不锈钢-陶瓷封接技术
不锈钢-陶瓷封接技术

图’ ! * + *型不锈钢管与陶瓷的真空 电子束焊接结构件
作者曾对某外国公司海洋中应用的特种封接组 件进行了解剖分析, 其结构也是套封, 主体金属是 ( ) 主体陶瓷为 , + & $ + . /不锈钢 ! * 0 1 + * 0 2 + 1 3 0 ’ 4 5 6, 见图: 。 7 8 9 $ , 瓷, ) % 和#
陶瓷 金属封接是电子工业, 特别是真空电子器 ! 件的关键技术之一。它既是一门工艺性和实用性都 很强的基础技术, 又是一门跨学科的复杂技术。 做为金属 陶瓷封接件, 依其不同的用途, 有着 ! 不同的要求。一般来说, 陶瓷封接件应具备如下的 特性和条件: ! 封接强度满足使用要求; " 真空气 密; #残余应力小; $ 满足使用环境的要求; % 封接 价格低廉; 工艺简单易行, 重复性好; &厚度适当, ’ 显微结构中各界面清晰、 层次分明、 完整、 无相互交 换渗透。 对陶 瓷 金 属 封 接 件 做 破 坏 性 实 验, 例如做 ! 正常情况是: 其断裂面一般 & 8 /9 抗拉强度实验, 金属封接的各个界面, 而应是由于残 不发生于陶瓷 ! 余应力的影响发生在陶瓷 金属界面附近的陶瓷部 ! 分。所以在选择被封接的金属材料及封接结构时, 必须选择对陶瓷不产生拉应力的材料和结构。 日本陶瓷 金属封接专家高盐治男通过许多实 ! 验, 根据封接温度的不同, 提出金属、 陶瓷封接时二
陶瓷封接结构 " 典型的几种不锈钢 * [ ,] % " $ ! 过渡金属封接法 & 即在不锈钢 陶瓷中间加入弹性模量低、 膨胀系 * 数介于两者之间的薄金属片或环。见图# 、 图. 。 " $ "
[ ] ’ 夹封结构
浅谈真空炉中陶瓷—金属封接工艺

浅谈真空炉中陶瓷—金属封接工艺本文从网络收集而来,上传到平台为了帮到更多的人,如果您需要使用本文档,请点击下载按钮下载本文档(有偿下载),另外祝您生活愉快,工作顺利,万事如意!陶瓷—金属件的封接以往是在具有还原性气氛的氢炉中进行的,随着设备的更新和工艺流程的调整,陶瓷—金属封接要求在真空炉中进行。
为了确定合理的真空炉陶瓷—金属封接工艺,保证封接件的质量,我们对此项工作进行了全面的策划、试验和研究。
通过试验验证工艺中设定的各项工艺参数,并查看升温速率、一次保温、二次保温的温度和时间,降温的速率,充氮的温度等是否为最佳,工艺时间是否为最短,能否满足产品质量和公司扩产的需要。
1 陶瓷—金属封接的特点及质量要求特点陶瓷—金属封接是一种特殊的焊接,是使陶瓷制件与金属零件牢固连接的技术。
通常,这种连接还要求具有一定的密封性能。
这种封接与金属之间的钎焊相比,其特点在于能够使熔融的焊料润湿陶瓷金属化层表面,而且一般陶瓷的断裂强度比金属要低很多,导热性差,不能塑性变形。
所以,设计结构、封接工艺、陶瓷金属化的质量等因素是影响封接件质量的关键因素。
质量要求质量要求主要有:①机械强度。
通常以封接件的抗拉强度和抗折强度衡量。
②气密性。
对于气密性要求高的电真空器件封接件,常用氦质谱检漏仪检验,用封口的漏气率来衡量气密性的好坏。
③耐热性能,包括耐热冲击性能和耐热烘烤性能。
耐热冲击性能是指在固定的高、低温两个温度之间封接件反复加热、冷却所能承受的冲击次数;耐热烘烤性能是指在某一固定温度下(根据具体应用而定)封接件经受一段较长时间的烘烤的能力。
2 工艺试验方案采用检验合格的金属化瓷件,根据目前产品不同的封接结构和金属化瓷件外径尺寸将其分为A,B,C,D 四大类进行封接工艺试验:①A 类。
平封、一节瓷件的封接结构,瓷壳外径<110 mm。
②B 类。
平封加夹封瓷环、一节瓷件,瓷壳外径≥110 mm。
③C类。
平封、两节瓷件,瓷壳外径<110 mm。
不锈钢陶瓷金属封接技术的应用

以结 构设 计 时为 保 证 封 接件 的 可靠 性 , 采 取措 施 应
减 小 封接 应力 和 增 加 焊 接 强 度 , 采 用 套 封 、 封 、 常 平
立 封 、 封等结 构 形式 ( 图 1所示 ) 大多采 用 热膨 夹 如 ,
生较大 应力 而 导致 陶瓷 炸 裂 , 成 封接 失 败 。 由于 造 陶瓷与 不锈 钢 的热 膨 胀 系数 相 差 较 大 , 常 采 用 以 通 无 氧铜 过渡 的结 构方 式 ( 图 2 a ~ 图 2 c ) 在 降 如 () () ,
