网纹辊的网穴形状分类和排列角度
激光雕刻网纹辊加工工艺技术讲解

激光雕刻网纹辊加工工艺技术在包装印刷行业中,柔性版印刷技术已经成为一种主要的印刷方式,柔版印刷品占全美包装印品的75%,产值相当于900亿美元,人们不再认为柔版印刷只能印一些实地与粗网线的低档印品。
对印刷者来说,柔版印刷与胶印、凹印相比还有一个最大的差别,那就是柔印使用的是水基油墨。
随着保护环境的呼声日益高涨,柔性版印刷的优势愈来愈明显。
网纹辊(anilox roll是给柔性版定量传墨的机构,其表面是由无数大小一致、分布均匀的凹孔即网穴(又称“着墨孔”组成,油墨通过这些凹孔被传递到印版上,因此,网纹辊是柔性版印刷机的“心脏”。
一、滚压法滚压法加工网穴与普通滚花类似,滚刀体表面切削出正反螺旋线,形成与所要求的网纹辊网穴对应的凸起网点,在车床上使滚刀与待加工的网纹辊辊体合压对滚,即可冷轧完成网穴的加工。
二、电子雕刻法与凹印滚筒的电子雕刻方法原理类似。
这两种加工方法,所采用的钢质辊体一般都要镀铜,无论是滚压还是电子雕刻都在铜层上进行。
加工完成后,还要在网纹辊表面镀上一层铬或陶瓷,主要是提高网纹辊的耐磨性,镀铬层一般厚度为12.7-17.78μm,喷涂陶瓷的厚度为25.4-30.48μm,这两种方法形成的网纹辊分别被称为金属镀铬网纹辊和喷涂陶瓷网纹辊。
三、激光雕刻法它是应用激光束作为动力对网纹辊表面进行蚀刻加工。
网纹辊在激光雕刻之前,先用等离子的方法,将金属氧化物(A12O3、Cr2O3或矾土-钛熔化、喷涂在金属辊表面,形成牢固、致密的陶瓷薄膜,然后用激光雕刻,激光的高能量使陶瓷汽化蒸发,移出网穴。
采用这种加工方法形成的网纹辊称之为陶瓷网纹辊。
机械雕刻网纹辊的雕刻线数最高能达到500线/英寸,而激光雕刻网纹辊最高可达1200线/英寸,较高的网线数可以形成更薄、更均匀的墨膜,能够减少网点扩大,可以满足精细印刷的要求。
陶瓷网纹辊是现在最普遍采用的网纹辊。
金属镀铬网纹辊的耐印率为1000-3000万次,造价比较低,由于镀层太薄,所以极易磨损,磨损后网穴体积发生变化,影响印刷质量。
正确使用网纹辊的技术探讨

结构和 线微决定 了耐蚊辊的传墨性能和
使 R 范围 . 墨孔 的均匀一致程 度又瑰 1 着 定 了匀墨质量: .可见. 着舞孔的密度( 网
阿毁传 墨辊 . 面细腻 光滑. 袅 耐磨 性强。
吸 墨 和 输 送 油 墨 稳 定 . 目前 较 广 泛 采 是 用 的 一 种 先 进 方 法 。 这 种 辊 的硬 度 比键 铬 辊要高许 多. 较 适合干 副刀武辅 墨 故 装 里 上 的 熊 用 . 擞 光 雕 刻 陶 瓷 网纹 辊是 在钢辊表 面先涂布 陶瓷层 . 后采 坍激 然 光 雕 刘 辊 面 上 的昔 墨孔 。 这 种 辊 曲 着 基 孔 网 线 可 达 到 l 0 线 / ( 1 一 20 1 n 1 n
为镀铬 圈鼓辊和 陶瓷 阿纹辊 。其中陶毫
网纹辊包括喷涂 陶瓷网纹辊和激光雕到 陶瓷 剜纹辊 两种 镀 龉网数辊材质一般
是低 碳钢戏铜 . 用 电子雕刻戚 4 。 采 5 棱
2 5 c .适 合 于即刺 精 细的 彩色 产 . 4 m) 品 。 由于选种 辊能 形成 薄而 均匀 的墨 膜 .} 由墨耗用量 少.井有利于提高墨层
1 O 1 O线 / m 的 网纹 传 墨辊 ; 非 吸 O一 2 c 收 性 的 塑料 、 铝 箔 等 材 料 上 印刷 网 纹版
的 .可 选 用 1 O 线/ m 的 网纹 传 墨 辊 ; 4 c 印刷低 色调 的 印 品 , 可 选 用 1 O 线/ r 6 c n
二 、 纹 传 墨 辊 的 网 穴 形 网
情 选 用 1 0 2 0线/ m的 网纹传 墨辊 。 8- 2 c 2 根 据 印 版 的 网 目线 选 用 网纹 辊 。 .
