辊形系数的一种解法_CVC轧辊辊形参数的确定
四辊CVC可逆冷轧机轧辊辊形优化

processing of rolling,the control range of roller crown does not reach design request,it is diffcuh to contde the flatness of the trip.overpass ameliorating CVC roller form curve,it could improve the control range of roller crown eficiently,the capability of flatness controlling.
【关键词 lcvc轧辊 :辊形曲线 ;凸度
Roll Form ing Optimization of 4一high CVC mill LIU Ai-min
(The Cold Rolling Plant of Jinan Iron and Steel Group Co.,Ltd.,Jinan Shandong,250101,China)
科技信 息
0机械 与电子0
SCIENCE&TECHNOLOGYINFORMATION
2012年 第 5期
四辊 CVC可逆冷轧机轧辊辊形优化
刘 爱 民 (济南钢 铁 股份 有 限公 司冷 轧厂 山东 济 南 250101)
【摘 要 】济钢 冷轧板 厂四辊 CVC可逆式轧机采 用的轧辊 CVC曲线为三 次辊形 曲线 ,在 实际轧制过程 中,轧辊 凸度控制范 围没有 达到设 计要 求 。带钢板形的控制难度较大。通过改进 CVC辊 形曲线.能够有效提 高轧辊 凸度控制 范围,提高板形控 制能力。
五次CVC辊形曲线的分析与设计

辊身坐标/mm
图 5 设计辊形与实际辊形半径差
第 12 期
机械设计与制造
2008 年 12 月
Machinery Design & Manufacture
43
文章编号:1001-3997(2008)12-0043-02
圆盘式磁流变传动机构的优化设计
CVC可逆冷轧机设计-工作辊及弯辊资料==

目录摘要 (I)Abstract (III)第1章绪论 (1)1.1 世界及我国钢铁工业的发展 (1)1.1.1 世界钢铁工业发展概况 (1)1.1.2 我国钢铁工业发展现状及展望 (4)1.2 世界及我国冷轧带钢的发展状况 (7)1.2.1 世界冷轧带钢的发展状况 (7)1.2.2 我国冷轧带钢的发展状况 (9)1.3 轧钢先进技术 (10)1.4 HC轧机在冷轧带钢中的应用 (11)第2章 HC轧机工作原理及结构特点 (15)2.1 HC轧机工作原理 (15)2.1.1 HC轧机工作原理 (15)2.1.2 HC轧机的板形控制 (16)2.1.2.1 横向厚度偏差的有效控制 (16)2.1.2.2 中间辊轴移对板形控制的有效性 (17)2.1.2.3 弯辊力调节板形的作用 (18)2.1.2.4 HC轧机板形控制的稳定性 (18)2.1.3 HC轧机的轧辊驱动 (19)2.1.4 HC轧机的类型 (19)2.2 HC轧机结构及特点 (20)2.2.1 HC轧机的结构 (20)2.2.2 HC轧机的特点 (20)第3章 HC轧机主要技术特性及结构说明 (23)3.1 工艺流程图 (23)3.2 轧机主要技术特性 (23)3.3 轧机关键结构说明 (24)第4章轧制规程及相关参数确定 (25)4.1 轧辊主要参数确定 (25)4.2 轧制规程制定 (25)4.3 确定各道次变形抗力 (26)I4.4 计算各道次带钢张力 (27)4.5 各道次轧制力计算 (27)4.6 确定轧制速度制度 (30)4.7 计算轧制力矩 (30)4.8 机架主要结构参数确定 (31)第5章部件校核 (33)5.1 支承辊强度校核 (33)5.2 工作辊强度校核 (34)5.3 机架强度校核 (35)第6章 HC轧机辊系稳定性分析 (39)6.1 工作辊的稳定条件 (39)6.2 中间辊的稳定条件 (41)6.3 支撑辊的稳定条件 (41)6.4 有关角度的计算 (42)6.5 辊系的稳定条件 (43)结论 (45)参考文献 (47)致谢 (50)附录1 开题报告 (I)附录2 文献综述 (V)附录3 英文翻译 (IX)II摘要摘要板带材在国民经济各部门中具有广泛而重要的应用。
型材轧辊工作辊径的确定
型材轧辊工作辊径的确定1.引言1.1 概述概述部分:型材轧辊工作辊径的确定对于型材轧制工艺的稳定性和产品质量起着至关重要的作用。
轧辊工作辊径的大小直接影响着型材的成形和表面质量,因此在型材轧制过程中,合理确定工作辊径是非常重要的。
本文将从轧辊工作原理和影响工作辊径的因素两个方面入手,探讨型材轧辊工作辊径的确定方法和关键问题。
首先,我们将介绍轧辊的工作原理,包括轧制过程中的应力分析和形变规律,以及不同工作辊径对型材的影响。
其次,我们将详细分析影响工作辊径的因素,包括型材的材料性能、轧机的技术指标、型材的尺寸要求等,同时也考虑到了经济效益和生产效率方面的因素。
通过对以上内容的研究和总结,本文将得出一些结论和建议,帮助读者更好地确定型材轧辊工作辊径。
这些结论将具有一定的指导作用,可以为型材轧制工艺的改进和优化提供参考。
在实际应用中,读者可以根据所研究的型材和轧机的具体情况,结合本文提供的方法和经验,选择合适的工作辊径,以获得更好的成形效果和产品质量。
总之,本文将围绕型材轧辊工作辊径的确定展开探讨,旨在为相关行业提供一些有益的参考和建议。
通过深入研究和分析,我们希望能够为型材轧制工艺的发展和提升做出一些贡献。
1.2 文章结构文章结构部分的内容可以包括以下内容:本文将按照以下结构进行论述:第一部分是引言部分,主要包括概述、文章结构和目的。
在概述部分,将介绍型材轧辊工作辊径的重要性和意义。
在文章结构部分,将说明整篇文章的框架和组成部分。
在目的部分,将明确本文的目标和预期结果。
第二部分是正文部分,主要包括轧辊工作原理和影响工作辊径的因素。
在轧辊工作原理部分,将详细介绍型材轧辊的工作原理及其相关知识。
这一部分将包括轧制过程、轧辊与材料之间的接触和变形等内容。
在影响工作辊径的因素部分,将分析与工作辊径相关的各种因素,如材料特性、工作情况、工作环境等。
通过对这些因素的分析和研究,可以找出影响工作辊径的主要因素,从而能够更好地确定合适的工作辊径。
cvc轧辊等效凸度和带钢凸度

cvc轧辊等效凸度和带钢凸度CVC轧辊等效凸度和带钢凸度是轧制过程中的两个重要参数。
它们对轧制质量和成品带钢的性能都有着直接的影响。
下面将详细介绍CVC 轧辊等效凸度和带钢凸度的概念、计算方法以及在轧制过程中的作用。
首先,我们先来介绍一下CVC轧辊等效凸度。
CVC全称Controlled Crown Rolls,即控制凸度轧辊。
CVC轧辊是一种特殊的轧辊,其轧辊形状的凸度可以通过调整相邻工作辊的轴向位置来实现。
CVC轧辊等效凸度是指通过调整CVC轧辊形状所实现的凸度大小。
CVC轧辊可以分为三段,分别是入辊段、中间段和出辊段。