内发生 塑性 变形 , 陶瓷受 到 的应 力就 不再 增大 , 以 可
胀 系数 相 近 的 匹 配 金 属 材 料 , 而 减 小 封 接 应 力 。 从 其 中 图 1 a 和 图 1 d 的结构 形式 陶瓷都受 压 应 力 , () () 所 以这 两种 结 构耐 热 冲击 性 较 好 , 接 强 度 也 很 高 封
和 可靠 性 比较 高 , 从 加 工 来 讲 , 1 a 的 结 构对 但 图 ()
陶瓷 的外 圆和金 属 件 内径 的 配 合 尺 寸要 求 较 高 , 加
工难 度很 大 , 批 量 生 产 时难 以保 证 。而 其余 几 种 大
l 实 施 方 式
为 了实 现 不锈 钢 与 陶 瓷 的非 匹配 封 接 , 文 从 本 结 构设 计 和工艺 实 施 两 个 方 面做 了 大 量 的工 作 , 获
维普资讯
・
经 验 交 流
・
不 锈 钢 陶 瓷 金 属 封 接 技 术 的 应 用
陈 志会 , 何 跃
( 国振 华 电子 集 团 宇 光 电 工 有 限公 司 , 州 贵 阳 5 0 1 ) 中 贵 5 0 8
陶瓷的封接技术及研究进展
陶瓷的封接技术及研究进展摘要:介绍了陶瓷与金属连接的主要类型和种类* 对各种连接方法的机理、特点和影响因素进行了重点介绍。
关键词:陶瓷金属连接焊接1引言陶瓷与金属的封接,也称焊接(包括陶瓷与陶瓷的焊接),在现代工业技术中的应用有着十分重要的意义。
近年来,随着陶瓷材料的大规模研究开发,陶瓷与陶瓷或陶瓷与金属的连接技术也越来越引起人们的关注(1-2)。
实现陶瓷与金属的有效连接可以进一步扩大陶瓷的应用范围,诸如电视显像管金属引线的封接,电子元件的封装,飞行器及导弹关键部位的连接等都属于陶瓷—金属封接的范围。
2 陶瓷与金属连接的主要类型陶瓷封装的方法很多,按待焊接材料A和B.是否相同,可以分为同种材料的焊接和异种材料的焊接。
但是还可以根据A、B.间结合材料的有无和种类进行分类。
几种典型的陶瓷封接类型如表所示。
3 陶瓷封接方法3.1 粘合剂粘结粘接具有固化速度快、使用温度范围宽、抗老化性能好等特点,被用于飞机应急修理、导弹辅助件连接、修复涡轮、修复压气机转子方面。
现在胶接技术在国内外都得到了广泛的应用。
一般来讲,陶瓷与金属采用胶接连接,界面作用力为物理力、化学键。
化学粘接较其它工艺得到的界面强度低,据文献+#, 报道:采用有机胶的接头强度小于150MPa,采用无机胶的接头强度小于10MPa,且允许使用的温度有一定的限制(一般低于200度);但粘接技术用在修复上,周期短、工艺简单、修复效率高、成型性能好,因而在动力工程和航空工业中静载荷和超低静载荷中得到了广泛的应用。
3.2 激光焊接将能量密度甚高的激光用于陶瓷的封接,称为激光焊接。
陶瓷用激光焊接装置主要由二氧化碳激光器、反射镜和聚光镜以及预热炉几部分构成。
二氧化碳激光器发出的激光束经反射镜和聚光镜聚焦于试样表面。
预热炉用于预热试样以避免激光照射的局部骤热而产生裂纹。
预热温度和焊接速度对焊接质量影响较大。
陶瓷制品的激光焊接,首先应考虑如何避免由加热、冷却速度和温度梯度所引起的热裂纹。
陶瓷与金属的连接技术
陶瓷与金属的连接技术1. 引言陶瓷和金属是两种不同性质的材料,它们在物理、化学和力学特性上存在明显差异。
由于这种差异,将陶瓷与金属进行有效连接是一个具有挑战性的任务。
然而,随着科技的发展和工程需求的增加,陶瓷与金属之间的连接技术变得越来越重要。
本文将介绍几种常见的陶瓷与金属连接技术,并对其优缺点进行探讨。
2. 黏结剂连接黏结剂连接是一种常见且简单的方法,用于将陶瓷与金属材料连接在一起。
该方法通过使用黏合剂或粘合剂来实现连接。
黏结剂可以是有机或无机材料,如环氧树脂、聚酰亚胺等。
2.1 优点•黏结剂连接方法简单易行。
•可以实现大面积接触。
•黏结剂具有一定的柔韧性,可以缓解因材料差异而引起的应力集中问题。
2.2 缺点•黏结剂连接的强度受到黏结剂本身性能的限制。
•黏结剂可能会受到温度、湿度等环境因素的影响而失效。
•黏结剂连接需要进行精确的表面处理和涂覆工作,增加了制造成本和复杂度。
3. 焊接连接焊接是一种常用的金属连接技术,它也可以用于将陶瓷与金属材料连接在一起。
在焊接过程中,通过加热和冷却来实现材料之间的结合。
3.1 激光焊接激光焊接是一种高能量密度焊接方法,适用于陶瓷与金属之间的连接。
激光束可以在非常短的时间内加热材料,从而实现快速焊接。
