聚氯乙烯车间干燥工段工艺流程
化工PVC各工段工艺流程
化工PVC各工段工艺流程引言聚氯乙烯(Polyvinyl Chloride,PVC)是一种重要的合成聚合物材料,在化工工业中被广泛应用。
PVC的生产过程被分为不同的工段,每个工段都有特定的工艺流程。
本篇文档将介绍PVC的主要工段以及各个工段的工艺流程。
概述化工PVC的生产过程主要包括氯乙烯的聚合、工艺稳定化处理、塑化剂加工、成型和加工等工艺环节。
下面将详细介绍每个工段的工艺流程。
1. 氯乙烯聚合工段氯乙烯聚合是PVC生产的第一步。
其工艺流程主要包括: 1. 氯乙烯的进料和储存:氯乙烯作为原材料,经过净化处理后进入反应器; 2. 反应器:将氯乙烯加入聚合反应器中,在催化剂的作用下聚合成PVC; 3. 聚合反应:控制反应温度和压力,使聚合反应进行至合适的程度; 4. 聚合结束:反应结束后,通过冷却和过滤等工艺对聚合物进行处理。
2. 工艺稳定化处理工段在PVC生产过程中,为了提高其稳定性和使用寿命,需要对其进行工艺稳定化处理。
其工艺流程主要包括: 1. 加入稳定剂:将稳定剂添加到聚合物中,以提高PVC的热稳定性; 2. 加热混合:将PVC和稳定剂加热混合,使稳定剂均匀分布在聚合物中; 3. 冷却和固化:通过冷却和固化过程,使稳定剂充分固化在聚合物中。
3. 塑化剂加工工段为了改善PVC的可塑性和加工性能,需要添加塑化剂。
其工艺流程主要包括:1. 加入塑化剂:将塑化剂添加到PVC中,通过较高的温度和剪切力使其与聚合物充分混合; 2. 传热和混合:将PVC和塑化剂进行传热和混合反应,使塑化剂充分分散在聚合物中; 3. 冷却和固化:通过冷却和固化过程,使塑化剂充分固化在聚合物中。
4. 成型工段在PVC生产中,成型是将PVC加工成所需产品的重要环节。
其工艺流程主要包括:1. PVC制品设计和模具制作:根据产品需求,设计PVC制品的形状和尺寸;制作相应的模具; 2. PVC熔融和注塑:将PVC加热熔融,并将熔融PVC注入模具中; 3. 冷却和模具开启:冷却PVC制品使其固化;开启模具,取出成型的PVC制品; 4. 码垛和包装:将成型的PVC制品进行码垛,并进行相应的包装。
氯碱厂聚氯乙烯(PVC)车间干燥、包装岗位操作法

聚氯乙烯车间干燥、包装岗位操作法修订:预审:审核:批准文件编号:版次:受控状态:批准日期:实施日期:文件修改控制页目录1 岗位职责范围..................................................... 51.1本岗位管理范围 ............................................... 51.2本岗位管理任务 ............................................... 51.3本岗位与其它岗位关系说明 ..................................... 52 主要原材料、辅助材料规格及公用工程规格........................... 52.1主要原材料规格 ............................................... 52.2辅助材料规格 ................................................. 52.3岗位公用工程规格 ............................................. 53 产品及三废规格.................................................. 63.1PVC树脂的性质 ................................................ 63.2PVC树脂的用途 ................................................ 73.3三废处理 ..................................................... 83.4产品规格 ..................................................... 