PC ABS 配方 物性表 工艺条件 制造条件书
台化PCABS树脂加工建议参数

對大多數製品來說,製品的壁厚程度通常決定成形週期,壁越厚則成形 週期須延長;欲調整成形週期時,最好以最快的射出速度及最短的保壓時 間來調整,以便完成澆口冷卻,並縮短冷卻時間。
二、 射出加工之注意事項:
1. 操作期間注意避免原料受到任何汙染
D:\黃季陸\售後服務\技術手冊\台化 PC-ABS 樹脂加工建議參數.doc
AC3100AF 50-70 210-240 200-230 210-240 200-230 180-210 60-80 0.02↓ 3-4 80-90
4. 以上之射出品質隨下列因素而變動:
a. 成型品肉厚
b. 冷卻迴路設計
c. 模具澆口、澆道設計 FORMOSA CHEMICALS & FIBRE CORPORATION PLASTICS DIVISION HEAD OFFICE: 201, TUNG HWA N. RD., TAIPEI, TAIWAN, R.O.C. SERVICE TEL: +886-2-27178405 FAX: +886-2-27131649
3. 典型加工建議參數:
AC3100 AC3250 AC3300 AC3100AF
80-90
3~4
表 1、PC/ABS 加工建議參數表
規格
模溫 樹脂 噴嘴 後段 中段 前段 Hopper 水分 預乾燥
溫度
含量
(℃) (℃) (℃) (℃) (℃) (℃) (℃) (%) Hour ℃
AC2000 AC2500
6. 背壓 建議背壓為 50~100psi(0.35~0.7Mpa)
7. 注射量 台化 PC/ABS 合膠建議注塑量為射出機容量的 30~80%
TL52231_CN_04 PC-ABS材料要求(中文版)

MPa
≥ 60
kJ/m2
≥ 30
kJ/m2
≥ 14
kJ/m2
0C
≥ 110
要求 类型 A 1.12 ± 0.01 ≥ 65
≥ 40
≥ 20
无断裂
≥ 120
类型 B 1.14 ± 0.01
≥ 75 ≥ 20 ≥ 10
≥ 125
0C
90 + 2
110 – 2
120 ± 2
零件不得出现脆变,也不得在形状、颜色和表
− TL 522 31
− TL 522 31-A − TL 522 31-B
ABS+PC-共聚物混合物,标准类型,耐热变形温度达 +1000C ABS+PC-共聚物混合物,耐热变形温度达+1100C
ABS+PC-共聚物混合物,耐热变形温度达+1200C
3.4 按照 VDA 260 的标识
− TL 522 31 − TL 522 31-A,TL 522 31-B
-
位于太阳间接照射区域的部件,曝光周期为 3 个,
-
位于太阳直接照射区域的部件(如门上饰板),曝光周期为 5 个,