3.1.1 优点•激光焊接可以实现高强度连接。
•焊接区域小,对周围区域影响小。
•可以实现高精度、无损伤的焊接。
3.1.2 缺点•激光设备昂贵且操作复杂。
•对材料表面质量要求较高。
•需要进行精确的焊接参数控制。
3.2 电子束焊接电子束焊接是一种利用高速电子束加热材料并实现连接的方法。
它可以在真空或低压环境下进行,适用于陶瓷与金属之间的连接。
3.2.1 优点•电子束焊接可以实现高强度连接。
•焊接区域小,对周围区域影响小。
•可以实现高精度、无损伤的焊接。
3.2.2 缺点•电子束设备昂贵且操作复杂。
•对材料表面质量要求较高。
•需要进行精确的焊接参数控制。
4. 氧化铝陶瓷与金属连接技术氧化铝陶瓷是一种常见的工程陶瓷材料,具有优异的耐磨、耐腐蚀和绝缘性能。
不锈钢表面金属陶瓷涂层技术

摘要近年来,随着现代化工业的不断进步与发展,人们对于材料的性能要求越来越高,其中较为重要的一点便是材料的耐磨性。
众所周知,磨损现象不论在科研实践还是日常生活中都是很常见的,并且若不及时更换调整便极有可能造成严重的安全事故。
因此,如何提高易磨损材料的耐磨性能便显得尤为重要。
锌锅沉没辊是热浸镀锌设备中一种重要零件,我国锌锅沉没辊的辊轴与辊套需要从国外进口,不仅价格昂贵而且磨损严重,平均一周就需要更换一次设备,导致轧制的成本很高。
所以锌锅沉没辊辊轴与辊套的耐磨性是一个越来越受到重视的问题。
本设计旨在制备316L不锈钢表面的耐磨陶瓷涂层来缓解锌锅沉没辊的辊轴与辊套过于严重的磨损,以此延长锌锅沉没辊的辊轴与辊套的寿命,提高生产效率。
我们通常用表面合金化、表面形变强化、表面涂层强化等方法来提高材料耐磨性。
本设计借助钎涂原理,分别以氧化铝和碳化钨作为陶瓷增强相材料,Ni82CrSiB合金为钎料,利用真空钎涂的方法制作出较为耐磨的陶瓷涂层,从而达到提高不锈钢表面耐磨性的要求。
试验结果表明:氧化铝与钎料的润湿效果不够理想,在涂层中没能发现氧化铝相,即以氧化铝作为陶瓷增强相材料无法达到预期目标;而碳化钨颗粒在涂层中分布较均匀,涂层表面光滑,有金属光泽,并且与不锈钢表面冶金结合良好,硬度达到了不锈钢基体的6倍以上,有望大幅提高材料的耐磨性能。
关键词:金属陶瓷涂层;钎涂技术;硬度Brazing Process of Metal-ceramic Coating on Stainless SteelAbstractIn recent years, with the continuous progress and modernization of industrial development, people are increasingly demanding high-performance materials, one of the important points is the wear resistance. As we all know, the wear phenomena both in research and practice is still very common in daily life, and if not timely replacement of adjustments it is very likely result in serious accidents. Therefore, how to improve the wear resistance of the material is particularly important.The zinc pot sink roll is one of the important parts of hot dip galvanizing equipments. The bush of zinc pot sink rolls needs to be imported from abroad, and it is not only expensive but also badly worn., it needs to be replaced once per week, and that would lead to the high cost of rolling. Therefore, the wear resistance of the zinc pot sink roller bearing