84 生产原理、工艺流程描述......................................... 104.1生产原理 ................................................... 104.2工艺流程描述 ............................................... 105 开车前的检查准备工作........................................... 126 开车及正常操作步骤............................................. 126.1开车操作步骤 ............................................... 126.2正常生产过程中岗位的操作控制 ............................... 156.3动设备开停机操作方法 ....................................... 156.4设备切换操作方法 ........................................... 216.5设备维护保养要求 ........................................... 217 停车操作....................................................... 217.1计划停车操作步骤 ........................................... 217.2紧急停车操作步骤 ........................................... 228 岗位异常情况的判断和处理...................................... 238.1岗位异常情况的判断和处理 ................................... 238.2冬、夏季操作注意事项 ....................................... 249 安全常识及资源配置............................................. 249.1本岗位危险化学品及上下游岗位危险化学品常识 ................. 249.2岗位配置的安全设施及自救药品 ............................... 259.3生产装置的安全技术参数、安全操作和员工安全防护 ............. 2610 分析监测项目一览表............................................ 2711 相关附表...................................................... 2711.1设备明细表................................................ 2711.2工艺控制指标一览表 (30)1 岗位职责范围1.1本岗位管理范围从浆料槽到布袋除尘器,包括离心风机、离心机、干燥床、旋风分离器、振动筛、粉体输送系统、包装系统等。
聚氯乙烯汽提干燥工艺

4.5干燥异常处理
异常现象
原因
解决办法
水份不合格
床温过低 离心机滤饼水份过高 蒸汽异常波动
提高床温
检查离心机是否料温 过低
迅速调整蒸汽压力
气流风压过低
风机故障 过滤器堵塞
气流管中部温度突然 离心机下料堵塞 升高
检查风机 清洗过滤器
迅速停止离心机进料 ,疏通堵塞
8
结束语
总之, 汽提干燥操作要建立在一 个稳定的基础上,操作条件的改变要以 平衡态为佳,正确建立相互之间的关系 ,使其合理配合产生最佳搭配,达到最 佳平衡点和效益点。
3.4蒸汽流量
• 除了要求浆料温度外,预热后浆料与塔顶
温度的温差,则由外来的蒸汽来提供热能, 并作为VCM脱析的动力和载体,蒸汽的工 艺条件通常为0~20T/h,压力为0.5~0.8 MPa的饱和蒸汽,禁止使用过热蒸汽,因为 过热蒸汽在塔内停留时间较长时会导致PVC 粒子受到高温易降解。
3.5树脂性能对气提操作的影响