在CVC轧辊中,通过调整入辊段和出辊段的凸度大小,可以实现不同的凸度分布,从而得到所需的轧制效果。
CVC轧辊等效凸度的计算方法通常有两种,一种是基于轧辊形状的解析计算方法,另一种是基于轧制力的计算方法。
基于轧辊形状的解析计算方法需要考虑轧辊的形状参数,如辊径、辊长、轧辊间距等,以及材料的力学参数,如弹性模量、屈服强度等。
通过这些参数的计算和分析,可以得到CVC轧辊的凸度分布情况。
基于轧制力的计算方法则是通过测量轧制力来推算CVC轧辊的等效凸度。
这种方法通常采用力学模型和数值计算方法来模拟轧制过程中的应力和变形,从而得到轧制力的分布情况。
通过测量不同凸度条件下的轧制力,可以反推出CVC轧辊的等效凸度。
接下来,我们来说说带钢凸度。
带钢凸度是指带钢在轧制过程中的中心高度与两侧边缘高度之间的差异。
带钢的凸度大小和分布会直接影响到带钢的表面质量、硬度、强度等性能。
带钢凸度的计算方法通常有两种,一种是基于轧制力的计算方法,另一种是基于轧制力和卷取张力的计算方法。
基于轧制力的计算方法是通过测量不同凸度条件下的轧制力来推算带钢的凸度分布。
这种方法通常需要考虑带钢在轧制过程中的应力状态、变形和弹性回复等因素,利用力学模型和数值计算方法进行分析和推算。
基于轧制力和卷取张力的计算方法是在考虑轧制过程中的拉伸变形和张力的基础上进行计算的。
CVC轧辊辊形参数的确定
CVC轧辊辊形参数的确定刘峰;徐光;范进【摘要】对CVC轧辊的辊形曲线进行数学解析,研究轧辊的轴向移动量与轧辊有效凸度的关系,推导辊形参数的理论计算公式,得到从工艺角度出发计算辊形系数A1的公式,并对某CSP厂CVC轧辊技术参数进行计算,提出其辊形参数的修正建议.%Mathematical analysis was conducted of CVC work roll contour and the mathematical model for the relation between roll shift position and equivalent roll crown was obtained. The theoretical formulae for calculating roll contour parameters were deduced, which makes it possible to calculate roll contour parameters from the technical perspective. And finally, the technical parameters of CVC rolls in a certain CSP rolling line were analyzed with improvement suggestions given.【期刊名称】《武汉科技大学学报(自然科学版)》【年(卷),期】2012(035)003【总页数】4页(P182-185)【关键词】连续可变凸度;辊形曲线;等效凸度【作者】刘峰;徐光;范进【作者单位】武汉科技大学材料与冶金学院,湖北武汉,430081;武汉科技大学材料与冶金学院,湖北武汉,430081;武汉科技大学材料与冶金学院,湖北武汉,430081【正文语种】中文【中图分类】TF303为适应轧制工艺对轧辊的不同要求,以及能快速、连续、任意地改变辊缝凸度,实现自由轧制,德国SMS-DEMAG公司于1980年开发了控制带钢形状和轮廓的CVC(Continuously Variable Crown,连续可变凸度)技术[1]。
