车间组装流程图样板
涂装车间工艺流程图
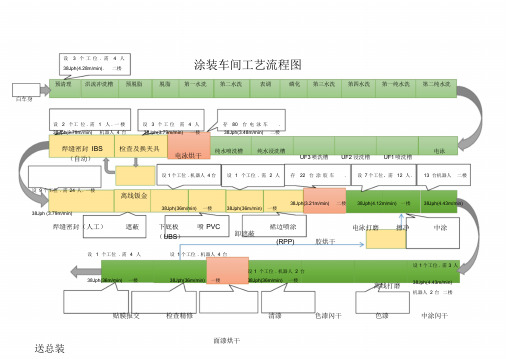
设 3 个工位. 需 4 人38Jph(4.28m/min). 二楼涂装车间工艺流程图预清理洪流冲洗槽预脱脂脱脂第一水洗第二水洗表调磷化第三水洗第四水洗第一纯水洗第二纯水洗白车身设 2 个工位. 需 1 人. 一楼设 3 个工位需 4 人存80 台电泳车.38Jph(3.79m/min) 机器人4台38Jph(3.79m/min) 一楼38Jph(3.48m/min) 二楼焊缝密封IBS (自动)检查及换夹具电泳烘干纯水喷洗槽纯水浸洗槽电泳UF3 喷洗槽UF2 浸洗槽UF1 喷洗槽设1 个工位. 机器人 4 台设 1 个工位. 需 2 人存22 台涂胶车. 设7 个工位。
需12 人. 13 台机器人二楼设9 个工位. 需24 人. 一楼离线钣金38Jph(3.21m/min) 二楼38Jph(4.12m/min) 一楼38Jph(4.43m/min)38Jph(36m/min) 一楼38Jph(36m/min) 一楼38Jph (3.79m/min)焊缝密封(人工)遮蔽下底板(UBS)喷PVC 裙边喷涂卸遮蔽(RPP) 胶烘干电泳打磨擦净中涂设 1 个工位. 需 4 人设 1 个工位. 机器人4台设1 个工位. 需3人设1个工位. 机器人2台38Jph(36m/min) 一楼38Jph(36m/min) 一楼38Jph(36m/min) 一楼离线打磨38Jph(4.43m/min)机器人 2 台二楼贴膜报交检查精修清漆色漆闪干色漆中涂闪干面漆烘干送总装设 4 个工位. 需 4 人设8 个工位. 需15 人存65 台面漆车二楼15 台机器人二楼17 台机器人二楼38Jph(4.12m/min )一楼38Jph(4.12m/min )一楼38Jph(3.48m/min) 38Jph(4.43m/min) 38Jph(4.43m/min)。
车间组装架构图
喷 漆 2 人
总经理
1人
生产厂长
1人
生产主管
1人
生产助理
1人
设备维修
2人
1人
A面漆班长
1人
B面漆班长
包 装 打 磨 6
遮 蔽 3 人
上 下ห้องสมุดไป่ตู้线 6 人
前 处 理 6 人
喷 漆 5 人
下 线 检 1 人
抛 光 4 人
包 装 检 1 人
包 装 2 人
遮 蔽 3 人
上 下 线 6 人
前 处 理 6 人
B面漆班长
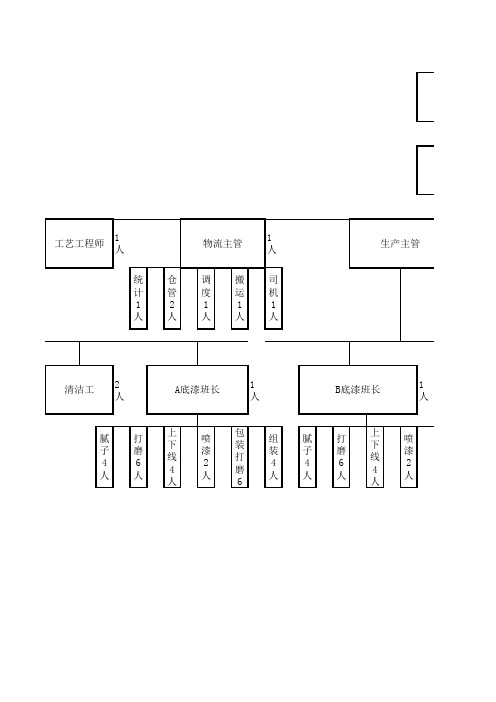
总经理
生产厂长
工艺工程师
1人 统 计 1 人 仓 管 2 人
物流主管 调 度 1 人 搬 运 1 人
1人 司 机 1 人
生产主管
清洁工
2人
A底漆班长
1人
B底漆班长
1人
腻 子 4 人
打 磨 6 人
上 下 线 4 人
喷 漆 2 人
包 装 打 磨 6
组 装 4 人
腻 子 4 人
打 磨 6 人
上 下 线 4 人
1人
清洁工
2人
喷 漆 5 人
下 线 检 1 人
抛 光 4 人
包 装 检 1 人
组装部生产流程图
作业流程
目
接单 备料
1 下生产单 备料/夹具
2 生产排程
排程 、计
划
3 计划
4
产前准备
首件
排拉
5 自检合格
NO
QC确认 OK
6 批量生产
生产 巡检 异常 停拉 改善
7 异常发生
停拉改善
制 程
自主检查
继续生产
