP”开展了大量研究。
RSDP的总体目标是制定预测和确定焊接残余应力和变形的规则。
英国的BAE集团水面舰船公司与科研院所[4-6]开展了长期的项目研究,目标是建立大型焊接结构的薄板在制造过程中的焊接变形模型和板材弯曲变形相关的制造工艺模型。
由于薄板在水面舰艇和潜艇中都具有广泛的应用,其研究成果大幅度地提高了舰船的质量。
日本学者在20世纪50年代就开始了焊接变形研究[7-8]。
70年代,Ueda等提出了固有应力和固有应变的概念[9],通过实验方法和弹塑性分析法来求得固有应变的分布,并通过弹性有限元方法计算复杂结构的焊接变形。
在实际造船方面,2000年以来,日本船厂依靠极高的内场加工精度及先进的焊接工艺,实现了船台/船坞无余量合拢,且精度控制的成功率高达80%-95%。
然而焊接变形的预测和控制主要还是依靠船厂自己积累的测量数据和实验经验确定。
美国海军开展了ManTech项目的研究,研制了一种机械焊接流程,取代手工电弧焊,使焊接变形大幅减少。
美国船体结构焊接变形的控制主要从优化焊接工艺、焊接方法、提高焊接自动化等方式来实现、焊接变形的预测主要依靠经验和实验。
德国汉堡技术大学的Fricke教授等开展了焊接变形的实验和仿真研究,针对某型潜艇的HY-80球形壳体的多道焊工艺过程进行焊接变形仿真。
2.2国内专家的预测和研究上海交大的陈楚在吸收苏联学者研究成果的基础上,开展船体焊接变形研究。
上海交大的李婧研究了固有应变预测法和3D板单元热弹塑性有限元法,其中固有应变预测法是一种相对快速且有效的预测大型复杂结构焊接变形的方法,同时能够获得有一定准确度的焊接残余应力和变形值,为反变形量(补偿量)的计算提供了有力工具,即将预测所得的有关数据供焊接工艺设计时选择参照,并确定实际生产时的预留变形量,以确保船舶结构的焊接精度和质量,其具有很大的实用价值和发展前景。
固有应变预测法是建立在固有应变数据库的基础上的(数据库是准确预测焊接变形的前提)。
3D板单元热弹塑性有限元法能在较短的时间内获得较高精度的结果,为预测大型复杂结构的焊接变形提供了一种新的思路和方法。
[10]华中科技大学的陈传尧教授开展了薄板结构焊接变形的预测与控制研究。
哈工程的宋竞正[11]等应用固有应变预测了船体分段的焊接变形。
清华大学的鹿安理[12]提出了移动热源方式、自适应有限元网络划分法及相似理论解决大型实际结构的焊接变形与应力的数值求解问题。
江南造船厂的孙光二[13]开展了5艘同型长江船舶的船体焊接变形测量,着重介绍了双层底分段装焊和船台合拢过程的焊接变形测量、变形原因分析,采取了控制焊接变形的胎架反变形等工艺措施,建造质量显著提高,如第5船与第1艘相比,首部上翘值为11%,尾部上翘值为23%。
3.关键问题船体焊接变形预测研究方法有实验法、热弹塑性有限元分析方法、固有应变法。
船体结构焊接变形控制研究方法有焊接方法、控制焊接参数、控制焊接工艺方案、反变形法、控制温度场、矫正焊接结构、零件加工精度、系统综合分析。
焊接变形是结构件焊接过程中普遍存在的问题,焊接过程中通过利用反变形方法来达到减小焊接变形的目的,从而解决了材料利用率低、加工余量大、生产效率低等问题,且方法简单易行,在船舶行业有广泛的应用。
反变形法是根据实验或理论计算预测焊接变形的大小和方向,在焊接前对船体构件或胎架施加与焊接变形相反的预变形,以此抵消焊接变形。
反变形存在的最大问题是焊接变形预测比较困难。
由于该方法花费的额外成本很低,且控制焊接变形的效果可以非常好,随着焊接变形预测水平的提高将具有良好的发展前景。
4.技术路线为了预测残余应力和残余变形,专家采用了热弹塑性法和残余塑变法。
热弹塑性有限元法跟踪整个焊接过程,以给定的时间步长,计算出每一时刻的焊接温度场,以及每个时间段由于温度变化引起的应力应变增量,逐步累计叠加,最终得到残余应力与应变。
热弹塑性有限元法缺点是计算量太大和计算时间太长,因而对于一些大型焊接结构还难以完全实现。
针对该问题,自适应网络技术备提出并已在Marc软件上得到了实现。
计算时焊枪前沿和熔池局部的网络始终保持密网格,而焊后逐渐冷却的焊缝恢复呈稀疏网格。
这大幅度地减少了计算时间,提高了计算效率,有利于大型结构焊接件焊接过程模拟。
清华大学用自适应网络技术对平板焊缝进行有限元计算,得到的温度和位移分布与不使用该技术的通常三维移动热源计算得到的结果吻合的很好,残余应力分布趋势也相同,不过所得残余应力值存在不协调性[14]。
该方法在大型结构件焊接变形中的进一步推广应用还需讨论。
国内外残余塑变有限元法的研究主要分为两方面,其一是关于焊接变形机理和方法的研究,包括建立焊接残余塑变参数的关系数据库;其二是利用残余塑变有限元对大型结构进行焊接变形计算以及对一些结构的焊接残余应力进行逆运算。
目前残余塑变有限元法在大型船体等焊接变形的预测中取得显著的成功[15]。
如Murakawa等对窄间隙残余塑变和焊缝间隙的作用进行研究,提出特大型结构焊接变形简化计算法-一单元残余塑变有限元法基本理论。
该方法通过较少的单元来描述如船体等特大结构的焊接变形,将残余塑变施加在壳单元上,在位移的的描述上引入面外位移W*(W a+W b)以及刚性维修正系数fn(W b 线性系数),f1(W b一次微分系数),f2(W b二次微分系数)和f3(W a+ W b 二次微分系数)。
现有的残余塑变理论仅限于简单板梁结构,对于焊缝分布较远的刚性大的结构件,可将用简单公式计算的塑变值通过有限元方法作用于复杂结构件上,但除此之外的情况,考虑焊接顺序、焊缝间的作用对预测精度的影响是很必要的。
一般焊接变形可通过焊前反变形、合理的焊接工艺、焊接规范、焊后机械矫正、火焰矫正等方法加以控制。
而选择控制焊接变形的方法应因地制宜,因时而易。