is a question with more and more attention. This design is in order to prepare the surface of 316L stainless steel wear-resistant ceramic coating to solve the zinc pot sink roll shaft and insert wear too serious problem to extend the life of the equipment andThe main methods of improving the wear resistance for material are surface strain hardening, surface alloying, surface coating strengthened and so on. In this design, we use the braze coating principle, and make the Al2O3 and WC as ceramic reinforcement materials,Ni82CrSiB as the brazing. The method of using the vacuum braze coating to produce more wear-resistant ceramic coating, so as to improve wear resistance of the stainless steel surface requirements. The results showed that: The wetting effect of Al2O3 and brazing filler is not satisfactory, and we could not find alumina phase in the coating, that is to say, Al2O3 as the ceramic reinforcement materials can not achieve the desired goal. However, WC particles in the coating are distributed more evenly. The coating surface is smooth, with a metallic luster, and it is a good metallurgical bond with the stainless steel surface. Its hardness is more than 6 times the stainless steel substrate, and it can be required to improve the wear resistance.Key Words:metal-ceramic coating; braze coating process; hardness目录摘要 (1)Abstract (2)引言 (1)1 文献综述 (2)1.1 陶瓷涂层的分类 (2)1.2 陶瓷涂层的制备方法 (2)1.3 钎涂工艺 (7)1.4钎涂技术分类 (9)1.4.1 按保护气氛分类 (10)1.4.2 按加热方式分类 (12)1.5 钎涂涂层的研究进展 (14)1.5.1 涂层的组织结构 (14)1.5.2 涂层的硬度与耐磨性能 (15)1.6 课题背景及开展研究的意义 (18)1.6.1 课题背景及意义 (18)1.6.2 主要研究内容 (18)2 试验材料、设备与试验方法 (19)2.1 试验材料与成分设计 (19)2.2 试验条件 (21)2.3 试验步骤 (22)2.4测试方法 (23)3 试验结果与分析 (24)3.1 Al2O3涂层 (24)3.2 碳化物涂层 (25)3.2.1 宏观性能 (25)3.2.2 显微组织分析 (26)3.2.3 涂层成分与工艺对组织的影响 (32)3.2.4 力学性能测试 (33)结论 (36)参考文献 (37)附录A(英文文献原文) .................................................................. 错误!未定义书签。