版 、 条版 或 文 字 版 产 品。 5 棱 形 网穴 线 4。 的 工 作 性 能 较 好 , 印刷 网 纹 版 面 的 产
第五章网纹辊2
分析实际中很难测量出其精确值。
目前,测量墨穴尺寸方法是用墨穴的平均
数量来表示,墨穴数=D×π×L×M ²,式中D
为网纹辊直径(in),L为网纹辊长度(in),
M为网线数(线/in)。
上一页
返回目录
下一页
墨穴容积的应用
线数L/in 550~1000 440~550 300~400 180~250 110~180
它是指网纹传墨辊表面转移出去的墨量与剩 余墨量的比值。
设网纹辊表面施加的墨量为X,转移后网 纹辊上的剩余墨量为Y,则网纹传墨辊的传 墨系数f为:f=(X-Y)/Y
从理论上讲,网纹辊的传墨系数愈高, 印刷效果愈好,印刷品的实地密度愈大, 墨层愈饱满、厚实。
但是,一般网纹辊上的油墨都不太可能 百分之百的转移,它受到网纹辊的结构形 状、线数和印刷压力等因素的影响而有差 别。
而既具有雕刻网纹辊的传墨性能,又具有极 好的耐磨强度。
制作的基本过程: 在雕刻加工出表面的着墨孔后,先要进 行喷砂处理,使网纹辊着墨孔表面质地变 得粗糙些,以便增加陶瓷的附着力。
使用寿命——很重要的参数
1.2网纹辊种类
③新型的网纹辊
由石墨碳纤维辊芯制成的网纹辊。网纹辊质硬 而轻,质量仅是钢辊的1/10,而强度是普通钢 辊的2倍,因此比较耐磨,不易损坏、对刮墨刀 摩擦也更小。同时,印刷中石墨碳纤维辊即使在 高速运转也不易产生跳动,从而极大地提高柔性 版质量。
更垂直,着墨孔间的隔墙更宽。因此,网 纹辊的释墨性能好,更具有通用性,既可 用于橡胶墨斗辊也可配合刮墨刀使用。其 规格有4~217线/cm。
③六棱台形着墨孔 开口角度较大,因而着墨孔释墨性能比
前两种形式更好,墨孔间的隔墙具有更高 的强度,可减缓刮墨刀造成的磨损。
网纹辊的知识及技术参数
网纹辊的知识及技术参数网纹辊是一种常用于印刷、涂布、压花、压制等工艺的压力设备,通常由一根金属棒制成,上面刻有一定的凹槽线条,用于将材料压制成特定的纹路或图案。
在使用网纹辊时,需要了解一些基本的知识和技术参数,以确保其正常工作和达到预期的效果。
网纹辊的基本知识网纹辊的类型网纹辊根据凹槽的形状和排列方式可以分为不同类型,其中最常见的有以下几种:•点阵网纹辊:凹槽为圆点状排列,通常用于印刷或压花。
•线条网纹辊:凹槽为线状排列,常用于印刷、涂布等工艺。
•梅花网纹辊:凹槽为六边形或三角形状排列,常用于压花或涂布。
•网格网纹辊:凹槽为网格状排列,常用于涂布或制造人造革。
网纹辊的制造材料网纹辊的制造材料通常包括金属、橡胶、塑料等,具体选择要根据不同的工艺和材料需求来确定。
一般来说,金属网纹辊耐磨性好,使用寿命长,而橡胶或塑料网纹辊适用于对印刷颜色要求较高的工艺。
网纹辊的凹槽深度和线数网纹辊的凹槽深度和线数对于产生的纹路或图案具有重要影响。
一般来说,凹槽深度越深,产生的压力也越大,而线数越多则所产生的特殊效果也越细腻。
因此,根据不同工艺以及所需效果的不同选择合适的网纹辊十分重要。
网纹辊的技术参数网纹深度网纹深度是指网纹辊凹槽的深度,通常使用微米(μm)表示。
网纹深度直接影响着印刷或压制的效果,因此要选择合适的深度以确保印刷品质量。
网纹线数网纹线数是指网纹辊上每英寸上线条的数量,常用于线条型网纹辊。
网纹线数越多则所产生的特殊效果也越细腻,但也会增加印刷或压制的难度。
网纹角度网纹角度是指网纹辊凹槽的倾斜角度,常用于点阵型网纹辊。
不同角度的网纹辊会产生不同的印刷效果和高光反射度。