-4-
分类号:55 12 1
大众集团
企业标准
ABS 和 PC 的共聚混合物
材料要求 3 种类型:无尾标(=O),A ,B
-
位于太阳照射最强区域的部件(如后窗搁物板),曝光周期为 10 个。
5.3 缺口冲击强度 试验装置:摆式冲击试验机 4J。
-3-
分类号:55 12 1
大众集团
企业标准
ABS 和 PC 的共聚混合物
材料要求 3 种类型:无尾标(=O),A ,B
pcabs成型工艺参数
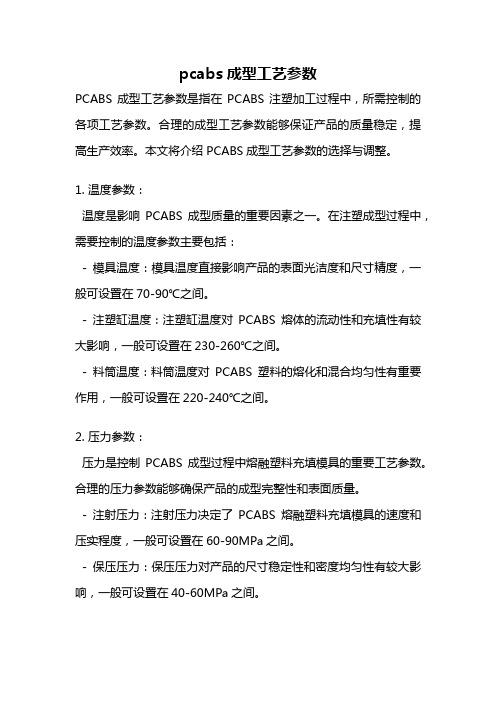
pcabs成型工艺参数PCABS成型工艺参数是指在PCABS注塑加工过程中,所需控制的各项工艺参数。
合理的成型工艺参数能够保证产品的质量稳定,提高生产效率。
本文将介绍PCABS成型工艺参数的选择与调整。
1. 温度参数:温度是影响PCABS成型质量的重要因素之一。
在注塑成型过程中,需要控制的温度参数主要包括:- 模具温度:模具温度直接影响产品的表面光洁度和尺寸精度,一般可设置在70-90℃之间。
- 注塑缸温度:注塑缸温度对PCABS熔体的流动性和充填性有较大影响,一般可设置在230-260℃之间。
- 料筒温度:料筒温度对PCABS塑料的熔化和混合均匀性有重要作用,一般可设置在220-240℃之间。
2. 压力参数:压力是控制PCABS成型过程中熔融塑料充填模具的重要工艺参数。
合理的压力参数能够确保产品的成型完整性和表面质量。
- 注射压力:注射压力决定了PCABS熔融塑料充填模具的速度和压实程度,一般可设置在60-90MPa之间。
- 保压压力:保压压力对产品的尺寸稳定性和密度均匀性有较大影响,一般可设置在40-60MPa之间。
3. 注射速度:注射速度是指PCABS熔融塑料进入模具腔体的速度。
合理的注射速度能够保证产品的充填性和表面质量。
注射速度的选择应该综合考虑产品的尺寸、形状和壁厚等因素。
一般来说,对于大尺寸、薄壁厚的产品,应选择较高的注射速度,而对于小尺寸、厚壁厚的产品,应选择较低的注射速度。
4. 冷却时间:冷却时间是指在注塑成型后,产品在模具中进行冷却固化的时间。
合理的冷却时间可以确保产品的尺寸稳定性和表面质量。
冷却时间的选择应综合考虑PCABS塑料的特性、产品的尺寸和厚度等因素。
通常情况下,冷却时间应该略长于产品的凝固时间。
5. 干燥处理:PCABS塑料在注塑成型前需要进行干燥处理,以去除塑料中的吸湿物质。
干燥处理的温度和时间是影响产品质量的关键参数。
一般情况下,干燥处理的温度应在80-90℃之间,时间应根据塑料的含水率而定,通常为2-4小时。
汽车用PCABS类材料技术要求
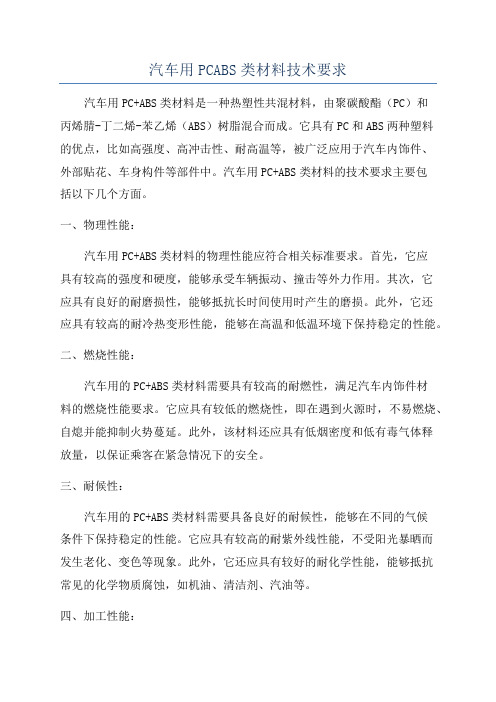