陶瓷与金属封接技术概况

陶瓷与金属封接技术概况
宋毓芳
【期刊名称】《硅酸盐通报》
【年(卷),期】1992(11)6
【摘要】1、引言陶瓷与金属封接是使陶瓷介质与金属牢固地连接在一起的技术。
从出现到现在经历了近半个世纪,由于对现代科学技术,特别是对电子器件的发展起着较大作用,所以这门技术发展十分迅速. 封接技术起源于电子管领域,随着科学技术的发展,现在已远远越出了电子管领域而在更宽广的技术领域得到应用并获得进一步的发展. 陶瓷与金属封接是一门综合性技术,
【总页数】2页(P60-61)
【关键词】陶瓷;金属;封接
【作者】宋毓芳
【作者单位】中硅会特陶委员会
【正文语种】中文
【中图分类】TN305.94
【相关文献】
1.陶瓷-金属封接生产技术与气体介质--降低封接成本的一种有效方法 [J], 高陇桥
2.陶瓷与金属的氧化物封接料制备及其封接工艺 [J], 曹建;刘雄飞
3.电子陶瓷、陶瓷-金属封接与真空开关管用陶瓷管壳第九届技术研讨会征文通知[J],
4.电子陶瓷、陶瓷-金属封接与真空开关管用管壳技术进步研讨会(征文通知) [J],
5.电子陶瓷、陶瓷-金属封接与真空开关管用陶瓷管壳第九届技术研讨会征文通知[J],
因版权原因,仅展示原文概要,查看原文内容请购买。
不锈钢薄板带陶瓷衬垫埋弧焊焊接施工工法(2)

不锈钢薄板带陶瓷衬垫埋弧焊焊接施工工法不锈钢薄板带陶瓷衬垫埋弧焊焊接施工工法一、前言不锈钢薄板带陶瓷衬垫埋弧焊焊接施工工法是一种常用的不锈钢焊接工艺,通过使用陶瓷衬垫,可提高焊接接头的质量和强度。
本文将介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例。
二、工法特点1. 通过陶瓷衬垫的使用,改善了焊接接头的质量和强度。
2. 施工过程中,不锈钢薄板与陶瓷衬垫之间的冷缩量小,减少了热变形的风险。
3. 适用于不锈钢薄板的厚度范围广泛,适用于各类压力容器、石油化工设备等工程。
三、适应范围该工法适用于不锈钢薄板的焊接,可以广泛应用于石油化工、制药、食品、建筑等行业。
四、工艺原理该工法基于不锈钢薄板带陶瓷衬垫的焊接特性,通过陶瓷衬垫的使用,形成一个稳定的焊接接头。
施工工法与实际工程之间的联系主要表现在以下几个方面:1. 在施工过程中,需要根据实际工程的要求,选择合适的不锈钢薄板和陶瓷衬垫。
2. 施工时需采取适当的焊接参数,如焊接电流、焊接速度等,以确保焊接接头的质量符合设计要求。
3. 在实际工程中,还需要根据工程的具体情况,采取一些技术措施,如预热、后热处理等,以确保施工过程的稳定和成功。
五、施工工艺该工法的施工工艺包括以下几个施工阶段:1. 材料准备:选择合适的不锈钢薄板和陶瓷衬垫,并进行切割和清洁处理。
2. 衬垫安装:将陶瓷衬垫安装到不锈钢薄板的接触面上,并进行固定。
3. 预热:根据实际工程的要求,对不锈钢薄板进行预热处理。
4. 焊接:采用埋弧焊的方式,对不锈钢薄板进行焊接。
5. 后热处理:对焊接接头进行后热处理,以消除焊接残余应力。
六、劳动组织在施工过程中,需要组织一支合适的施工队伍,包括焊接工、技术员等。
七、机具设备该工法所需的机具设备包括不锈钢薄板切割机、陶瓷衬垫固定工具、焊接设备等。
八、质量控制为了确保施工过程中的质量达到设计要求,需要采取以下质量控制方法和措施:1. 对不锈钢薄板和陶瓷衬垫进行严格的检验和验收。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
从原则上说应该避免热膨胀系数相差较大的材 料相组合, 但有时从产品需要出发, 不得不用非匹配 组合, 例如不锈钢与陶瓷封接, 此时应采取尽量减小 残余应力的方法, 即 ! 把金属变薄、 变细、 端部加工 成刀刃状; 使用塑性变形好, 杨氏模量低的软金 " 属; 过渡封接 (在陶瓷和金属间夹入热膨胀系数介 # 于两者之间的单层或复合层材料; $采用平衡方法。 此处指陶瓷 金属 陶瓷, 即金属两侧都放陶瓷的封 ! ! 接方法, 使残余应力两面平衡, 以减小单个侧面的残 余应力; %尽可能选择压应力的封接组合; &在保证 耐热性的前提下, 尽可能的降低焊接温度。 以上$项单独使用或复合使用均有效。 由于不锈钢具有许多突出的优点, 高新科技领 域的不少场合均要求它与非氧化物陶瓷封接, 加之 材料价格适中, 因而, 当前应用不锈钢 陶瓷封接的 !