HC轧机、UC轧机、VC辊系统、CVC轧机、FFC轧机、PC轧机、UPC轧机
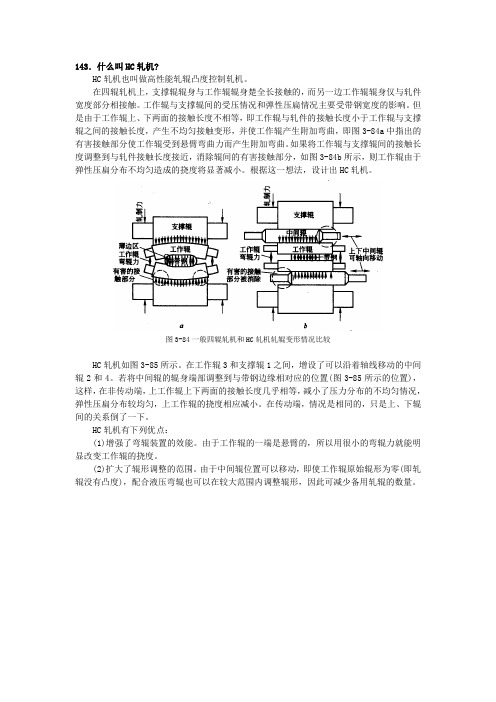
143.什么叫HC轧机?HC轧机也叫做高性能轧辊凸度控制轧机。
在四辊轧机上,支撑辊辊身与工作辊辊身楚全长接触的,而另一边工作辊辊身仅与轧件宽度部分相接触。
工作辊与支撑辊间的受压情况和弹性压扁情况主要受带钢宽度的影响。
但是由于工作辊上、下两面的接触长度不相等,即工作辊与轧件的接触长度小于工作辊与支撑辊之间的接触长度,产生不均匀接触变形,并使工作辊产生附加弯曲,即图3-84a中指出的有害接触部分使工作辊受到悬臂弯曲力而产生附加弯曲。
如果将工作辊与支撑辊间的接触长度调整到与轧件接触长度接近,消除辊间的有害接触部分,如图3-84b所示,则工作辊由于弹性压扁分布不均匀造成的挠度将显著减小。
根据这一想法,设计出HC轧机。
图3-84一般四辊轧机和HC轧机轧辊变形情况比较HC轧机如图3-85所示。
在工作辊3和支撑辊1之间,增设了可以沿着轴线移动的中间辊2和4。
若将中间辊的辊身端部调整到与带钢边缘相对应的位置(图3-85所示的位置),这样,在非传动端,上工作辊上下两面的接触长度几乎相等,减小了压力分布的不均匀情况,弹性压扁分布较均匀,上工作辊的挠度相应减小。
在传动端,情况是相同的,只是上、下辊间的关系倒了一下。
HC轧机有下列优点:(1)增强了弯辊装置的效能。
由于工作辊的一端是悬臂的,所以用很小的弯辊力就能明显改变工作辊的挠度。
(2)扩大了辊形调整的范围。
由于中间辊位置可以移动,即使工作辊原始辊形为零(即轧辊没有凸度),配合液压弯辊也可以在较大范围内调整辊形,因此可减少备用轧辊的数量。
图3-85 HC轧机结构简图1-支撑辊;2-上中间辊;3-工作辊;4-下中闻辊;5-工作辊正弯曲液压缸(3)带钢板形稳定性好。
实践表明,当中间辊调整到某一位置时,轧制力波动和张力变化对板形的影响很小。
这样,可减小冷轧张力,也能控制良好的板形,并减少了板形控制的操作次数。
(4)可以显著提高带钢平直度,可以减小带钢边部变薄和裂边部分的宽度,减少切边损失。
CVC轧辊辊型曲线设计及控制详细教程
短应力线轧机
连轧差动调速 加热炉节能及微机控制
小型轧机连续化 切分轧制 车后控制冷却 L 中板四辊轧机 热轧窄带钢轧机连续化
轧钢技术论坛
轧钢技术论坛
东北大学硕士学位论文
轧钢技术论坛
第一章 绪论
④ 要有可靠的软件技术; ⑤ 要有配套的高级工程技术人员。 ()轧钢生产现代化具有如下几个特点: 2 ① 轧钢生产以大型化、高速化、连续化、自 动化为基础; ② 逐渐向节约能源、提高质量和收得率、扩大品种等方向发展;
关 词 板 3 技术 键: 形 1 cvc
.护 /
c vc辊 型 曲线
口
v B
,
轧钢技术论坛
轧钢技术论坛
东北大学硕士学位论文
第一章 绪论
第一章 绪论
1 . 1板带生产概况
科学技术的进步大大推动了 世界各国 钢铁企 m 业[ 的发展, 本世纪世界 钢铁工
题的研究可以为现场提供一些解决实际问题的方法。并用于消除带钢在轧制过
程中所产生的横 向厚度偏差,实现获得 良好的板形。
1 本课题主要研究内容 . 4
本课题研究的主要内容有如下几方面:
首先深入分析影响板型的因素,探索板形控制的机理。 其次主要分析造成 板带横向厚度偏差的原因, 并通过改变凸度来控制板型。 建立 C C辊型曲 v 线的
表现在:轧钢工艺技术没有完全掌握;液压元件的制造及液压系统的设计制造 不过关;计算机控制系统、专用控制装置和检测仪表的制造还是空白。