• 固体物料在与一定温度和湿度的空气接触时 将会排出水分或吸收水分而使含水量达到一 定值,此值称为物料在此情况下的平衡水分 或平衡湿度。当固体物料(含水量超过其平 衡水分)与干燥介质(如加热的空气)接触 时,由于湿物料表面水分的汽化逐渐形成物 料内部与表面的湿度差,亦即内部的湿度大 于表面的湿度,于是物料内部的水分借扩散 作用向其表面移动,而在表面汽化。由于介 质连续不断的将此汽化的水分带走,从而使 固体物料达到干燥之目的。
8
汽提工艺流程图
来自P903A/B
8
汽提机理
• PVC浆料中的VCM一部分存在于水中,另一 部分存在于PVC中。汽提最终是脱除PVC中 的VCM,因此,必须给予一定的能量,其能 量来源于蒸汽的热焓。
聚氯乙烯车间干燥工段工艺流程
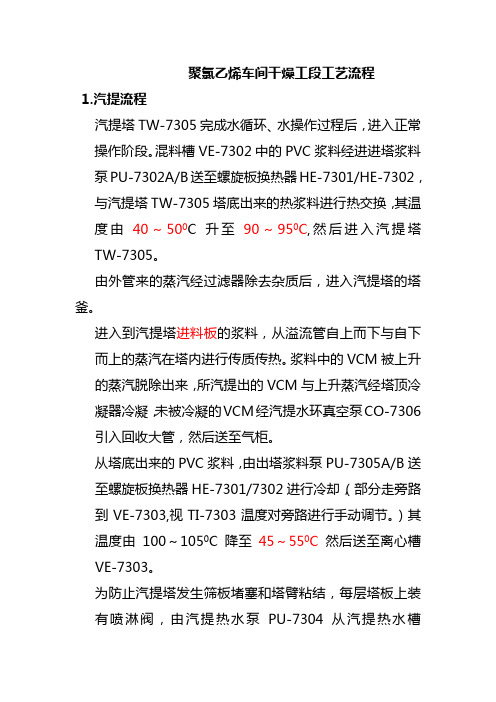
聚氯乙烯车间干燥工段工艺流程1.汽提流程汽提塔TW-7305完成水循环、水操作过程后,进入正常操作阶段。
混料槽VE-7302中的PVC浆料经进进塔浆料泵PU-7302A/B送至螺旋板换热器HE-7301/HE-7302,与汽提塔TW-7305塔底出来的热浆料进行热交换,其温度由40~500C升至90~950C,然后进入汽提塔TW-7305。
由外管来的蒸汽经过滤器除去杂质后,进入汽提塔的塔釜。
进入到汽提塔进料板的浆料,从溢流管自上而下与自下而上的蒸汽在塔内进行传质传热。
浆料中的VCM被上升的蒸汽脱除出来,所汽提出的VCM与上升蒸汽经塔顶冷凝器冷凝,未被冷凝的VCM经汽提水环真空泵CO-7306引入回收大管,然后送至气柜。
从塔底出来的PVC浆料,由出塔浆料泵PU-7305A/B送至螺旋板换热器HE-7301/7302进行冷却,(部分走旁路到VE-7303,视TI-7303温度对旁路进行手动调节。
)其温度由100~1050C降至45~550C然后送至离心槽VE-7303。
为防止汽提塔发生筛板堵塞和塔臂粘结,每层塔板上装有喷淋阀,由汽提热水泵PU-7304从汽提热水槽VE-7304中打水,按程序设定定期用无离子水经FI-7303、KV-7309~KV-7315对汽提塔板进行喷淋。
VE-7304罐中的水可来自合成乏水或纯水。
喷淋停止时,热水罐中的水经KV-7307回VE-7304循环。
2.干燥流程离心槽VE-7303中的浆料经离心泵PU-7305C送至离心机SP-7421A/B,经离心分离后,湿物料经离心机破碎机SP-7421A/B-1进入一段干燥床UT-7401,离心母液水进入母液水贮槽VE-7403.主风机BL-7401抽入的空气,经空气过滤器EL-7401过滤后,在预热器HE-7401中用母液水进行预热,并通过蒸汽在HE-7402中进行换热,升温到所需温度后,送至一段、二段干燥床底部风室。
干燥床UT-7401为带内加热管的沸腾干燥床。
干燥包装工艺技术规程

干燥、包装工艺技术规程一、产品概述:聚氯乙烯树脂,简称:PVC,世界五大通用树脂,是一个用来表示由氯乙烯单体衍生的聚合物的叙述性名称。
它的工业生产方法有四种,我企业所用的生产方法为悬浮聚合方法。
二、产品名称及规格:1、产品名称:聚氯乙烯树脂(简称PVC)2、分子式:(CH2-CHCL)n;n:聚合度,我国通常生产的树脂n=200~2000。
聚氯乙烯树脂系高分子化合物,分子结构呈多分散性。
3、产品规格:产品外观为白色粉末,分子量12500~125000,比重:1.35~1.49(20℃时),视比重XJ≥0.55,XS≤0.55。
三、产品性能1、物理性能1.1、分子量:12500~1250001.2、真比重:1.35~1.45(20℃时)1.3、外观:白色不定形粉末1.4、折射率:ηD20=1.5441.5、机械性质:抗冲击强度很高,常温下可达100kg/cm2。
1.6、堆积比重:xj型≥0.55,xs≤0.551.7、颗粒直径:xj型:30~100μmmxs型:60~150μmm1.8、比重:Cρ=0.28~0.32千卡/g℃1.9、PVC具有一般非晶态线性高聚物的三种热力学状态。
玻璃化温度指高分子链节发生相运动时温度。
流动化温度指高分子整分子发生相对运动温度。
热分解温度。
