ISO印刷国际标准之ISO2846
基于ISO2846对胶印四色印刷油墨颜色的评价

刘 江 浩 ,高少 红 ,毛甜 甜
(北 京 印刷 学 院 印刷 与 包 装 工 程 学 院 ,北 京 102600)
摘 要 :基 于 ISO 2846 国际 印刷 标 准 ,通 过 实验 的 方 法 ,对
国 内胶 印 四色 印刷 油 墨进 行 颜 色 评 价 ,建 立 色 差 曲 线及 光
第 22卷 第 2期
VoI.22 NO.2
北 京 印 刷 学 院 学 报 Journal of Beijing Institute of Graphic Communication
2014年 4月
Apr. 2014
基 于 IS02846对 胶 印 四 色 印 刷 油 墨 颜 色 的 评 价
2 结 a b 及 色 差 与 ISo 2846标
准 对 比
要验 证 油 墨 的 印 刷 颜 色 效 果 是 否 符 合 ISO 2846的规 定 ,必 须 在 参 考 承 印 物 上 打 出 一 定 墨 层 厚度 范 围 内的一 系列样 条 。然后 ,测量 这 些样 条 的
墨 的色 度 值 ,使 其 达 到 完 美 的 标 准 化 油 墨。
关 键 词 :IS02846;胶 印 四色 印刷 油 墨 ;颜 色 评 价 ;色 差 ;光
谱 反 射 率
中图 分 类 号 :TS802.3
文 献 标 志 码 :A
文 章 编 号 :1004—8626(2014)02-0020—03
第 2期
刘 江 浩 ,高 少 红 ,毛 甜 甜 :基 于 ISO2846对 胶 印 四色 印刷 油 墨 颜 色 的评 价
21
件 ,用 X—rite 939型 分 光 光 度 计 进 行 测 试 ,得 到 颜 色数 据 ,分 析 测试结 果 。
印刷色差国际标准
印刷色差国际标准印刷是现代制造业中广泛使用的一种技术,它包括几种不同的方式和技术,如胶印、平版印刷、凸版印刷等。
印刷过程中,颜色是一个非常重要的因素,它不仅影响产品的外观质量,还直接关系到产品的质量和市场竞争力。
因此,印刷中的色差问题是一个非常关键的问题。
在这篇文章中,我们将会介绍一些关于印刷色差的国际标准以及如何避免印刷中的色差问题。
一、CIELAB色彩空间CIELAB色彩空间是一种国际标准的色彩空间,这种色彩空间基于人类视觉系统的特点,利用L、a、b三个变量来描述颜色。
其中,L表示亮度,a表示从绿色到红色的对比度,b表示从蓝色到黄色的对比度。
这样的三维坐标系可以准确地表达出所有颜色。
二、色差色差是指两个颜色之间的差异,也就是颜色空间中两个点之间的距离。
一般来说,色差越小,两个颜色之间的相似度就越高。
在印刷过程中,色差是一个非常重要的因素,因为它直接关系到印刷品的视觉质量。
通常情况下,实际色与标准色之间的色差越小,印刷品的视觉质量就越高。
三、色差的测量为了准确地测量色差,需要使用专门的测量设备。
常见的测量设备包括:色差计、光谱分析仪等。
其中,色差计是一种比较常见的测量设备,它可以直接读取色差值,同时还可以显示L、a、b三个变量的值。
四、国际标准在印刷领域,有一些国际标准是非常重要的。
这些标准通常可以帮助企业准确地控制色差,从而提高产品的质量和市场竞争力。
以下是一些常见的国际标准。
1、ISO 12647-2ISO 12647-2是一种国际标准的彩色印刷标准,它包括了胶印、凸版印刷、平板印刷等三种不同的印刷方式。
该标准规定了不同打样规格对应的颜色标准、色差值以及版面输出等要求,对印刷企业来说是非常有参考价值的。
ISO 13655是一种描述和精确度测量图像的光谱拓展性的国际标准。
这个标准定义了一些与测量有关的术语,并规定了标准光源以及颜色参考标准。
ISO 2846-1是一种适用于油墨颜色标准的国际标准。
四色油墨颜色和透明度