汽车用PCABS类材料技术要求汽车用PC+ABS类材料是一种热塑性共混材料,由聚碳酸酯(PC)和丙烯腈-丁二烯-苯乙烯(ABS)树脂混合而成。
它具有PC和ABS两种塑料的优点,比如高强度、高冲击性、耐高温等,被广泛应用于汽车内饰件、外部贴花、车身构件等部件中。
汽车用PC+ABS类材料的技术要求主要包括以下几个方面。
一、物理性能:汽车用PC+ABS类材料的物理性能应符合相关标准要求。
首先,它应具有较高的强度和硬度,能够承受车辆振动、撞击等外力作用。
其次,它应具有良好的耐磨损性,能够抵抗长时间使用时产生的磨损。
此外,它还应具有较高的耐冷热变形性能,能够在高温和低温环境下保持稳定的性能。
二、燃烧性能:汽车用的PC+ABS类材料需要具有较高的耐燃性,满足汽车内饰件材料的燃烧性能要求。
它应具有较低的燃烧性,即在遇到火源时,不易燃烧、自熄并能抑制火势蔓延。
此外,该材料还应具有低烟密度和低有毒气体释放量,以保证乘客在紧急情况下的安全。
三、耐候性:汽车用的PC+ABS类材料需要具备良好的耐候性,能够在不同的气候条件下保持稳定的性能。
它应具有较高的耐紫外线性能,不受阳光暴晒而发生老化、变色等现象。
此外,它还应具有较好的耐化学性能,能够抵抗常见的化学物质腐蚀,如机油、清洁剂、汽油等。
四、加工性能:汽车用的PC+ABS类材料需要具备良好的加工性能,能够满足汽车制造商的生产要求。
它应具有良好的流动性,便于注塑成型等制造工艺操作。
此外,它还应具有良好的降膨性能,以减少成型过程中可能产生的缩孔、气泡等缺陷。
总之,汽车用PC+ABS类材料需要具备较高的物理性能、燃烧性能、耐候性和加工性能,以保证制成的汽车部件能够满足安全、舒适和可靠等方面的要求。
随着汽车工业的不断发展,对该类材料技术的要求也在不断提高,需要通过不断研发和改进,进一步满足汽车制造商和消费者对材料性能的需求。
塑料性能及工艺条件1(ABS、PCABS、PC、PCPBT、PA12、P)

ABS 丙烯腈-丁二烯-苯乙烯共聚物典型应用范围:汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90C下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210~280C;建议温度:245C。
模具温度:25~70C。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
注射速度:中高速度。
化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
PC/ABS 聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物和混合物典型应用范围:计算机和商业机器的壳体、电器设备、草坪和园艺机器、汽车零件(仪表板、内部装修以及车轮盖)。