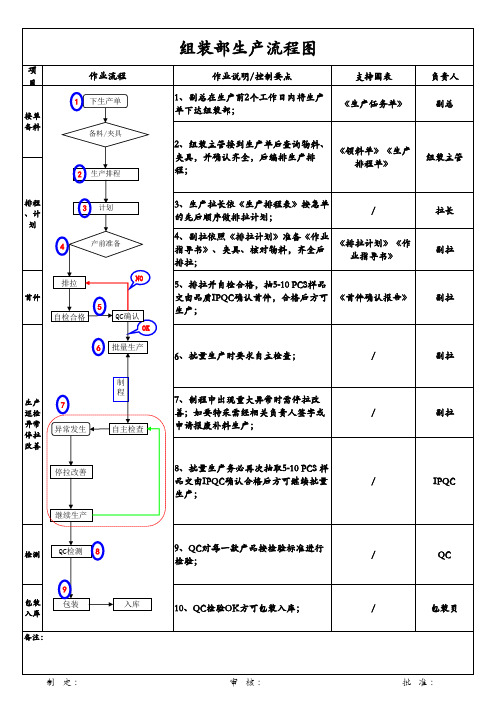
组装部生产流程图
作业说明/控制要点
1、副总在生产前2个工作日内将生产 单下达组装部;
支持图表 《生产任务单》
包装 入库
包装
入库
10、QC检验OK方可包装入库;
/
备注:
QC 包装员
制 定:
审 核:
批 准:
负、 夹具,并确认齐全,后编排生产排 程;
《领料单》《生产 排程单》
组装主管
3、生产拉长依《生产排程表》按急单 的先后顺序做排拉计划;
/
4、副拉依照《排拉计划》准备《作业 指导书》、夹具、核对物料,齐全后 排拉;
《排拉计划》《作 业指导书》
5、排拉并自检合格,抽5-10 PCS样品 交由品质IPQC确认首件,合格后方可 《首件确认报告》 生产;
拉长 副拉 副拉
6、批量生产时要求自主检查;
/
副拉
7、制程中出现重大异常时需停拉改
善;如要特采需经相关负责人签字或
/
申请报废补料生产;
8、批量生产务必再次抽取5-10 PCS 样
品交由IPQC确认合格后方可继续批量
/
生产;
副拉 IPQC
检测 QC检测 8
9、QC对每一款产品按检验标准进行 检验;
/
9
车间生产工艺流程图
车间生产工艺流程图车间生产工艺流程图是指通过图形化的方式展示车间生产过程中的各个环节和工艺流程。
它可以清晰地展示产品在生产过程中所经过的各个工序和生产线,帮助管理人员和工人更好地理解和掌握生产流程,从而提高生产效率和产品质量。
一、车间生产工艺流程图的作用车间生产工艺流程图是车间生产管理中非常重要的工具,它的作用主要体现在以下几个方面:1. 了解生产流程:通过工艺流程图,可以清晰地了解产品在车间生产过程中所经过的各个工序和生产线,包括原材料的进货、加工、装配、检验等环节,有助于管理人员全面了解生产流程。
2. 优化生产流程:通过分析工艺流程图,可以找出生产过程中存在的瓶颈和问题,进而进行调整和优化,提高生产效率和产品质量。
3. 提高员工培训效果:工艺流程图可以作为培训教材,帮助新员工快速了解和掌握生产流程,减少培训成本和时间。
4. 质量控制和问题解决:通过工艺流程图,可以及时发现生产过程中的问题和质量异常,从而采取相应的措施进行调整和改进,确保产品质量。
二、车间生产工艺流程图的编制方法车间生产工艺流程图的编制需要遵循一定的方法和规范,以下是一般的编制流程:1. 收集相关信息:首先,需要收集与生产流程相关的各种信息,包括产品的设计图纸、工艺规程、设备清单、工序说明等。
2. 绘制流程图:根据收集到的信息,可以开始绘制工艺流程图。
一般来说,可以采用流程图、箭线图、框图等形式进行绘制。
在绘制过程中,需要标注每个工序的名称、工时、设备和材料等信息。
3. 审核和修订:绘制完成后,需要进行审核和修订。
可以邀请相关部门的专业人员进行审核,确保流程图的准确性和完整性。
4. 发布和使用:经过审核和修订后,工艺流程图可以发布并投入使用。
同时,需要将流程图在车间内进行张贴,方便工人参考和操作。
三、车间生产工艺流程图的示例下面是一个简化的车间生产工艺流程图示例,以汽车装配车间为例:1. 原材料进货:从供应商处购买汽车零部件和原材料。
装配车间流程图

装配车间流程图一、概述装配车间是指用于组装和装配产品的专门车间,它是生产线上的关键环节之一。
装配车间的流程图是对装配车间内各个工序和操作步骤进行图形化展示的工具,能够清晰地展示装配车间的工作流程和操作顺序,帮助工作人员理解和执行工作任务。