有效控制焊接变形的方法可以起到事半功倍的效果,从而最大程度节约人力、物力,确保焊接质量,缩短船体结构制作工期。
大连理工大学船舶学院的刘玉君和李艳君利用热弹塑性有限元法来模拟结构的焊接过程,对不同板厚、不同热源的结构分别进行数值模拟,最终确定焊接结构的弹性反变形规律:焊接前施加弹性反变形的结构在焊接后角变形趋于零。
杨志,周燕分析了焊接反变形在模块施工过程中的运用,通过综合考虑母材尺寸、性能等现场施工条件,分析焊接收缩应力对变形的影响,跟踪焊接过程中角变形角度变化,制定合理的焊接工艺及调整措施,取得了较好成果,对其它模块施工的焊接具有一定的借鉴与指导作用[16]。
我打算采用焊接变形的数值模拟(该方法是以试验为基础,采用一组控制方程来描述一个焊接过程中的温度场、应力应变场及随后形成的残余应力等方面,采用分析或数值方法求解以获得该过程的定量认识)来得出该焊接过程的变形情况。
通过对复杂或不可观察的现象进行定量分析和对极端情况下尚不知的规则的推断和预测,实现对复杂焊接现象的模拟,以助于认清焊接现象本质,弄清焊接过程规律,以此来预测焊接变形的大小和方向。
焊接变形的数值模拟和理论预测在研究和设计领域已得到了广泛应用,它为解决焊接残余应力和变形这一难题带来了新思路和新方法。
参考文献:[1] 寇雄,颜锦.船舶焊接变形的形成与控制[J].辽宁工程技术大学学报,2005,24(1):121-123.[2] 巴普苏也夫.船体焊接变形防止法(第一版)[M] .北京:机械工业出版社,1957.[3] Greene TW. Controlled low-temperature stress relieving [J] .Welding Journal Res Suppl, 1946 11(3):171-185.[4] Mollicone P. et al Procedural influences on non-linear distortions in welded thin-plate fabrication [J]. Thin-Walled Structure, 2008, 46(7-9):1021-1034.[5] Camillen D, Gray T G F. Computationally efficient welding distortion simulation techniques[J]. Modeling and Simulation in Materials Science and Engineering, 2005, 13(8):1365-1382.[6] Camillen D, et al Computational prediction of out-of-plane welding distortion and experimental investigation [J]. The Journal of Strain Analysis for Engineering Design, 2005, 40(2):161-176.[7] Watanable M. Control of angular distortion in welding conditions in T-filled welded joints (Report 2 shrinkage distortion in welded joint) [J]. Journal of the welding society, Japan, 1956, 25(6):362-367.[8] Watanable M. Effect of welding condition on the transverse shrinkage distortion of bead on plates (Report1. shrinkage distortion in welded joint)[J]. Journal of the Welding society, Japan, 1956, 25(4):211-216.[9] Ueda Y, Nakacho K, et al A new measuring method of residual stress with the aid of finite element method of reliability of estimated values [J]. Journal of the society of Naval Architects of Japan, 1971, 2(2):499-507.[10] 李婧.大型船体焊接变形仿真技术研究及其应用[D].上海交通大学,2011.[11] 李鸿,任慧友,曾骥.预测船体分段焊接变形方法概述[J].船舶工程,2005,27(5):55-58.[12] 蔡志鹏.大型结构焊接变形数值模拟的研究与应用[D].北京:清华大学,2001.[13] 孙光二.长江中型船舶焊接变形测量与控制[J].造船技术,1986,(12):15-22.[14] Shi qingyu, lu anli, etc. Development of application of the adaptive mesh technique in the three-dimensional numerical simulation of the welding process. Journal of Materials Processing Technology, 121(2002), 167-172.[15] 陈俊梅.预测焊接变形的简单方法研究[D].上海:上海交大,2003.1-92.[16] 杨志,周燕.焊接反变形在施工中的应用[J].中国高新技术企业,2009,134(23):156-157.。