理想反应器
化学反应工程 第三章 理想反应器(1)

反应器型式与操作方法的评选
反应器开发的任务
根据化学反应的动力学特性来选择合适 的反应器型式
结合动力学和反应器两方面特性来确定 操作方式和优化操作设计
根据给定的产量对反应器装置进行设计 计算,确定反应器的几何尺寸并进行某 些经济评价
反应器特性
反应流体的流动状态、混合状态以及器内的传热性 能等
dt
–若反应体积恒定,则:
dT (H r )(rA )
dt
Cv
dT dx A
dt
dt
–结合初始条件:
t 0,T T0 , C A C A0 , xA xA0
–积分得: T T0 ( xA xA0 )
3.2 半分批式操作的釜式(完全混 合)反应器
反应器特征 操作目的 反应器分析
V V0 vt
初始条件: t 0, CA 0 求解微分方程得到:
VC A
e
k 1
dt
(
vC
A0
1
e
k 1
dt
dt
C)
Cekt vC A0 k
代入初始条件,得: C vC A0
k
VC A0
vC A0 k
(1
ekt )
C A v(1 ekt ) v(1 ekt ) 1 ekt
CvV
dT dt
dx A dt
UA
Cv V
(Tm
T)
(H r )C A0 Cv
以上为变温操作的热量衡算式。
–将物料衡算式和热量衡算式结合,可联立求解反应器的温 度、组成随时间变化规律。
绝热操作
理想反应器特点

理想反应器特点
理想的反应器应具备以下特点:
1.高效性:理想反应器具有高效的转化率和选择性,能够最大限度地转化反应物为所需的产物,并尽量减少或避免副产物的生成。
2.安全性:理想反应器应具备良好的安全性能,能够有效地控制和处理反应过程中可能产生的高温高压、易燃易爆等危险情况,并确保操作人员和设备的安全。
3.可控性:理想反应器应具备良好的可控性,能够根据反应条件的需要精确控制温度、压力和反应速率等参数,以实现对反应过程的精确控制。
4.可扩展性:理想反应器应具备良好的可扩展性,能够根据需要进行反应规模的放大或缩小,以满足不同产量要求,并实现经济效益的最大化。
5.操作方便:理想反应器的操作应简便易行,能够方便地进行装填和催化剂的更换,以及反应产物的收取和分离。
6.环保性:理想反应器应具备良好的环保性能,能够最大限度地减少或避免对环境的污染,以及产生有害副产物的生成。
7.经济性:理想反应器应具备良好的经济性能,能够以较低的成本实现高效的反应转化,并在长期运行中具备稳定的性能和寿命。
综上所述,理想的反应器应在高效、安全、可控、可扩展、操作方便、环保和经济性等方面具备优秀的特点。
第三章 理想反应器
二、反应器设计的基本方程
1. 反应动力学方程式
均相反应:可直接采用本征动力学方程
非均相反应:必须考虑相间传递对反应速率的影响,即应采用宏观动力学方程
2. 物料衡算方程式
以质量守恒定律为基础
(A的流入量)-(A的流出量)-(A的反应量)=(A的累积量) (3.2-1)
1. 单釜生产时,求反应器体积。 2. 若将该反应在PFR中进行, 保持与BR相同的条件, 计算PFR的体积。 若将己二酸的转化率提高到90%, 所需的反应器体积又是多少? 3. 其它条件与(2)相同,反应器为CSTR。
四、多级全混流反应器的串联及优化
假设有m个PFR串联操作,以取代原来的单个PFR操作 前提条件:两种情况下的 V0 、cA0 、cAf 相同,操作温度T也相同。
(3.3-33)
或
τ
=
1 k
⎡ ⎢
1
⎢⎣
(1
−
xAm
)
1 m
⎤ − 1⎥
⎥⎦
(3.3-34)
反应系统的总体积
VR
= mVRi
= mV0τ
=
mV0 k
⎡ ⎢
1
⎢⎣(1−
xAm
)
1 m
⎤ − 1⎥
⎥⎦
(3.3-35)
3. 多级串联全混流反应器的图解计算
(1) 图解法原理:
( ) VRi
= V0
CAi−1 −CAi rAi
dx A
(3.3-14)
(3.3-15)
(3.3-16)
2. 变温 PFR 变温操作有两种类型:一种是绝热操作;另一种是非等温换热操作
1理想反应器的概念

1理想反应器的概念,理想流动的概念;理想反应器是指流体的流动混合处于理想状况的反应器。
流动混合的两种理想极限情况:理想混合和理想置换。
2连续、间歇、半连续三种操作方式及各自的特点,不同操作方式对浓度分布的影响;3各种混合的概念,以及关于时间的几个概念;混合:不同物料之间的混合。
理想混合:反应器内物料达到了完全的混合,各点浓度、温度完全均一。
(2) 理想置换:是指在与流动方向垂直的截面上流体各点的流动和流向完全相同,就像活塞平推一样,故又称“活塞流”。