二、装配车间流程图的标准格式装配车间流程图通常采用流程图的形式进行展示,标准格式包括以下几个要素:1. 开始和结束标志:流程图的开始和结束标志分别用圆形和椭圆形来表示,圆形表示流程的起点,椭圆形表示流程的终点。
2. 操作步骤:操作步骤用矩形框表示,每个步骤都有一个描述性的文本标签,用于说明该步骤的具体操作内容。
3. 连接线:连接线用于连接不同的操作步骤,表示操作步骤之间的顺序关系。
连接线可以是直线或带箭头的直线,箭头指向操作步骤的下一个步骤。
4. 决策点:决策点用菱形表示,表示流程中的判断点,根据不同的条件选择不同的操作步骤。
决策点通常带有描述性的文本标签,用于说明决策条件。
5. 输入/输出:输入和输出用平行四边形表示,输入表示流程中需要的输入数据或信息,输出表示流程中产生的输出数据或信息。
三、装配车间流程图的示例下面是一个示例装配车间流程图,用于说明整个装配车间的工作流程:开始 --> 检查零部件是否齐全 --> 是 --> 组装产品A --> 检查产品质量 --> 合格 --> 包装产品A --> 结束--> 不合格 --> 返工 --> 重新组装产品A --> 检查产品质量 --> 合格 --> 包装产品A --> 结束装配车间的工作流程如下:1. 开始:表示装配车间工作的起点。
2. 检查零部件是否齐全:在进行产品组装之前,需要检查所需零部件是否齐全。
3. 是:如果零部件齐全,则进行产品A的组装。
4. 检查产品质量:组装完成后,进行产品质量的检查。
5. 合格:如果产品质量合格,则进行产品A的包装。
电子车间生产流程图
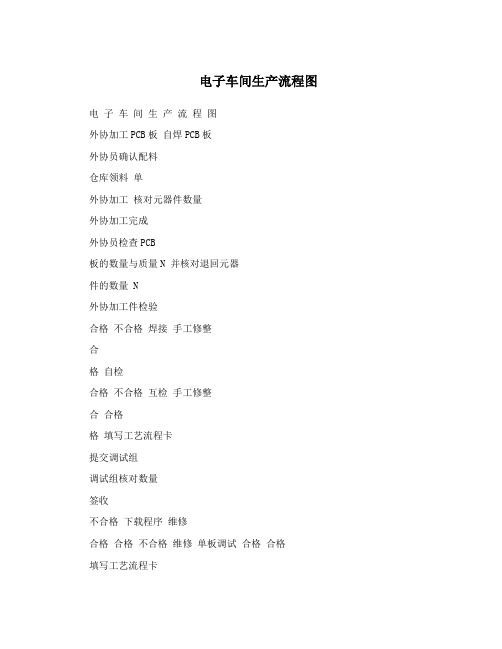
电子车间生产流程图电子车间生产流程图
外协加工PCB板自焊PCB板
外协员确认配料
仓库领料单
外协加工核对元器件数量
外协加工完成
外协员检查PCB
板的数量与质量N 并核对退回元器
件的数量 N
外协加工件检验
合格不合格焊接手工修整
合
格自检
合格不合格互检手工修整
合合格
格填写工艺流程卡
提交调试组
调试组核对数量
签收
不合格下载程序维修
合格合格不合格维修单板调试合格合格
填写工艺流程卡
喷漆
不合格提交装配组成品检验维修
合格合
装配组核对数量并签格填写工艺流程卡收半成品装配填写送检单
填写工艺流程卡提交质检部
提交调试组不合格质检部检验维修
合调试组核对数量合格
格
提交装配组不合格半成品检验维修
合格核对数量
合格填写工艺流程卡
成品包装提交装配组
入库产品老化
提交调试组结束
调试组核对数量
不合格维修老化后半成品验证
合格
合格填写工艺流程卡
提交装配组
装配组核对数量
整机装配
填写工艺流程卡
提交调试组
调试组核对数量。
装配车间流程图

装配车间流程图一、引言装配车间是制造企业中非常重要的一个环节,它涉及到产品的组装和装配工序,直接关系到产品质量和生产效率。
为了更好地组织和管理装配车间的工作,制定一份详细的装配车间流程图是必要的。
本文将详细介绍装配车间的流程图,并对每个环节进行详细的描述。
二、1. 接收产品装配车间的第一步是接收产品。
产品从前一工序或仓库中送达装配车间,并由工人进行接收。
接收产品的工人要核对产品数量和规格,确保与订单或生产计划一致。
2. 准备工作接收产品后,装配车间需要进行准备工作。