网纹间距网纹间距是指网纹辊上线条或点阵之间的距离,常用于梅花型和网格型网纹辊。
不同的网纹间距会产生不同的特殊效果,如不规则间距的网纹辊能产生仿造天然花纹的效果。
压力和线速度网纹辊的压力和线速度也是重要的技术参数。
不同的工艺需要不同的压力和线速度来达到理想的印刷或压制效果,因此需要根据实际工艺需要进行选定。
网纹辊传墨的介绍ppt课件
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
图 6-1 网纹辊网穴结构图
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
镀铬网纹辊
陶瓷网纹辊
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
3)表面镀层
在加工完网穴的网纹辊表面镀一层铬或陶瓷,称为表面镀层, 它的主要作用是提高网纹辊的耐磨性和阻挡溶剂对基层铜层的 腐蚀。一般表面镀层的厚度为: 镀铬层为 0.0127~0.01778mm, 喷陶瓷层的厚度为0.0254~0.03048mm。
(1)强度—主要指的是抗局部冲出的能力。如果基层材料过 软,在冲击力作用下将产生较大变形,则会引起 网纹辊表面镀铬层或陶瓷涂层剥裂。
(2)耐腐蚀性—指的是对油墨溶剂等的抵抗能力。如果基层 材料过硬,则加工出的网穴可能不均匀,隔 墙会出现裂纹。
根据上述要求,有的网纹辊制造厂选用不锈钢合金作为 基层材料,喷涂在辊芯表面。为了保证良好的加工性能,最 常用的基层材料是电镀铜。
电子雕刻镀铬网纹辊
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
网纹辊的性能参数

网纹辊的性能参数网纹辊的性能参教主要有网穴形状和网纹线数。
1.网穴形状网穴(墨穴)形状主要有棱锥形、格子形、圆锥形、螺旋线形等.目前常用的网穴形状大多采用棱锥形结构.其中以倒四棱锥形(倒金字塔形)和四棱台形应用最为广泛,如图2-17所示.四棱锥形网穴加工雕刻刀具有锋利的刀尖,所需雕刻压力小.易于保证网穴的几何精度.一般与橡胶墨斗辊配合使用。
四棱台形底部是平截棱锥而形成的平面,网穴的侧面一般较棱锥形的更趋垂直.网穴之间的隔墙比四棱锥形宽,因此四棱台形网穴网纹辊的传墨性能较好,具有通用性,既可与橡胶墨斗辊配合.也可与刮墨刀配合使用.六棱台形网穴的开口角度较大,因而着墨、传墨性能较前述两种要好;其网墙具有更高的强度.可减缓刮墨刀的磨损。
现代激光雕刻网纹辊多采用正六边形的开口。
实践证明.这种正六边形的开口供墨方式可以有效地避免莫尔条纹的产生.斜齿形网穴的法向截面为等腰梯形,是与网纹传墨辊线成45度螺旋雕刻斜槽形成的.这种网穴可保证油墨(或涂布液体)的流动性,具有良好的传墨性能。
斜齿形网纹辊供墨量较大.一般用于涂布。
除了以上几种常用的网穴结构外,利用激光雕刻等先进加工方法,加工出的半球形网穴及其他异形网穴的网纹传墨辊.其传墨性能进一步提高。
网穴的开口、网墙、深度及锥角等参数均直接影响传墨量,应根据印刷要求,合理进行选择.网穴的开口面积决定了网纹传墨辊向印版农面的传墨单元的大小。
网穴开口边长a与网穴间隔墙宽度的比值决定了网纹传墨辊传墨的均匀性.网穴的开口尺寸a和深度h(锥角a)也影响网穴的传递油墨性能.开口大.深度浅(锥角大),则容易传递油墨;开口过小、深度大(锥角小》时,网穴的传递油墨性能对油墨的黏度比较敏感.另外,网穴的边角对传墨有阻碍作用,这种现象可称为.边角效应”。