P C轧机是由日 本三菱公司开发完成, 它通过上、 下轧辊的交叉来改变辊缝
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
犚狌 犔 -犅) 犔 +犅) =犚狌 0( 0( 推导可得 :
2 犃0 +犃1( 犔 -犅) 犔 -犅) +犃2( + 3 ( ) ( ) 犃3 犔 -犅 =犃0 +犃1 犔 +犅 + 2 3 犃2( 犔 +犅) 犔 +犅) +犃3(
( ) 1 5
( ) 1 6
1 8 4
武
汉
科
技
大
学
学
报
2 0 1 2 年第 3 期
] 1 5 所轧板带保持在机架中间的 位 置 上 [ , 如图2所
犆犠 mi 2 犃2 ( 犔 -犛mi n =- n) - 3 6 犃3 ( 犔 -犛mi n)
2
) 与式 ( ) 可得 : 1 1 1 2 联合求解式 (
犃2 =
3 ( 犔 -犛ma 犆犠 mi 犔 -犛mi 犆犠 ma x) n-( n) x ) ( 1 3 2 2 2( 犔 -犛ma 犔 -犛mi 犛ma x) ( n)( x -犛m i n) 3
( ) 2
对应的 C C V C 轧 辊 横 移 到 最 小 位 置 犛m V C i n时, 轧辊等效凸度为最小凸度 犆犠 m 则有 : i n,
2 犆犠 ma 2 犃2 ( 犔 -犛ma x =- x) - 3 6 犃3 ( 犔 -犛ma x)
( ) 1 1 ( ) 1 2
( ) 3 V C 轧辊辊身轮廓曲线的系数由轧辊所需 C 轧辊移动量 、 辊身长度等参数确定 。 辊缝沿 凸度 、 为 辊身长度的变化量 犵 狓) 0( ( ) 4 上下 轧辊 一般 是 按 V C 轧辊作轴向移动时 , C 相同移动量朝相 反 方 向 同 时 移 动 , 这样有利于使
由上式可得到 犃1 为
和式( 计 算 可 得 犃2 和 表1参 数 代 入 式 ( 1 3) 1 4)
2 2
犃1 =-2 犔 犃2 - ( 3 犔 +犅 ) 犃3
( ) 1 7
2 模型验算及分析
某C S P厂 C V C 轧辊的技术参数见表 1。 将
再代入式 ( ) 即 可 计 算 出 犃1 , 将计算结果与 犃3 , 1 7 如表 2 和表 3 所示 。 该厂提供的实际值进行对比 , 由表 2 和表 3 中 可 以 看 出 , F 1~F 4机架和 F 5~ F 7机 架 的犃2 和犃3 的 实 际 值 与 计 算 值 的 误 差 都
图 2 犆 犞 犆 轧辊轴向移动 犉 犻 . 2犃 狓 犻 犪 犾 狊 犺 犻 犳 狋 犻 狀 犳犆 犞 犆狉 狅 犾 犾 犵 犵狅
的初始凸 度 决 定 了 C V C 轧 辊 的 辊 身 曲 线 函 数, 也就是决定了系数 犃1 、 犃2 和 犃3 。 在理论设计和 计 算 中 , 工艺上要求轧机轧出 的轧件符合 标 准 要 求 的 形 状 , 如 图 3 所 示。 图 3 中2 犅 为轧件宽度 。 轧 制 工 艺 要 求 轧 件 在 宽 度 方 同时也要求轧制出来的 向上左右两端厚 度 相 同 , 轧件是水平的, 如果只保证轧制出来的轧件沿
) 狓) 犚狌 狓) 狓) =犇 - ( +犚 = 犵 0( 0( 犫 0( ( ) ( ) 犇 -犚狌 犔 -狓 0 狓 -犚 狌 0 2
犃3 =
2 ( 犔 -犛mi 犆犠 ma 犔 -犛ma 犆犠 mi n) x-( x) n ) ( 1 4 2 2 6( 犔 -犛ma 犔 -犛mi 犛ma x) ( n)( x -犛m i n) ] 中给出的表达式完全相同 。 文 1 2 这与文献 [ 2