行业标准——印刷技术四色印刷油墨颜色和透明度第1部分:单张纸和热固型卷筒纸胶印前言本标准等效采用ISO 2846-1《印刷技术——四色印刷油墨的颜色和透明度——第1部分:单张纸和热固型卷筒纸胶印》的最新版本,使本标准具有更广泛的实用意义,本标准是我国油墨行业与印刷行业统一胶印油墨颜色和透明度的依据之一。
本标准确定了单张纸和热固型卷筒纸四色胶印油墨的色度、透明度、墨层厚度范围和完整的测试方法。
本标准中所采用的计算方法、数据、参数、图表、实例以及标准文本中所提及的“本标准”等都是ISO 2846标准中第1部分的内容,在使用时不要与ISO 2846标准的其它部分混淆。
为方便使用,本标准将ISO 2834《印刷技术——胶印和凸印油墨印样制备》中的有关部分编入附录B,将ISO 13655《印刷技术——印刷图象的光谱测量和色度计算》中的有关部分编入附录C,附录B和附录C都做为标准的附录。
本标准的附录A、附录B、附录C是标准的附录。
本标准的附录D、附录E、附录F是提示的附录。
本标准由全国印刷标准化技术委员会提出并归口。
本标准起草单位:辽宁省印刷技术研究所。
本标准主要起草人:杜原、王德信、林立、张红。
ISO前言ISO(国际标准化组织)是一个由各国标准化组织(ISO成员国)组成的世界性联合体。
国际标准的制定通常是由ISO技术委员会来执行的。
每一个对技术委员会制定的标准主题感兴趣的成员国都有权向委员会表达自己的意见。
与ISO有协作关系的各国际组织,无论是政府的还是非政府的,都可参与此项工作。
ISO与国际电工技术委员会(IEC)在所有电工技术标准化的问题上都进行紧密的协作。
被技术委员会采纳的国际标准草案要经过各成员国投票表决。
一个国际标准的发布至少要得到75%成员国的同意。
ISO 2846国际标准是由ISO/TC 130印刷技术委员会制定的。
它是在ISO 2846:1975和ISO 2845:1975基础上修订而成的。
G7工艺的实用介绍
G7工艺的实用介绍随着CTP出版技术的不断成熟和渗透,在美国,一种名为G7的工艺悄然兴起。
它由美国的平版胶印商业印刷规范组织(简称GRACoL),结合CTP的多年实践,探索总结而成,其目的就是要在CTP的帮助下,实现商业胶印的“同貌”(shared appearance)效果。
其基本原理见前文《G7——向传统挑战》。
G7到底如何?是否适合中国的情况?要知道梨子的滋味,必须亲自品尝才行。
下面介绍G7工艺的具体操作方法,希望能为有兴趣的工厂提供一点帮助,并也希望能得到实践后的反馈。
一、 相关的理论知识(一)旧知识的复习1、灰平衡灰平衡是指用CMY三色印刷出灰色时,CMY三色的网点组合。
如较常见的用(50C,41M,41C)的组合,印刷出中间调的灰色来。
在印刷当中,CMY三色的色彩饱和度是最高的,而灰色的饱和度为0。
一旦我们使用饱和度最高的CMY油墨复制出饱和度为0的灰色时,灰色调可以准确还原,同时,其他的彩色也得到了正确的复制。
在传统印刷中,各工厂的灰平衡不完全相同,但大致一样。
2、实地密度Solid Ink Density(SID)与密度计密度是指对反射(透射)率的倒数的对数取值。
实地密度是指印刷出100%的网点时的密度值。
在印刷中,不同的实地密度可能会引致灰平衡的偏移和网点扩大率的变化。
密度计是借助于滤色片和光学系统,对密度值进行测量的工具。
在传统印刷中,要利用密度计,严格控制各色版的实地密度。
3、网点扩大曲线Tone Value Increase(TVI)由于印刷压力等因素的影响,网点扩大是不可避免的,必须掌握网点扩大在允许的范围内变化。
传统印刷中,一般是控制中间调在11~20%左右。
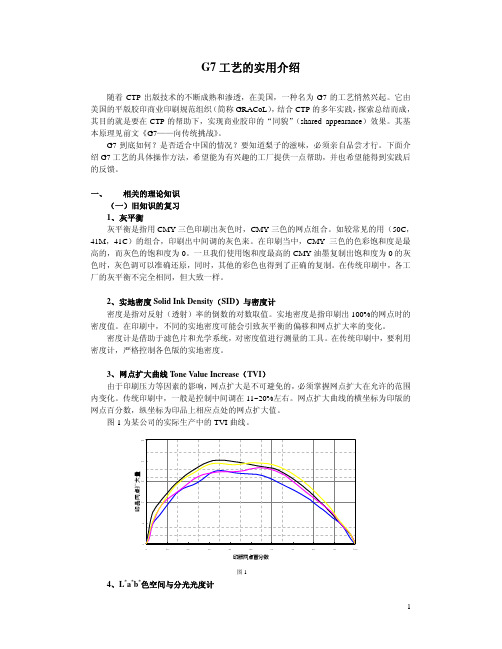
网点扩大曲线的横坐标为印版的网点百分数,纵坐标为印品上相应点处的网点扩大值。
图1为某公司的实际生产中的TVI曲线。
图14、L*a*b*色空间与分光光度计L*a*b*色空间是国际照明组织委员会于1976年提出来的一个符合印刷工业特点的颜色空间。
基于ISO 2846-1的胶印油墨标准测试