2、化学性质2.1、耐溶剂性和化学稳定性PVC在有机溶剂(除芳烃,如苯、二甲苯苯胺、二甲基甲酰胺、四氢咳喃等;氯烃,如氯乙烯、二氯乙烷、四氯化碳等;酮类,如丙酮、环已酮等以外)和水、源油、酒精等中均很稳定,常温下可耐任何浓度的盐酸,90%以下的硫酸,50~60%的硝酸及20%以下的烧碱,此外对于盐类亦非常稳定。
PVC塑化加工制品,若是软制品,因含有机低分子增塑性,所以稳定性较差,但硬质制品化学稳定性很高,可作工程防腐蚀材料。
2.2、热老化性能PVC没有明显的熔点,在80~85 ℃时开始软化,加热到130℃以上时变为虎革状。
长期加热或紫外光、空气中与氧的作用下会发生了降解,放出HCl,逐渐形成聚烯烃共轭双键及高分子交联结构,使高聚物颜色由:白→微红→粉红→浅黄→褐色→红棕→红黑→黑色,在180℃时开始流动,超过200℃降解的最终产物还可发现有芳香族化合物(舅苯)使制品机械性能、电性能及化学稳定性能恶化。
聚氯乙烯车间汽提干燥机理

聚氯乙烯车间汽提干燥机理1.汽提机理:本工序为物理过程,含大量VCM的PVC冷浆料经螺旋板换热器与汽提出塔的热浆料换热,达一定温度后,进入汽提塔,在塔内通过与上升的蒸汽进行逆流传热、传质及真空泵抽真空操作,脱除VCM.出塔浆料在螺旋板换热器换热冷却后,进入离心槽。
1)PVC脱吸VCM机理:PVC浆料中的VCM一部分存在于水中,一部分存在于PVC中,由于汽提最终是脱除PVC中的VCM,因此,必须保证浆料温度达到100°C,才能把溶解在水中的VCM脱除出来,而在PVC中VCM和PVC的吸附力很强,因此必须给予一定的能量,其能量来源于蒸汽的热焓。
PVC将料中残留VCM的脱吸有扩散和沸腾两种形式,这两种形式相互制约。
通过浆料的沸腾使树脂颗粒表面的VCM浓度降低,促使颗粒内部残留的VCM向夕卜表面扩散,为颗粒表面的VCM不断沸腾提供了条件,这样浆料的沸腾和扩散同时进行,最终达到脱除树脂颗粒内部残留VCM的目的。
PVC浆料存在着固相VCM向水相扩散,水相中的VCM向气相扩散的过程,其中VCM在固相、水相、气相中的平衡浓度一般认为是1000:100:1,因此对于残留VCM的汽提脱吸的总过程而言,弗腾与扩散脱析条件的不同而分成主次关系,在残留VCM的浓度较高,脱吸温度较高和压力较低的情况下,脱吸以弗腾为主,扩散为次;反之,以扩散为主,弗腾为次。
综上所述,PVC浆料汽提的机理为:通过某些手段,给PVC 浆料以克服VCM吸附力的动能使之不断的从PVC中析出,并且不断地移去气相中的VCM,使液相中不断析出的VCM 有一个良好的扩散条件,这样周而复始地进行,从而达到汽提的目的。
2)PVC浆料汽提过程的影响因素:在浆料汽提过程中的主要影响因素有温度、压力和停留时间等。
温度对汽提效率起主要的影响,实际操作温度依产品的型号略有变化,一般控制塔底温度在95—1050C范围。
压力则随温度变化,即温度升高,压力也相应增加,两者的关系接近于给定温度状态下的饱和蒸汽压力。
PVC车间包装工段工艺流程
PVC车间包装工段工艺流程
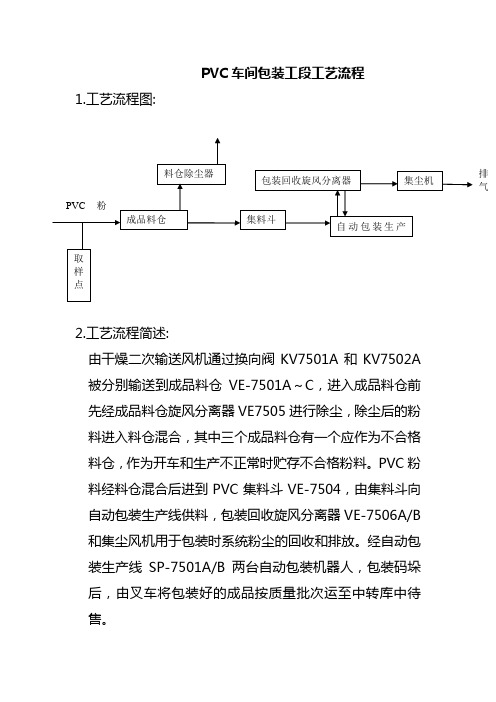
1.工艺流程图:
2.工艺流程简述:
由干燥二次输送风机通过换向阀KV7501A和KV7502A 被分别输送到成品料仓VE-7501A~C,进入成品料仓前先经成品料仓旋风分离器VE7505进行除尘,除尘后的粉料进入料仓混合,其中三个成品料仓有一个应作为不合格料仓,作为开车和生产不正常时贮存不合格粉料。
PVC粉料经料仓混合后进到PVC集料斗VE-7504,由集料斗向自动包装生产线供料,包装回收旋风分离器VE-7506A/B 和集尘风机用于包装时系统粉尘的回收和排放。
经自动包装生产线SP-7501A/B两台自动包装机器人,包装码垛后,由叉车将包装好的成品按质量批次运至中转库中待售。
聚氯乙烯浆料干燥工艺流程简述

〖新课导入〗
首先回顾一下上节“干燥在化工生产中的应用”中讲述的内容。 干燥按化工生产中使用的条件不同进行分类。
回顾1 按操作压强的不同,干燥可分为常压干燥和真空干燥。 常压干燥是指在常压条件下进行的干燥操作,大多数物料的干燥均采用 常压干燥。 真空干燥是指在真空条件下进行的干燥操作。因为采用真空条件,降低 了湿分的沸点,使物料的干燥温度下降。 回顾2 按操作方式的不同,干燥可分为连续式干燥和间歇式干燥。 连续式干燥是指将湿物料连续投入干燥设备中,干燥后的物料连续排 出。 间歇式干燥是将湿物料分批加入干燥设备中,干燥完毕后卸下干品再 加料。如烘房,适用于小批量,多品种或要求干燥时间较长的物料的 干燥。