示。
献[ ] 中已经通过现场实际数据证明了上述两个 1 2 公式的正确性 。 1. 2. 2 参数 犃0 和 犃1 的确定 凸 度) 取决于辊形函 C V C 轧辊的 辊 缝 形 状 ( 与 系 数 犃0 无 关 , 数中的系数 犃1 、 犃2 和 犃3 , 犃0 只 取决 于 轧 辊 的 原 始 直 径 , 所 以 在 本 文 中 设 犃0 为 一已知量 。 轧 辊 辊 身 长 度 、 两个轧辊相对移动到 最大值所要求的凸度和两个轧辊没有相对移动时
当C 下辊沿轴向向相反方向分 V C 轧 辊 上、 别移动狊 时 , 上辊和下辊的辊形函数分别为 ) ) 犚狌 ( 狓) 狓 -狊 狓 -狊 =犚狌 =犃0 +犃1( + 0(
2 3 ) ) ( ) 犃2 ( 狓 -狊 狓 -狊 5 +犃3 ( ) ) 犚 狓) 狓 +狊 2 犔 -狓 -狊 =犚 =犃0 +犃1( + 犫( 犫 0( 2 3 ( ) ( ) ( ) 犃2 2 犔 -狓 -狊 +犃3 2 犔 -狓 -狊 6
轧机进行 了 C 辊系变形理论及板 V C 辊 形 破 译、 形控制系统的研究 。X u 等推导出三次 C V C 曲线 并首次提出了 C 的表达式 , V C 轧辊有效凸度的
1 2] 概念 [ 。 求出了 J i a n g等 通 过 线 性 回 归 的 方 法, [3] 三次 C 。 V C 辊形曲线 1
C V C 轧辊辊形参数的确定
刘 峰, 徐 光, 范 进
( 武汉科技大学材料与冶金学院 , 湖北 武汉 , ) 4 3 0 0 8 1
摘要 : 对C 研究轧辊的轴向移动量与轧辊有效凸度的关系, 推导辊形参数 V C 轧辊的辊形曲线进行数学解析, 得到从工艺角度 出 发 计 算 辊 形 系 数 犃1 的 公 式 , 并对某 C 的理论计算公式 , S P厂 C V C轧辊技术参数进行计 算, 提出其辊形参数的修正建议 。 关键词 : 连续可变凸度 ; 辊形曲线 ; 等效凸度 中图分类号 : ( ) T F 3 0 3 文献标志码 : A 文章编号 : 1 6 7 4 3 6 4 4 2 0 1 2 0 3 0 1 8 2 0 4
] ] 8 9] 1 0 曲线从理论上进 行 分 析 [ 。 张 杰[ 、 杨 荃[ 和张 1 1] 清东 [ 分别就宝钢 集 团 有 限 公 司 冷 轧 厂 的 C V C
( ) 1
下辊形状一致, 只是相互 V C轧 辊 上 、 由 于C 倒 置1 , 故下辊辊形函数与上辊辊形函数之间 8 0 °
( ) 9 、 式( 式代入式( 后, 再代入式 5) 6) 8) 将 式 ( ( ) , 整理得 C 9 V C 轧辊的等效凸度为 2 3 ) ) ) ( ) 犆犠 ( 狊 犃2( 犔 -狊 犃3( 犔 -狊 1 0 =-2 -6 1. 2 辊形参数的确定 1. 2. 1 犃2 和 犃3 的确定 若已知当 C V C 轧辊横移到最大位置 犛ma x时 , 对应的 C 当 V C 轧辊 等 效 凸 度 为 最 大 凸 度 犆犠 ma x,
图 1 犆 犞 犆 轧辊辊形分析 犉 犻 . 1犃 狀 犪 犾 狊 犻 狊狅 犳犆 犞 犆狉 狅 犾 犾 犮 狅 狀 狋 狅 狌 狉 犵 狔
2 0 1 2 年第 3 期
刘 峰, 等: 犆 犞 犆 轧辊辊形参数的确定
1 8 3
的关系为