只 有 上 限 值 。若 青 品 黄 的 △E值 都 在 4之 内 ,则 其 色 度
4.实 验 条 件
值 符 合 IsO 2846—1标 准 。
印 刷 压 力 :625N;印 刷 速 度 :0.2m/s;环 境 温 度 :
24cC 。
5.实 验
高 速 匀墨仪 玻璃 板
调墨 刀
IGT HSIU4 广 州润湖 仪器 有限 公司
北京 市北 京今 印联图像 设 备 有 限 公 司
北京 市北 京今 印联图像 设 备 有 限 公 司
对 油 墨 的 性 能 进 行 分 析 ,判 断 该 黄 色 油 墨 是 否 满 足 IS0 2846—1的 胶 印 油 墨 标 准 。
表 1 实 验 仪 器 仪器 型 号
生产 厂家
的 重 要 砝 码 。 与 此 同 时 ,随 着 生 活 水 平 的 改 善 ,大 众 对 印 刷 产 品 质 量 的要 求 也 在 不 断 上升 ,尤 其 体 现 在 印 品 色 彩 的饱 和 度 、 图像 的 一 致 性 和 清 晰 度 等 方 面 。 而 印 刷 油 墨 是 影 响 色 彩 饱 和 度 、图 像 清 晰 度 的 主 要 因 素 ,因 此 满 足 IS0 2846—1标 准 化 要 求 的 印 刷 油 墨 成 为 获得 高 质 量 印 品 的 关键 。
印刷 适性 仪 IGT AIC2 北 京市 北京今 印联 图像设 备
— 5
有限 公 司
IGT精量 注墨器
IGT
深 圳 市天友 利标 准光源 有限 公 司
电子 分析 天平 FA1204B 上海 精科天 美贸 易有 限公 司
spectroeye密度 仪 LT X—Rite 深 圳 市天友 利公标司 准光源 有限
印刷业国际标准研究与培训考核试卷

三、填空题(本题共10小题,每小题2分,共20分,请将正确答案填到题目空白处)
1.国际标准化组织(ISO)的英文全称是__________。
2.印刷业中,CMYK颜色模式中的“K”代表__________。
3.在印刷过程中,__________是控制印刷品色彩的关键环节。
4.国际标准ISO 12647规定,印刷纸张的尺寸标准是根据__________系列来定义的。
5.印刷业中,__________是一种常用的环保型印刷材料。
6.色彩管理中,ICC色彩特性文件通常以__________为文件扩展名。
7.印刷过程中,__________是衡量网点扩大程度的指标。
8.依据国际标准ISO 9001,质量管理体系的文件应包括__________、程序文件和作业指导书。
8.印刷业中的数字资产管理系统能够完全替代传统的人工文件管理。()
9.印刷过程中,所有的质量控制工作都应该由专业的质量控制人员完成。()
10.依据国际标准ISO 45001,印刷企业不需要对员工的职业健康安全进行管理。()
五、主观题(本题共4小题,每题10分,共40分)
1.请简述印刷业国际标准ISO 12647的主要内容和其在印刷质量控制中的作用。
D.国际印刷工艺师协会(ISGS)
18.在印刷业中,以下哪个指标与印刷品的耐光性有关?()
A.色度
B.密度
C.网点增大
D.耐光性
19.下列哪个国际标准主要涉及到印刷业的安全生产?()
A. ISO 45001
B. ISO 9001
C. ISO 14001
D. ISO 27001
20.在印刷过程中,以下哪个因素可能导致印刷品出现色差?()
G7认证大拷问

G7认证大拷问自2005年开始,G7认证逐渐从美国传播到中国内地,起初主要在广东沿海地区的港资企业较为流行,2010年以后传播范围慢慢较广。
10年时间过去了,现在中国内地已陆续有200多家印刷企业获得G7认证(扫描下方二维码,可查询获得G7认证的印刷企业名单)。
若问这200多家印刷企业中,真正掌握并应用G7技术的有多少,恐怕结果就不乐观了。
某年拜访一家业内知名印刷企业时,笔者无意中问到:“贵公司是否通过G7认证?”这家企业老板答曰:“已有证书呀。
”然后其用手一指,证书赫然放在柜中角落处。