注塑模工艺条件:干燥处理:干燥处理是必须的。
湿度应小于0.04%,建议干燥条件为90~110C,2~4小时。
熔化温度:230~300C。
模具温度:50~100C。
注射压力:取决于塑件。
注射速度:尽可能地高。
化学和物理特性PC/ABS具有PC和ABS两者的综合特性。
ABS塑料材料及制件技术条件
Q/GALABS塑料材料及制件技术条件格兰仕标准化委员会发布ABS塑料材料及制件技术条件1.范围本标准规定了ABS塑料材料的技术要求、制件的加工工艺和装配工艺、材料牌(型)号、检验规则、试验方法、标志、包装、运输和贮存等。
本标准适用于空调器产品户内用的注塑成型的零部件。
2.引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 250 评定变色用灰色样卡GB/T 1033 塑料密度和相对密度试验方法GB/T1034 塑料吸水性试验方法GB/T 1040.1 塑料拉伸性能的测定第1部分:总则GB/T 1040.2塑料拉伸性能的测定第2部分:模塑和挤塑塑料的试验条件GB/T 1040.3塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件GB/T 1040.4 塑料拉伸性能的测定第4部分:各向同性和正交各向异性纤维增强复合材料的试验条件GB/T1634 塑料负荷变形温度的测定GB/T 1633 热塑性塑料维卡软化温度(VST)的测定GB/T 15596 塑料暴露于玻璃下日光或自然气候或人工光后颜色和性能变化的测定GB/T 7921 均匀色空间和色差公式GB/T 1843 塑料悬臂梁试验方法GB/T 2918 塑料试样状态调节和试验的标准环境GB/T 3682 热塑性塑料熔融指数试验方法GB/T 9341 塑料弯曲性能试验方法GB/T 12672 丙烯腈-丁二烯-苯乙烯(ABS)树脂GB/T 15585 热塑性塑料注射成型收缩率的测定GB/T 17037.1 热塑性塑料材料注塑试样的制备Q/GAL04JS09C001-2011 逐批检查计数抽样程序及抽样表进货检验Q/GAL04JS06C330—2011注塑件及装配通用技术条件3.定义本标准采用下列定义。
3.1 ABS塑料材料ABS树脂是一种强度高、韧性好、综合性能优良、用途广泛的树脂,它是由丙烯腈、丁二烯、苯乙烯的三元共聚物。
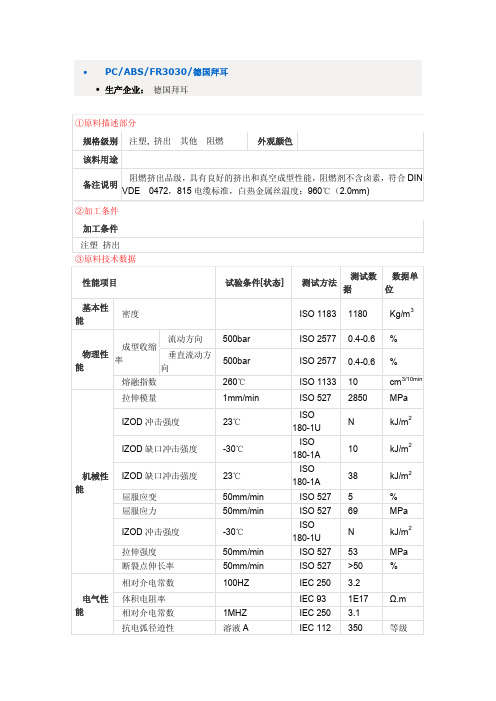
PC和ABS合金FR3030物性表
等级
Generated by Foxit PDF Creator © Foxit Software For evaluation only.