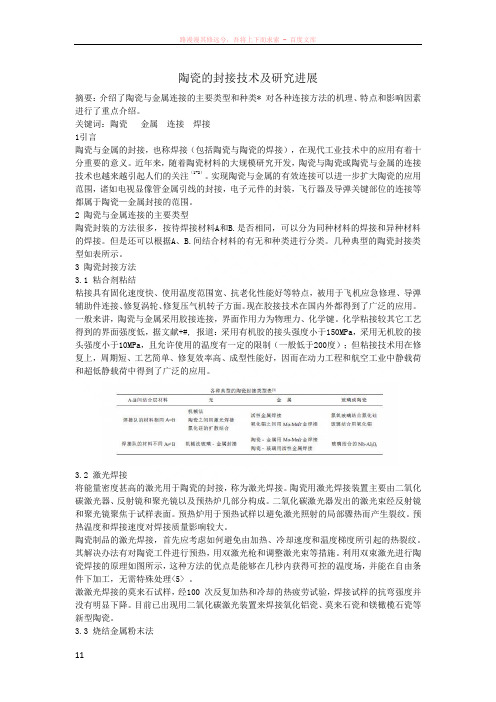
图’ ! * + *型不锈钢管与陶瓷的真空 电子束焊接结构件
作者曾对某外国公司海洋中应用的特种封接组 件进行了解剖分析, 其结构也是套封, 主体金属是 ( ) 主体陶瓷为 , + & $ + . /不锈钢 ! * 0 1 + * 0 2 + 1 3 0 ’ 4 5 6, 见图: 。 7 8 9 $ , 瓷, ) % 和#
(最大值) # (最大值) , # . (最大值) (最大值) 2 , . # 0 (最大值) $ 0 # 0 0 , # 0 0 0 # / 0 (最大值) / ; # 5 , # 0 0 # # , , (最大值) . (最大值) 5 # % , # 0 % # # , % # # , % # # . (最大值) , # 0 (最大值) , # 0 (最大值) , , % (最大值) , # . (最大值) . (最大值) . (最大值) . (最大值) .