再问:“平时有没有使用Curve软件调整制版曲线?”答曰:“专家用过,我们自己没有,一直就使用之前专家调整好的印版补偿曲线进行制版,没有调过。
”再问:“你们进行G7认证时,G7认证服务商有没有给你们做过相关技术培训?”答曰:“没有,G7认证服务商帮我们拿到证书之后就走了。
”听到这里,笔者有些无言以对。
笔者在和另一家知名印刷企业的技术部负责人聊天时也谈到G7认证。
他告诉我,由于他们企业较早获得G7认证,所以当时G7的培训和认证均由来自香港的G7专家来完成。
G7专家首先对印前和印刷环节的相关人员进行了为期两天的详细的基础培训和实地指导,确认参与人员都掌握和理解了G7的方法,能够运用仪器和软件按照G7方法进行色彩校正。
之后确定了一个时间,对企业进行G7考核。
考核当天,G7专家对整个认证过程进行全程监控,但丝毫不予置评,从制版到印刷、改版再到印刷的整个过程均由印刷企业人员自行完成,G7专家只负责检验从印刷机台送来的被认为初步合格的G7样张。
如果检查发现G7样张不合格,G7专家会将G7样张退回去,指出问题在哪,但不说明应该怎么调整,直到所需要的G7样张全部合格后,印刷企业才能通过G7认证。
这样一来,该企业的G7证书就是真刀真枪考出来的,对于G7方法自然也了然于胸,后续将G7方法应用于生产也就更加胸有成竹。
这两家企业对G7认证的态度截然不同,在中国第一种情况更加普遍。
解读印刷生产过程的各种控制标准

解读印刷生产过程的各种控制标准解读印刷生产过程的各种控制标准印刷生产过程中有着各种控制标准,现进行解读:1.ISO12647印刷过程控制标准有关印刷技术方面的国际标准化组织(lnternationalStandardOrganization简称ISO)下属的印刷技术委员会TC130制定,其制定的国际标准主要可归纳为以下几大类:术语标准;印前数据交换格式标准;印刷过程控制标准;印刷原辅材料适性标准;人类工程学/安全标准。
其中,印刷过程控制标准是印刷生产广泛应用的基础标准,在ISO/TC130中占有重要的地位,它主要规定了印刷生产过程中各关键质量参数的技术要求和检验方法。
如ISO12647的一系列标准,它是按照胶印、凹印、网印、柔印、数字印刷的工艺方法划分,针对不同印刷方式的质量控制能数,规定各自的技术要求和检验方法。
ISO12647(网印调分色片、样张和印刷成品的加工过程控制)是建立在包括油墨、纸张、、测量和视觉观察条件标准之上的标准,这个标准包括很多部分,每一部分对不同的印刷工艺,均定义了该工艺参数的最小值:(1)SO12647-1:参数与测量;(2)SO12647-2:胶印;(3)SO12647-3:新闻纸冷固型胶印;(4)SO12647-4:出版凹印;(5)SO12647-5:网印;(6)SO12647-6:柔印;(7)SO12647-7:数码印刷和打样。
简而言之,ISO国际标准有助于印刷从业者、印前部门以及印刷品买家之间进行信息交流。
作为国际上通和的标准,ISO已经越来越广泛地被印刷品买家所接受和采用,也成为印刷企业进出出口业务的通行证。
而在国内,采用国际标准的印刷企业也越来越多,如凸版利丰雅高有限公司、北京圣彩虹制版印刷技术有限公司、浙江影天印业有限公司等众多知名印刷企业,甚至一些规模还不是很大的企业,在印刷生产时均严格按照ISO12647-2、ISO12647-7、ISO2846、ISO12646、ISO10128等一系列国际标准的要求去执行印刷流程的每一步操作,做到产品有序可循、有章可查、以确保产品的稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ISO2846-1:2006
印刷技术——四色印刷油墨的颜色和透明度 第一部分:单张纸和热固型卷筒纸胶印
ISO2846总纲
一个国际标准的发布至少要得到75%成员国的同意。 ISO 2846国际标准是由ISO/TC 130印刷技术委员会制 定的。 ISO 2846供有五个部分: 第1部分:单张纸和热固型卷筒纸胶印 第2部分:报纸印刷 第3部分:出版凹印 第4部分:网印 第5部分:柔性版印刷