四梭锥形网穴(图2-18)底部的边角效应最为强烈,约占网穴的1/3高度的底部不能传递油墨。
这也是改进采用四棱台、六棱台及半球形网穴的一个原因。
柔版印刷机网纹辊[经验]
![柔版印刷机网纹辊[经验]](https://img.taocdn.com/s3/m/855e3a9603d276a20029bd64783e0912a2167cd5.png)
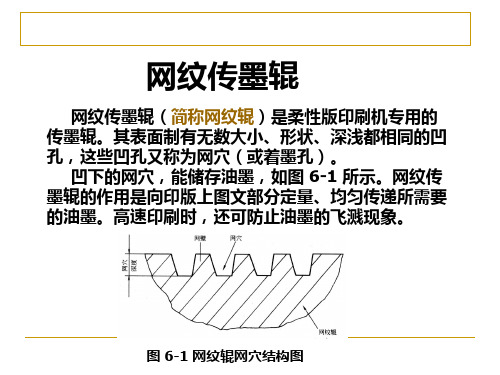
(1)柔版印刷机网纹辊网纹辊是柔版印刷机的传墨辊。
其表面制有凹下的墨穴或网状槽线,用于印刷时控制油墨传送量,如图8所示。
采用网纹辊不仅简化了输墨系统的结构,而且可以控制墨层厚度,为提高印品质量提供了重要保证。
被人们誉为柔版印刷机的心脏。
1、网纹辊的类型早期使用的网纹辊是机械雕刻的铜质辊,并在铜辊上镀铬,以提高耐磨性,增加携墨量。
现代网纹辊采用激光雕刻陶瓷辊技术。
两种网纹辊都有较好的传墨性能,但陶瓷网纹辊价格偏高。
在印刷高精度的网线版,印刷速度达到200m\min时,陶瓷网纹辊更能显示出其耐磨,耐热的优势,但实践证明:陶瓷辊的墨穴易堵塞,应用时必须注意清洗及保养。
金属网纹辊由于有镀层,墨穴不易堵塞,但使用寿命不如陶瓷辊。
大部分用户认为,尽管陶瓷辊初期投资大,但是这种网纹辊使用寿命长(特别是在使用刮墨刀的输墨装置场合),性能优异(激光雕刻可以得到更精致的网线),足以补偿与一般网纹辊相比的额外支出。
2、决定网纹辊传墨性能的参数网纹辊的传墨性能与网纹辊的墨穴雕刻角度、墨穴容积、墨穴深度、网线数、清洗情况等因素有关。
a、墨穴雕刻角度网纹辊的表面是由无数大小一致,分布均匀的细小凹孔组成的,称为墨穴,如图9所示。
墨穴作为油墨载体,具有储墨和匀墨的作用,在高速运转的情况下能有效地克服飞墨现象。
最新发展的激光雕刻网纹辊技术,墨穴角度a主要有30度,45 度,60度,和90度,墨穴排列可相互交错或相互平行。
由于雕刻过程有计算机控制,因此网纹辊及其墨穴可以反复复制。
国外有人建议,网纹辊墨穴的雕刻角度为60度。
b、墨穴雕刻形状墨穴一般有斜齿形,棱锥形,棱台形等。
如图10所示。
斜齿形网纹辊供墨量较大,一般用于涂抹。
现代激光雕刻网纹辊多采用正六边形开口。
实践证明,这种正六边形的开口供墨方式可以有效的避免莫尔条纹的产生(印版加网角度不当可产生龟纹)。
注意,不要采用对称的墨穴圆形开口,因为圆形墨穴开口的墨穴之间的网墙面积增大(网纹辊上凸的部分称为网墙),不仅降低了供墨量,而且传墨的均匀性下降。
把好技术关:柔印机网纹辊的使用和维护
墨性 能 也有 影 响 ,它 直接 关 系 到 网纹传 墨 辊 的使 用 寿 命 。如 果 ,镀 层 不耐 磨 ,网穴 就 容易 出现 磨
损而 影 响传墨 效果 。
、
网纹传 墨辊 的种类和性能分析
网纹辊 顾 名 思义 就 是 因为 它 的表面 ,雕刻 有 呈现 网纹状 的着 墨 孔 ,也 叫 网 穴 。通过 网穴可 实
墨系统 不能实现恒 定的供墨量 。而 柔性版 印刷机 的
短 墨路 供墨装置 ,通过 网纹辊 的网穴 以恒定 的供 墨
量 ,可基 本实现均匀而 又稳定 的供 墨。 因此 ,网纹 辊在柔 性版 印刷机上有 着举足轻重 的作用 ,正确 了
解和认 识网纹辊 的有关 知识 ,科学合 理地使用好 网 纹辊 ,对避 免操作上 的盲 目性 ,提高产 品质量和 生
合 于 印刷精 细 的彩 色产 品 。 由于这 种辊 能形 成 薄 而 均匀 的墨膜 ,油 墨耗 用量 少 ,并 有利 于提 高 墨 层 干燥 速度 ,在 高速 印刷 。