[ ] " 为: 者膨胀系数最合适的范围
属的组合, 如表 " 所示, 这是日本目前较实用的组 合。
表3 各种陶瓷及其结合金属
陶瓷 氧化铝瓷 氧化铍瓷 氧化镁瓷 氧化锆瓷 镁橄榄石瓷 滑石瓷 尖晶石瓷 莫来石瓷 接合金属 可伐, , , , 0 > / . / ? @ ! 7 3 A0 ! $ AB C合金 可伐, , 0 > / ? @ ! 7 3 A0 ! $ AB C合金 可伐, , , 0 > / . / / 可伐, , , 0 > / . / , , 0 > / . / -可伐 , 9 ) D
陶瓷封接结构 " 典型的几种不锈钢 * [ ,] % " $ ! 过渡金属封接法 & 即在不锈钢 陶瓷中间加入弹性模量低、 膨胀系 * 数介于两者之间的薄金属片或环。见图# 、 图. 。 " $ "
[ ] ’ 夹封结构
度为# 外径为# 内径为;? 两管中间 0? ?, ,? ?, ?, 为动配合, 陶瓷管两端各留有 , $## ,? ? 的间 隙, 以防止焊接加热时产生应力。采用真空电子束焊 方法焊接# 接头为搭接焊缝。 % * %型不锈钢管与陶瓷管, 首先是对焊件表面进行清理, 采取酸洗法除油 脂及污垢。之后对焊件进 行 焊 前 预 热, 以; ,#0 , / 并保温一段时间, 一 3 ? ’ :的速度预热到# . , ,3, 般为; , 以便使陶瓷件预热均匀。焊接时加 # 0? ’ : 热要均匀。焊完一道焊缝之后, 焊第二道焊缝时, 又 要重新预热到 # . , ,3。之后焊第二道焊缝。接头 焊完之后, 以. / , # . 03 ? ’ :的冷却速度随炉冷却, 不可过快。当冷却到$ 在空气中冷却。 , ,3可出炉, 这种工艺规范如表;所示。
##########$
. , , .年 ! " & B C 0
万方数据
##########$
$
真空电子技术
技
术
交
流
! " # $ $ %& ’ & # ( ) * + , # -
图% 夹封结构示意图 图! ( ) 采用中间金属法进行 # " $ & % ’ 瓷与 ) 高强度封接件 不锈钢的封接, ( (
万方数据
""""""""""#
#
真空电子技术
高陇桥: 不锈钢2陶瓷封接技术
! " # $ $ %& ’ & # ( ) * + , # -
需求与日俱增。这样, 了解和制造不锈钢材料封接 件已成当务之急, 尽管封接难度较大 (特别是结构设 计) , 进展也较缓慢。 !
[ ] " ! # 常用封接不锈钢的分类和特点
非匹配封接应力的方法及结构。特别提出刀口封接在国内外已有应用, 并有足够的强度, 如能用于真空开关管, 必将进一步 降低成本。
关键词: 不锈钢 陶瓷封接; 刀口封接; 陶瓷管壳 !
中图分类号: / 0 1 2 $ 文献标识码: & 文章编号: ( ) " # # 3 ! 4 5 6 2 3 # # 3 # 2 ! # # 7 # ! # 2
蚀性能分类可分为抗点蚀不锈钢、 抗应力腐蚀不锈 钢、 抗磨蚀不锈钢等; 按功能特点分有无磁不锈钢、 易切削不锈钢、 高强度不锈钢、 低温和超低温不锈 钢、 超塑性不锈钢等。目前, 我国常用的封接不锈钢 主要是! (含 # , , , 面心 # % * %型 % +! " % +& ’ , # +!) 立方, 奥氏体, 无磁性。加热冷却时无相变, 不能热 处理硬化, 塑性好, 易于成型, 加工硬化能力强, 低温 韧性好, 可焊性好。 " # ! " # % & ’ ( ) ’也是奥氏体不锈 钢, 无磁性, 加入 ) ’后使钢具有较高的抗晶间腐蚀 性能。化学组成分为 !!, : # . +, ! " # / + ## ( +, : : (!+ 2, & ’ % + ## # +, ) ’ 01 , . +) #, % +, 2 5。 ! # 5 5 1 # , . , # , ,3 4 #
# 62!!: 6! ; !" < 1 式中!: 为金属的热膨胀系数 ( /=) ; " # ! ;为陶瓷
< 1 的热膨胀系数 ( / 。 " # =)
由上式出发考虑的热膨胀相对较适合陶瓷与金
收稿日期: 3 # # 3 ! # 5 ! # $
#
""""""""""#
3 # # 3年 ! " 0 ) E 2