加工性 能
热性能
其它性 能
损耗因子 损耗因子 介电强度 表面电阻率 模具温度 注射速度 熔体温度 热变形温度 热变形温度 维卡软化温度 吸水性
ISO 527 2850
ISO N
180-1U
ISO 10
180-1A
ISO 38
180-1A
ISO 527 5
ISO 527 69
ISO N
180-1U
ISO 527 53
ISO 527 >50
IEC 250 3.2
IEC 93 IEC 250 IEC 112
1E17 3.1 350
% cm3/10min MPa kJ/m2 kJ/m2 kJ/m2 % MPa kJ/m2 MPa %
吸湿性
100HZ 1MHZ
IEC 250 37 IEC 250 75 IEC 243-1 32 IEC 93 1E16
ISO 294 80
ISO 294 260 ISO 294 240
0.45MPa
ISO 75 112
1.80MPa 50N;50K/h
ISO 75 96 ISO 306 114
23℃饱和吸水 ISO 62 0.5
IZOD 冲击强度
电气性 能
拉伸强度 断裂点伸长率 相对介电常数 体积电阻率 相对介电常数 抗电弧径迹性
23℃ 50mm/min 50mm/min -30℃ 50mm/min 50mm/min 100HZ
1MHZ 溶液 A
ISO 2577 0.4-0.6 %
pcabs物性表

pcabs物性表一、引言pcabs是一种工程塑料,具有优异的物理、化学性能,广泛应用于汽车、电子、家电等领域。
本文将详细介绍pcabs的物性表,包括熔体流动性、机械性能、热性能等方面的数据。
二、熔体流动性1. 熔融指数(MFR)熔融指数是衡量塑料熔体流动性的重要指标。
pcabs的熔融指数一般在10~30g/10min之间,可根据具体产品需求进行调整。
三、机械性能1. 抗张强度pcabs的抗张强度较高,通常在50~80MPa之间。
2. 弯曲强度pcabs的弯曲强度在70~90MPa之间,具有较好的耐弯曲性能。
3. 冲击强度pcabs的冲击强度较高,常常与抗张强度、弯曲强度共同作为塑料强度指标。
四、热性能1. 热变形温度(HDT)pcabs的热变形温度一般在85~95°C之间,具有较好的热稳定性。
2. 玻璃化转变温度(Tg)pcabs的玻璃化转变温度一般在100~110°C之间,也是衡量塑料耐高温性能的重要指标。
五、电性能1. 介电常数pcabs的介电常数较低,通常在3~4之间。
2. 体积电阻率pcabs的体积电阻率较高,一般在10^14~10^16Ω·cm之间。
六、尺寸稳定性pcabs具有良好的尺寸稳定性,能够在各种环境条件下保持较好的尺寸稳定性能。
七、阻燃性能pcabs具有良好的阻燃性能,符合UL94标准的V-0级或V-1级要求。
八、透明性pcabs具有一定的透明性,但相比于其他聚合物材料,透明度略弱。
九、耐候性pcabs的耐候性较好,能够在室内外环境中稳定使用。
十、总结以上是pcabs的物性表,包括熔体流动性、机械性能、热性能、电性能等指标的数据。
pcabs作为一种工程塑料,具备了广泛应用的潜力,通过了解其物性表,可以更好地选择和应用pcabs材料,满足不同领域的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑胶材料分类、物性表、材料特性、用途
以分子结构及特性分
以用途及使用区域分
热塑性:反复加热仍可以使用的合成树脂材料,材料在未分解、碳化下可根据材料性能进行比例回用。
常用的
热塑性材料有PVC、PS、PC、PMMA、ABS、PE、PP、POM、PA、PSU(聚矾)、SP(饱和聚脂)、PTFE
(聚四氟乙烯)。
热固性:加热初具有可溶性和可塑性,继续加热材料固化,不再具有可塑性。
前期分子呈线形结构,后期呈网
状结构,在加热过程中变化过程是不可逆的。
常见的热固性材料有PF(酚醛)、UP(不饱和聚脂)、氨基塑料
、有机硅塑料。
所有的热固性材料都是非结晶性材料,而热塑性材料中只有部分是结晶性或半结晶性。
两者之
间的最大区别就是可逆性和不可逆性,而热固性材料一般不用于民用产品,而且产量很低。
通用塑胶:产量大、用途广泛、价格低廉的塑料。
如PS、PP、PE、PU、PMMA、AS、PVC等。
成形面广,可
替代大部分其它材质,占使用材料比例的80%以上,是塑料工业的主体。
工程塑胶:具有较高的机械强度,良好的耐磨性、耐腐蚀性、自润滑性、稳定性等,可以取大代金属作机械部
件。
常用的五大工程塑胶,ABS、PC、POM、PA、(PBT)。
特殊材料:具有特殊性能的材料,如高耐热性、高电绝缘性、高不变异性、高耐腐蚀性、高抗老化性等。
专用
材料,一般普通注塑机不能使用。
材料分类。