:具有的物料粒子之间的混合返混不同停留时间(年龄)叫返混。
4工业反应器的放大方法;5反应温度、活化能、反应物浓度、反应级数以及反应速度之间的关系;6复杂反应的选择性及反应器的选择;7工业传热装置和传热剂及其适用场合;夹套式水、低温制冷剂氯化钙水溶液、液氨、液氮、有机载冷剂蛇管式和插入式列管式外部循环式8混合的尺度问题;9流型及特点;轴向流——流体从轴向流入叶轮,又从轴向流出叶轮。
该流型有利于宏观混和。
径向流——流体从轴向流入叶轮,从径向流出叶轮。
该流型的剪切作用大,有利于分散过程。
切线流——流体作圆周循环流动。
该流型产生打漩,对过程不利。
10搅拌器类型及特点;螺旋桨式(推进式)、涡轮式、框式和锚式11宏观动力学的概念;宏观动力学概念:宏观动力学就是包括扩散或传质过程在内的化学反应动力学。
12气液非均相反应历程;13气液相反应的类型及各自的特点;14如何通过气液动力学实验来判断属于哪种类型;15气固非均相反应历程;16外扩散控制、内扩散控制、动力学控制的特点,如何判断哪一步是控制步骤,工业上如何消除内扩散和外扩散的影响;17固体工业催化剂的组成;18工业催化的意义;19结晶的概念,溶解度、超溶解度曲线,结晶区域的特点,溶解度与温度的关系,结晶方法的选择等等。
第三章理想反应器
第三章理想反应器第三章理想反应器1.理想反应器是指_______、_______。
[理想混合(完全混合)反应器、平推流(活塞流或挤出流)反应器]2.具有良好搅拌装置的釜式反应器按_______反应器处理,⽽管径⼩,管⼦较长和流速较⼤的管式反应器按_______反应器处理。
(理想混合反应器、平推流)3.分批式完全混合反应器操作的优化分析是以_______、_______为⽬标进⾏优化的。
(平均⽣产速率R Y 最⼤、⽣产经费最低)4.全混流反应器的空时τ是_______与_______之⽐。
(反应器的有效容积、进料流体的容积流速)5.全混流反应器的容积效率η为_______与_______之⽐。
(反应时间t 、空时τ)6.全混流反应器的放热速率G Q =______________。
(p r A C v H r V ρ0))((?--)7.全混流反应器的移热速率r Q =______________。
()()1(000P m P c v U A T T c v UA T ρρ+-+)8.全混流反应器的定常态操作点的判据为_______。
(r G Q Q =)9.全混流反应器稳定的定常态操作点的判据为_______、_______。
(r G Q Q =、dT dQ dT dQ G r ?) 10.全混流反应器的返混_______。
(最⼤)11.平推流反应器的返混为_______。
(零)12.对于恒容的平推流管式反应器_______、_______、_______⼀致。
(平均停留时间、反应时间、空时)13.对于恒容的_______管式反应器平均停留时间、反应时间、空时⼀致。
(平推流)14.如果将平推流反应器出⼝的产物部分的返回到⼊⼝处与原始物料混合,这类反应器为_______的平推流反应器。
(循环操作)15.对于循环操作的平推流反应器,当循环⽐β→0时为_______反应器,⽽当β→∞时则相当于_______反应器。
化学反应工程第三章均相理想反应器

第三章均相理想反应器反应器的开发主要有两个任务:1.优化设计—反应器选型、定尺寸、确定操作条件。
2.优化操作—根据实际操作情况,修正反应器的数学模型参数,优化操作条件。
最根本任务—最高的经济和社会效益。
3.1 反应器设计基础3.1.1反应器中流体的流动与混合理想反应器的分类对理想反应器(ideal reactor),主要讨论三种类型:1.间歇反应器(Batch Reactor—BR);2.平推流反应器(Plug /Piston Flow Reactor—PFR);3.全混流反应器(Continuously Stirred Tank Reactor—CSTR)。
返混(back mixing)—不同停留时间的粒子之间的混合;混合(mixing)—不同空间位置的粒子之间的混合。
注意:返混≠混合!平推流—物料以均一流速向前推进。
特点是粒子在反应器中的停留时间相同,不存在返混。
T、P、C i随轴向位置变(齐头并进无返混,变化随轴不随径)。
全混流(理想混合)—物料进入反应器后能够达到瞬间的完全混合。
特点是反应器内各处的T、P、C i相同,物性不随反应器的位置变,返混达到最大。