陶瓷 金属封接是电子工业, 特别是真空电子器 ! 件的关键技术之一。它既是一门工艺性和实用性都 很强的基础技术, 又是一门跨学科的复杂技术。 做为金属 陶瓷封接件, 依其不同的用途, 有着 ! 不同的要求。一般来说, 陶瓷封接件应具备如下的 特性和条件: ! 封接强度满足使用要求; " 真空气 密; #残余应力小; $ 满足使用环境的要求; % 封接 价格低廉; 工艺简单易行, 重复性好; &厚度适当, ’ 显微结构中各界面清晰、 层次分明、 完整、 无相互交 换渗透。 对陶 瓷 金 属 封 接 件 做 破 坏 性 实 验, 例如做 ! 正常情况是: 其断裂面一般 & 8 /9 抗拉强度实验, 金属封接的各个界面, 而应是由于残 不发生于陶瓷 ! 余应力的影响发生在陶瓷 金属界面附近的陶瓷部 ! 分。所以在选择被封接的金属材料及封接结构时, 必须选择对陶瓷不产生拉应力的材料和结构。 日本陶瓷 金属封接专家高盐治男通过许多实 ! 验, 根据封接温度的不同, 提出金属、 陶瓷封接时二
退过火的片材和带材"
不锈钢种类繁多, 按在室温下的金相组织划分, 有马氏体型、 奥氏体型、 铁素体型和双相型不锈钢 等。按化学成分划分, 基本上可分为铬不锈钢和铬 镍不锈钢两大系统, 分别以 ! " # $和 ! " # % & ’ % 为代 表, 其它不锈钢也都是在这两种钢的基础上发展起 来的, 例如 # 。按用途分类, ! " # % & ’ (和# ! " # % & ’ ( ) ’ 则包括按使用介质环境划分的耐硝酸不锈钢、 耐硫 酸不锈钢以及尿素不锈钢和耐海水不锈钢等; 按腐
= # / # # ( # , # # $ % 0 , , , $ % , , , 0 , $ , 0 . . 注: ) 磅 / 英寸 / ## 4 , 5 (& > ? " 退过火的棍材和板材。 = 为作者加入的。 == 因而不应当用在真空管中; 被罗列的所有其他钢材有最大的硫含量为, $ , $型含有最小量为, # 0 +的硫, , $ +。
真空电子技术
技
术
交
流
! " # $ $ %& ’ & # ( ) * + , # -
不锈钢 陶瓷封接技术 !
高陇桥
(北京真4; $
! " #$ % & ’ ( ) # * * $ % # # ) + % , + # . & / ’ 0$ # & )! # 0 " ( , ) , 1 2
表" 美国一些典型的不锈钢组成和性能
组 别 6 7 8 7 型编号 ; # , 可以 变 硬 的 铬 钢 ; . , (马 氏 体 的 和 磁 性 ; ; , 6 体的) ; ; , < ; ; , ! 不可能变硬的铬钢 (铁 素 体 的 和 磁 性 体的) ; , 0 ; $ , ; ; 5 . , # 不可 能 变 硬 的 铬 * $ , # 镍 和 铬 镍 锰 钢 * * $ , . (奥 氏 体 的 和 非 磁 == $ , $ 性体的) $ , ; . , . ! " # # 0 # # $ 0 # . # # ; # 5 # # % # 5 # # % # 5 # # % # # 0 # # ; 0 # ; # # % # $ / . $ # 5 # # % # # ( # / # 5 # # % # / # # ( # / # # ( # % # . , & ’ 2 2 2 2 2 2 2 ! (最大值) , # 0 超过, # 0 , 5 , # , / 0 , / 0 # , ( 0 , ( 0 # # . , (最大值) , , % 9 : (最大值) # (最大值) # (最大值) # (最大值) # (最大值) # (最大值) # 抗张强度 屈服强度 延伸率 洛氏硬度 / 磅英寸2. / 磅英寸2.) / .英寸的+ 5 0 , , , " ( 0 , , , " # , 0 , , , " # , / , , , " # # , , , , 5 0 , , , / 0 , , , % , , , , # # 0 , , , # , 0 , , , # # , , , , ( , , , , " ( , , , , % 0 , , , $ 0 , , , 0 , , , , 5 , , , , 5 . , , , 5 0 , , , ; , , , , ; 0 , , , 0 , , , , 0 0 , , , 0 0 , , , ; , , , , ; , , , , $ 0 , , , $ 0 , , , . 0 . 0 . , # % # ; . 0 . 0 . , 0 0 0 0 5 , 0 , 0 , 0 , < * % , < * ( . < * ( 0 < * ( 5 < * ( / < * / 0 < * % , < * % $ < * ( , < * ( , < * % 0 < * % 0 2 < * % , < * % ,