栓塞 油墨 的现 象 ,使 油墨 的转 移不 完全 ,这 样 也 增加 了清 洗 的难度 ,所 以,这 种 网穴 不适 于 印刷
网穴 的工 作性 能较 好 , 印刷 网纹版 面 的产 品 ,可 有效 地避 免 龟纹现 象 。但 它 的 网孔底 部容 易 出现
然 后采 用激 光雕 刻 辊面 上 的着 墨孔 。这 种辊 的 着
墨孔 网线可达  ̄ 10 线/ i ( i = . 4 m 2 0 1 1 2 5 c ),适 n n
有较 好 的传 墨性 ,但 网纹 辊表 面 的水 平 网墙容 易
磨性 强 ,吸 墨和输 送 油墨 稳 定 ,是 目前较广 泛 采 用 的一种 先进 方法 。这种 辊 的硬度 比镀铬 辊要 高 许 多 ,故较 适 合于 刮 刀式 输墨 装置 上 的使用 。激 光雕刻 陶 瓷 网纹辊 是在 钢 辊表 面先 涂布 陶 瓷层 ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
网纹辊的网穴形状分类和排列角度网纹传墨辊的网穴形状和角度的不同,它的使用特性和效果也截然不同。
网纹辊的网穴分类
网纹辊的网穴一般有四棱锥形、四棱台形、六棱台形、梯形截面斜线形等。
1.四棱锥形网穴的应用
四棱锥形网穴在生产中的应用较多,它存在的弊病是网穴底部面小,使油墨难以完全传出。
给清洗带来一定的难度,这种网穴一般只适合干橡胶墨斗辊输墨结构上的使用。
2.四梭台形网穴的应用
四梭台形网穴释墨性能较好,具有一定的灵活性,既可适合橡胶墨斗辊上的使用,也可以用于刮墨刀装里上的使用。
采用刮里刀装置的网纹辊,可使油墨传递薄而均匀,对提高彩色网纹印刷品质具有一定的促进作用。
3.六梭台形网穴的应用
六棱台形网穴的着墨、释墨性能都较好,油里传递过程中不易产生龟纹,较适用于印刷网纹版产品。
六棱台形网纹辊还具有较高的强度,可有效地减少刮墨刀的磨损。
4.梯形截面斜线形网穴的应用
梯形截面斜线形网穴的斜线形墨槽向截面呈等腰梯形,与网纹传墨辊线成45度螺旋雕刻而成,这种网穴可较好地保证油墨的流动性和传墨性。
它主要适用于粘度高的油墨,也可用于上光涂布工艺。
网纹辊的排列角度
网纹辊除网穴形状影响印刷适性外,网穴的排列角度对印刷也有一定的影晌.对印刷网纹彩色产品.若印版图文的角度与网纹版网穴的角度不匹配,印品上就容易出龟纹现象。
常用网穴的排列角度有30度, 45度, 60度等。
1.30度六角形网穴的适用情况
30度六角形网穴有较好的传墨性,但网纹辊
表面的水平网墙容易受使刮墨刀和网纹辊表面受到的磨损。
此外,由于网纹辊随机器高速旋转时,水平墙会破坏油墨流动的均匀性,使30度六角形网穴难以形成均匀的油墨层。
这种角度网穴,较适合于上光涂布工艺用,但也适合于不采用刮墨刀结构的机器上,用于印刷实地版、线条版或文字版产品。
2.45度棱形网穴的适用情况
45度棱形网穴的工作性能较好,印刷网纹版面的产品,可有效地避免龟纹现象。
但它的网孔底部容易出现栓塞油墨的现象,使油墨的转移不完全,这样也增加了清洗的难度.所以,这种网穴不适于印刷精细的彩印产品。
3.60度六角形的网穴的适用情况
60度六角形的网穴,单位面积内的面积利用率最高,其网墙窄、余留面积小,且网穴具有较浅的深度与较宽的开口,这样使其传墨量明显增大,油里传递也顺畅,清洗也容易。
网纹辊的合理使用,是保证印刷质量的重要一环,所以,印刷时应根据生产的实际情况,选用好网纹辊。
注:本文来自广州爱堡官方网站,转载请注明!。