3.1.2 反应器设计的基础方程反应器的工艺设计包括两方面的内容:1.由给定生产任务和原料条件设计反应器;2.对已有的反应器进行较核,看达到质量要求时,产量是否能保证,或达到产量时,质量能否保证。
反应器设计的基础方程主要是:1.动力学方程;2.物料衡算方程;3.热量衡算方程;4.动量衡算方程。
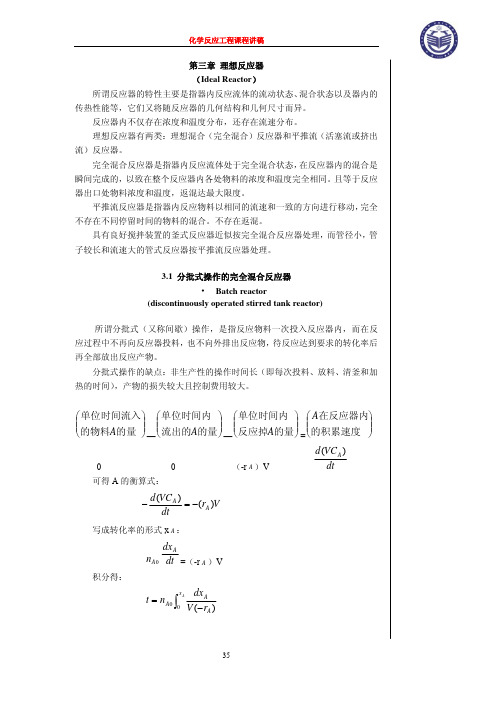
一、物料衡算方程对反应器内选取的一个微元,在单位时间内,对物质A有:进入量=排出量+反应消耗量+积累量(3.1-1)用符号表示:F in F out F r F b即:F in=F out+F r+F b(3.1-2) 1.对间操作,反应过程无进料和出料,即:F in=F out=0则:-F r=F b(3.1-4) 反应量等于负积累量。
2.对连续稳定操作,积累量为零,即:F b=0则F in=F out+F r(3.1-6)二、热量衡算方程对反应器内选定的微元,单位时间内的热量变化有:随物料流-随物料流+与边界交+反应热=积累热量入的热量出的热量换的热量符号:Q in Q out Q u Q r Q b入为正放热为正即:Q in-Q out+Q u+Q r=Q b(3.1-8) 1.对于稳定操作的反应器,热的积累为零,即:Q b=0Q in-Q out+Q u+Q r=0(3.1-9) 2.对稳态操作的绝热反应器,Q u=Q b=0,即:Q in-Q out+Q r=0(3.1-10) 反应热全部用来升高或降低物料的温度。
理想反应器的设计
图解法原理
C Ai 1 C Ai C Ai 1 C Ai i (rAi ) f (C Ai )
-rA
rAi f (C Ai )
C Ai 1
i
C Ai
i
x
f(CA)
y f ( x)
C Ai 1
CA1
CA0
CA
多级串联反应器体积设计
求: 已二酸的转化率分别为xA=0.5、 0.6、0.8所需的反应时间分别为 多少? 若每天处理已二酸2400kg,转 化率为80%,每批操作的辅助 时间为1小时,试计算确定反应 器的体积大小。
苯乙烯集合设备设计参数
项目要求
年产量/吨 9000 生产时间 7200
甲苯/% 聚合率
12 79.5
辅助时间 /h 反应温度 /℃ 速率常数 1/kmol/1 转化率/%
项目要求
年产量/ 9000 吨 生产时间 7200
甲苯/%
聚合率
12
79.5
辅助时间 /h 反应温度 /℃ 速率常数 1/kmol/1 转化率/%
1
140 0.25
装料系数 80%
70
密度(查 880 表) kg/m3
计算过程
假设是四级串联釜:第一级转化率是:30%
第二级是50%,第三级是60%,第四级是
计算过程
生产时间=XA/k*(1-XA)=0.795/0.051=15.6h
有效体积=15.6*1572.3=24509=24.5m3 实际体积=24.5/0.8=30.7m3
平推流反应器
物料衡算式:
空时:是空间时间的简称。它是指在
规定的条件下,反应器有效容积和进料 体积流量的比值,
第三章 理想反应器
A2 =
0.92 × 2.3 × (1 − 0.7) × 22.2 × 51047 2 1799.2(110 − 50) =6.65 m
3.1-3 分批式操作的优化分析 用两种目标进行优化: 1.着眼于反应器的平均生产速率 Y R 为最大的优化
YR =
C RV t + t0
kmol h
38
化学反应工程课程讲稿
t opt 。
x A = 1 − exp[− kt ]
微分得
dx A = k exp[− kt ] dt xA = k exp[− kt ] t + t0
或
x A = (t + t 0 )k exp[− kt ] 1 − exp(− kt ) = (t + t 0 )k exp(− kt )
用试差法解满足 Y R 为最大的
d (C AV ) dt
v 为 A 的加料速度,假定恒定,反应流体容积:
dV =v 且 dt
40
化学反应工程课程讲稿
得 VC
A
= Ie − kt +
vC A0 k
t=0,VC A =0 代入上式积分常数 I= − vC A0 /k
vC A0 (1 − e − kt ) VC A = k
CA v[1 − exp(− kt )] 1 − exp(− kt ) = = C A0 k (v0 + vt ) ⎡V ⎤ k ⎢ + t⎥ ⎣v ⎦
(ii)计算 Y R 最大的反应时间 计算所得 x A − t 标绘, t= − 1.0 的 点对 x A −t 曲线作切线, 该切点 x A 和 t 即为
x Aopt 和 t opt 。 t opt =1.6h