1.这套装置中用于干燥的设备有:编号 ,名称是 ;编 号 ,名称是 ; 2.这套装置中用于输送物料的设备有: 、 、 ; 3.这套装置中用于将气流中的固体颗粒分离出来的设备有: ; 4.这套装置中用于将浆料中的固体杂质分离出来的设备有: ; 5.这套装置中用于加热的设备有: 。
请仔细观察聚氯乙烯浆料干燥工艺流程图, 完成后面题目。
中的湿分汽化达到干燥的目的,如烘房,滚筒干燥器等。 辐射干燥是指利用辐射器产生的电磁波,作用于湿物料表面,湿物料 吸收辐射能并将其转变为热能,从而使湿分汽化,达到干燥的目的, 如实验室中红外灯烘干物料。 介电加热干燥是指将湿物料置于高频电场内,依靠高频电场的交变作 用加热物料并使湿物料中的湿分汽化,达到干燥目的的操作。
〖新课展开〗
本节以聚氯乙烯浆料干燥工艺流程为例,介绍干燥生产装置及工艺流程。
一、认识干燥生产装置
请仔细观察聚氯乙烯浆料干燥工艺流程图,完成后面题目。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚氯乙烯车间干燥工段工艺流程
1. 汽提流程汽提塔TW-7305 完成水循环、水操作过程后,进入正常操作阶段。
混料槽VE-7302 中的PVC 浆料经进进塔浆料泵PU-7302A/B 送至螺旋板换热器HE-7301/HE-7302 ,与汽提塔TW-7305 塔底出来的热浆料进行热交换,其温度由40〜50°C升至90〜95 °C,然后进入汽提塔TW-7305 。
由外管来的蒸汽经过滤器除去杂质后,进入汽提塔的塔
进入到汽提塔进料板的浆料,从溢流管自上而下与自下而上的蒸汽在塔内进行传质传热。
浆料中的VCM 被上升的蒸汽脱除出来,所汽提出的VCM 与上升蒸汽经塔顶冷凝器冷凝,未被冷凝的VCM 经汽提水环真空泵CO-7306 引入回收大管,然后送至气柜。
从塔底出来的PVC 浆料,由出塔浆料泵PU-7305A/B 送至螺旋板换热器HE-7301/7302 进行冷却,(部分走旁路到VE-7303, 视TI-7303 温度对旁路进行手动调节。
)其温度由100 〜1050C 降至45〜550C 然后送至离心槽VE-7303 。
为防止汽提塔发生筛板堵塞和塔臂粘结,每层塔板上装有喷淋阀,由汽提热水泵PU-7304 从汽提热水槽VE-7304 中打
水,按程序设定定期用无离子水经Fl-7303、KV-
7309〜KV-7315 对汽提塔板进行喷淋。
VE-7304 罐中的水可来自合成乏水或纯水。
喷淋停止时,热水罐中的水经KV-7307 回VE-7304 循环。
2.干燥流程
离心槽VE-7303 中的浆料经离心泵PU-7305C 送至离心机SP-7421A/B ,经离心分离后,湿物料经离心机破碎机SP-7421A/B-1 进入一段干燥床UT-7401 ,离心母液水进入母液水贮槽VE-7403.
主风机BL-7401 抽入的空气,经空气过滤器EL-7401 过滤后,在预热器HE-7401 中用母液水进行预热,并通过蒸汽在HE-7402 中进行换热,升温到所需温度后,送至一段、二段干燥床底部风室。
干燥床UT-7401 为带内加热管的沸腾干燥床。
一床内热管以低压蒸汽为介质,二床内热管内的介质为热水,由干燥热水罐VE-7404 提供。
干燥床的床层处于沸腾状态,湿物料与热空气接触,进行传质传热。
一床的料层达到一定高度,由溢流板流入二床。
两床层上部含有少量PVC 粉末的空气由BL-7403 引风机引至干燥床旋风分离器UT-7401-1 进行分离,气体排至尾气洗涤塔TW-7402 用水喷淋除尘,粉末经螺旋加料器SP-7401 送回一床。
二床出来的干燥好的物料,
经一次输送旋转加料器SP-7405A/B 进入一次输送管线,由一次输送风机BL-7402 引至一次输送旋风分离器VE-7405 ,气体排至尾气洗涤塔,物料经成品筛旋转加料器
SP7402A〜C送至成品振动筛SP-7422A〜C,筛分后进入二次
输送料斗VE-7407, 由二次输送旋转加料器SP-7407 送至二次输送管线,由二次输送风机BL-7404204 送至成品料仓VE-7501 。