这包括准备所需的工具、设备和材料,确保装配工序的顺利进行。
同时,对装配车间进行清洁和整理,确保工作环境整洁有序。
3. 组装零部件在准备工作完成后,装配车间开始进行零部件的组装工作。
根据产品的装配要求,工人将零部件按照一定的顺序进行组装。
组装过程中,需要确保零部件的质量和装配的准确性。
4. 检验和调试完成零部件的组装后,装配车间进行检验和调试工作。
通过检验和调试,确保装配的产品符合质量要求和规格要求。
如果发现问题,需要及时进行调整和修复。
5. 包装和标识经过检验和调试合格的产品,进入包装和标识环节。
装配车间根据产品的包装要求,对产品进行包装,并进行标识,包括产品型号、规格、批次号等信息。
包装和标识的目的是方便产品的存储、运输和销售。
6. 质量控制装配车间进行质量控制是确保产品质量的重要环节。
通过对装配过程的监控和抽样检验,及时发现和解决质量问题,确保产品的质量符合要求。
质量控制包括工艺参数的控制、产品外观的检查、功能性能的测试等。
7. 产品出库经过质量控制合格的产品,装配车间进行产品出库。
根据订单或生产计划,按照一定的出库程序,将产品送达下一工序或仓库,以便后续的生产和销售工作。
8. 清理和整理在产品出库后,装配车间进行清理和整理工作。
清理工作包括清理工作台、清理工具和设备,确保工作环境的整洁和安全。
整理工作包括对零部件和材料的整理和归档,方便下次使用。
装配车间流程图
装配车间流程图一、引言装配车间是制造企业中的重要环节,主要负责将零部件按照一定的工艺流程组装成成品。
为了提高装配车间的效率和质量,制定一份详细的装配车间流程图是必要的。
本文将详细描述装配车间的流程步骤和相关要求。
二、装配车间流程图概述装配车间流程图是描述装配车间工作流程的图表,它展示了从零部件入库到成品出库的整个流程。
该流程图包括以下主要步骤:零部件入库、装配计划制定、装配准备、装配操作、质量检验、包装、成品出库。
三、装配车间流程图详细描述1. 零部件入库a. 接收供应商送来的零部件,并进行验收。
b. 对验收合格的零部件进行标识和分类,放置在指定的存储区域。
2. 装配计划制定a. 根据订单需求和生产计划,制定装配计划。
b. 确定装配所需的零部件、工具和设备。
3. 装配准备a. 根据装配计划,将所需的零部件、工具和设备准备齐全。
b. 对所需的工具和设备进行检查和维护,确保其正常工作。
4. 装配操作a. 按照装配计划,将零部件按照一定的工艺顺序进行组装。
b. 在装配过程中,严格按照装配标准和操作规程进行操作,确保装配质量。
5. 质量检验a. 在装配完成后,对成品进行质量检验。
b. 检查成品是否符合技术要求和质量标准,确认是否存在缺陷。
6. 包装a. 对经过质量检验合格的成品进行包装。
b. 根据订单要求,选择合适的包装材料和方式,确保成品在运输过程中不受损。
7. 成品出库a. 将包装好的成品移至成品仓库,并进行标识和分类。
b. 根据订单要求,安排发货,将成品出库并交付给物流公司。
四、装配车间流程图的优势和意义1. 提高工作效率:装配车间流程图明确了各个步骤的先后顺序和操作要求,有助于员工快速准确地完成任务,提高工作效率。
2. 降低错误率:流程图中详细描述了每个步骤的操作规程和质量要求,有助于减少人为错误的发生,提高装配质量。
3. 优化资源利用:通过装配计划制定和装配准备,可以合理安排零部件、工具和设备的使用,避免资源浪费。