犚 狓) 2 犔 -狓) =犚狌 犫 0( 0( 由此可得下辊的辊形曲线为 犚 狓) 2 犔 -狓) =犃0 +犃1( + 犫 0( 2 3 犃2 ( 2 犔 -狓) +犃3( 2 犔 -狓)
第3 5 卷第 3 期 2 0 1 2年6月
武 汉 科 技 大 学 学 报 犑 狅 狌 狉 狀 犪 犾 狅 犳犠 狌 犺 犪 狀犝 狀 犻 狏 犲 狉 狊 犻 狋 犳犛 犮 犻 犲 狀 犮 犲犪 狀 犱犜 犲 犮 犺 狀 狅 犾 狅 狔狅 犵 狔
犞 狅 犾 . 3 5, 犖 狅 . 3 犑 狌 狀 . 2 0术参数 犜 犪 犫 犾 犲1犜 犲 犮 犺 狀 犻 犮 犪 犾 犪 狉 犪 犿 犲 狋 犲 狉 狊狅 犳犆 犞 犆狉 狅 犾 犾 狊 犻 狀犪犆 犛 犘狆 犾 犪 狀 狋 狆
V C 轧辊 作 轴 向 移 动狊 后 下 辊 的 函 数 可 则 C 以用移动前上辊的函数表示为 ) ( ) 犚 狓) 2 犔 -狓 -狊 7 =犚狌 犫( 0( 辊缝函数 由 此 可 得 轧 辊 相 向 移 动狊以 后, 与C 狓) V C 辊形函数之间的关系为 犵( 狓) 狓) 狓) =犇 -犚狌 ( -犚 = 犵( 犫( ) ) 犇 -犚狌 狓 -狊 2 犔 -狓 -狊 -犚狌 0( 0( V C 轧辊的等效辊凸度为 C ) 犆犠 =犵( 狊 犔) -犵( ( ) 8
本文给出三次 C V C 曲线模型的理论推导过 程, 并结合生产实际 , 按照工艺要求给出一种计算 辊形 参 数 犃1 的 思 路 和 方 法 , 并与相关文献计算 最后 针 对 某 厂 C 值进行对比 , V C 轧 辊 进 行 分 析,
2 0 1 1 1 1 3 0 收稿日期 : 刘 峰( ) , 男, 武汉科技大学硕士生 . : 1 9 9 0 E m a i l 4 9 5 7 1 0 5 7 3@q . c o m 作者简介 : q 徐 光( ) , 男, 武汉科技大学教授 , 博士生导师 . : 1 9 6 1 E m a i l x u u a n u s t . e d u . c n 通讯作者 : @w g g
2 3 犚狌 狓) 狓 +犃2 狓 狓 =犃0 +犃1 +犃3 0( 式中 : 犃0 ~犃3 为辊形系数 。
, 还采用板形
[ 6 7]
控制锥的概念进行了板形执行机构控制效果的分 析及热连轧 机 最 佳 工 作 辊 凸 度 的 确 定 。余秋 林在建立 辊 形 特 征 方 程 时 , 对C V C 辊采用正弦
以及能 为适应轧制 工 艺 对 轧 辊 的 不 同 要 求 , 快速 、 连续 、 任意地改变辊缝凸度 , 实现自由轧制 , 德国 S M S D EMAG 公 司 于 1 9 8 0年开发了控制 带钢形 状 和 轮 廓 的 C V C( C o n t i n u o u s l a r i a b l e yV 连续 可 变 凸 度) 技 术 。C C r o w n, V C 技术以其 独特的轧辊凸度控制方式在板带热轧和冷轧中获 得了广泛 的 应 用 。C V C 板形控制技术对带钢凸 度的控制效果十 分 明 显 , 具有很强的板凸度和板 能有 效 控 制 带 钢 中 心 弯 曲 和 边 部 弯 形控制能力 , 曲, 同时其轧辊等效凸度调节范围大 , 轧辊磨削和 管理方便等优点已在生产中充分体现出来 。 G u o 利用改进的 N e w t o n 迭代 法进 行辊系 变 形求解 , 建立了板 形 模 拟 模 型 , 给出四辊 C V C轧 并根据横移轧机的具体特点 , 进行 机的受力分析 , 了有关 C V C轧机的板凸度分析