测试方法:
3、测试步骤 上墨(足够量)、匀墨(30S左右)、印刷盘着墨(15S左 右); 印刷盘称重; 在指定印刷压力下进行印刷; 印刷后印刷盘称重; 放干净的印刷盘重复以上过程,直到获取一组包含上下限 墨层厚度值的、具有不同厚度的油墨测试样张; 测量符合厚度要求的样张,计算色度、透明度等参数。
墨层厚度范围(μm)
油墨类型 氧化干燥 /渗透型 光固化 青 0.7-1.1 0.7-1.3 品红 0.7-1.1 0.7-1.3 黄 0.7-1.1 0.7-1.3 黑 0.7-1.3 0.9-1.3
卷筒纸热 固型
0.7-1.3
0.7-1.3
0.7-1.3
0.9-1.3
测试方法:
1、测试原理 将被测油墨按照规定的墨层厚度印到参照承印物 上。测量其颜色,若发现一个或多个印样符合本标准 规定的数值和公差,且油墨也符合透明度标准,则该 油墨符合本标准。
适用范围
本标准规定了四色胶印用系列原色油墨(打样 和正式印刷用)在指定的条件和承印物上印刷 所得到的颜色,并指定了测试方法以确保颜色 的一致性。 本标准适用于单张纸、卷筒纸热固型、光固型 胶印油墨。 本标准不适用于荧光油墨,并且未对颜料进行 规定。
定义:
标准油墨 standard ink 用于四色印刷的油墨,在本标准墨层厚度范围内,在参 照承印物上印刷时,此油墨遵循本标准的色度和透明度特性。 标准四色油墨 standard ink set 由黄、品红、青和黑油墨组成的完整的标准油墨组。 原色 primary colors 由黄、品红、青油墨制备的单个印刷品的颜色,若ห้องสมุดไป่ตู้些 印刷品是按照本标准的规定制备的,并符合本标准规定的色 度特性,它们就是标准原色。
部分定义:
二次色 secondary colors 由三种原色墨中的任意两种油墨依次叠印所得到的颜色。 透明度 transparency 不考虑散射光,油墨墨层透过和吸收光线的能力。通常用测量 散射光来表示。 透明度测量值 transparency measurement values 墨层厚度和原色墨叠印在黑底上的色差之间回归直线斜率的倒 数。(同一彩色油墨采用相同的墨层厚度,分别在标准白底承印材 料和标准黑底承印材料进行印刷,读取二者之间的色差,并绘制出 色差与相应墨层厚度之间的关系图,则此曲线的斜率的倒数即为此 种油墨的透明度。)
技术要求:
色度值(0°/45°几何条件,D50照明体,2°视场)
油墨 颜色 黄 品红 青 黑 三刺激值 X Y Z 7.40 L* 91.00 CIELAB值2) a* -5.08 76.02 b* 94.97 -3.01 45.99 -0.56 ΔE 4.0 4.0 4.0 - 误差 Δa
-
Δb
-
73.21 78.49
36.11 18.40 16.42 49.98
-
-
16.12 24.91 52.33 56.99 -39.16 2.47 2.52 2.14 18.01 0.80
-
-
±1.5
±3.0
技术要求:
透明度要求:
油墨颜色
品红 黄 青
透明度(测量值T) 0.12 0.08 0.20
技术要求:
测试方法:
2、测试准备 印刷适性仪、电子天平、分光光度计、测试样条(预 印黑墨) 从印版到承印物直接印刷 环境温度应为(24±1)℃ 、速度(1±0.1)m/s、印刷 压力(225±25)N/cm 印版应是一个弹性体或覆盖橡皮市的辊子,肖氏硬度A 为80~85度 对于挥发性(热固型)油墨,匀墨和着墨时间都<=20s 每印一次,输墨单元和印版都要清洗和再上墨
墨层厚度计算公式:
D=C/P C=10000×△m/(L×B) D表示油墨厚度(um) P表示油墨密度(kg/dm3) C表示单位面积油墨转移量( g/m3 ) L表示印刷长度 B表示印刷宽度 △m表示转移到承印介质上的油墨量(g)