实时监测水胶干复上胶量的方法
胶水固化率检测方法
胶水固化率检测方法
1.外观观察法:
这是一种直观的方法。
胶水固化后,观察其外观,依据固化后胶水的光泽、透明度、颜色等指标来判断固化率。
这种方法简单易行,但缺乏客观性和准确性。
2.触感检测法:
这种方法是通过触摸胶水的表面,判断其硬度来估计胶水的固化率。
可以用手指或工具感受胶水表面的硬度变化。
但同样是一种主观评价的方法,结果的准确性有一定的限制。
3.百分比水分测定法:
胶水固化的过程主要是通过胶水中的水分蒸发来完成的。
因此,一种常见的胶水固化率检测方法是通过测定胶水中的水分含量变化来评估固化率。
可以使用烘箱脱水法、电子天平法或气相色谱法等方法测定胶水中水分的含量变化。
4.力学性能测试法:
这是一种更准确可靠的胶水固化率检测方法。
通过测试固化后胶水的力学性能,如拉伸强度、剪切强度、压缩强度等,来判断固化率。
可以使用拉力试验机、剪切试验机等设备进行测试。
这种方法的优点是结果准确可靠,但需要专业的测试设备和一定的测试技术。
5.热分析法:
热分析法是一种常见的固化率检测方法之一、通过热分析仪器(如差
示扫描量热仪、热重分析仪等)对胶水在加热过程中的质量变化进行测定,从而确定胶水的固化率。
这种方法具有精确度高、结果可靠的优点。
综上所述,胶水固化率的检测方法有多种多样,可以根据实际需求选
择适合的方法。
在进行固化率检测时,应选择客观、准确、可靠的方法,
并根据具体情况结合多种方法进行综合评价,以保证胶水产品质量和应用
效果。
点胶阀胶水余量检测方法

点胶阀胶水余量检测方法
点胶阀胶水余量检测方法是用于检测点胶阀在停止喷胶后,阀内残留胶水的量。
准确的余量检测对于保证点胶效果和节约胶水具有重要意义。
以下是一些常见的点胶阀胶水余量检测方法:
1. 目测法:在停止喷胶后,通过观察点胶阀口是否有胶水流出,来大致判断胶水余量。
此方法简单易行,但对胶水余量的判断可能存在一定误差。
2. 重力法:将点胶阀倒置,让残留胶水自然流出。
通过测量流出胶水的体积,可以计算出胶水余量。
此方法适用于流动性较好的胶水,但对于粘性较差的胶水可能不太适用。
3. 气压法:通过给点胶阀施加一定气压,使胶水流出。
通过测量流出胶水的体积,可以计算出胶水余量。
此方法适用于各种类型的胶水,但需要配备气压设备。
4. 超声波法:利用超声波原理,通过测量点胶阀内残留胶水的厚度,可以计算出胶水余量。
此方法适用于各种类型的胶水,但需要配备超声波检测设备。
5. 图像处理法:通过摄像头对点胶阀进行实时监控,结合图像处理技术,可以准确测量胶水余量。
此方法适用于各种类型的胶水,但需要配备专业的图像处理设备和技术。
总之,点胶阀胶水余量检测方法的选择应根据具体需求和条件进行。
在实际操作中,可能需要结合多种方法进行综合判断,以确保胶水余量的准确性。
同时,应定期对点胶阀进行清洗和维护,以防止胶水余量检测误差和点胶效果不佳。
上胶量的确定及测量解读
上胶量的确定及测量上胶量的确定是复合软包装生产中的重要考虑因素之一,上胶量与产品的许多性能有直接关系,如复合膜的剥离强度、抗介质性、外观、软硬等。
上胶量超过6g/㎡就失去了意义,性能已饱和,还造成许多副作用如滑移、成本升高等。
上胶量还涉及产品成本,根据多年的经验,在干式复合上胶量可参考表1。
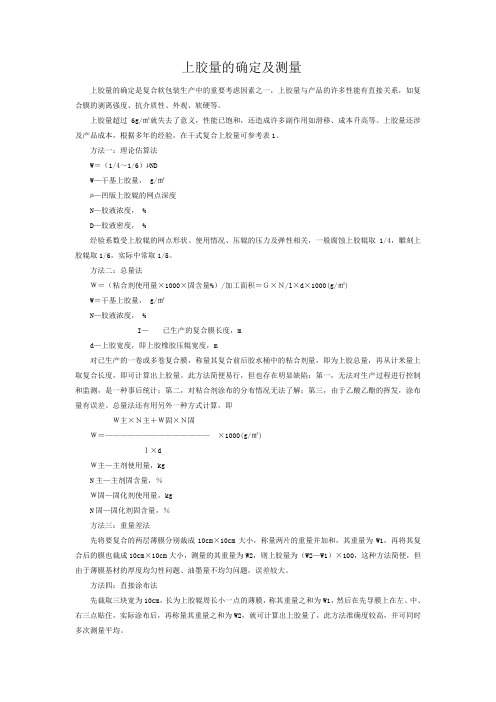
方法一:理论估算法W=(1/4~1/6)µNDW—干基上胶量, g/㎡µ—凹版上胶辊的网点深度N—胶液浓度, %D—胶液密度, %经验系数受上胶辊的网点形状、使用情况、压辊的压力及弹性相关,一般腐蚀上胶辊取1/4,雕刻上胶辊取1/6,实际中常取1/5。
方法二:总量法W=(粘合剂使用量×1000×固含量%)/加工面积=G×N/l×d×1000(g/㎡)W=干基上胶量, g/㎡N—胶液浓度, %I—已生产的复合膜长度,md—上胶宽度,即上胶橡胶压辊宽度,m对已生产的一卷或多卷复合膜,称量其复合前后胶水桶中的粘合剂量,即为上胶总量,再从计米量上取复合长度,即可计算出上胶量。
此方法简便易行,但也存在明显缺陷:第一,无法对生产过程进行控制和监测,是一种事后统计;第二,对粘合剂涂布的分布情况无法了解;第三,由于乙酸乙酯的挥发,涂布量有误差。
总量法还有用另外一种方式计算,即W主×N主+W固×N固W=——————————————×1000(g/㎡)I×dW主—主剂使用量,kgN主—主剂固含量,%W固—固化剂使用量,kgN固—固化剂固含量,%方法三:重量差法先将要复合的两层薄膜分别裁成10cm×10cm大小,称量两片的重量并加和,其重量为W1,再将其复合后的膜也裁成10cm×10cm大小,测量的其重量为W2,则上胶量为(W2—W1)×100,这种方法简便,但由于薄膜基材的厚度均匀性问题、油墨量不均匀问题,误差较大。
干式复合上胶量的控制和测算共26页文档

46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
干式复合上胶量的控制和测算
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它
胶水固含量测量仪的操作是怎样的呢

胶水固含量测量仪的操作是怎样的呢仪器介绍胶水固含量测量仪,是一种用来测量胶水中固含量的仪器。
该仪器采用的是烘干法,通过将样品加热至一定温度,从而将胶水中的挥发性成分挥发出来。
然后以残留质量或残留重量来计算胶水中固含量的百分比。
在实际应用中,该测量仪广泛用于粘合剂、涂料、染料、塑料等工业领域,以及食品、药品、化妆品等行业中。
操作步骤第一步:准备工作1.将胶水固含量测量仪放在干燥通风的实验室中,并将其连接到电源。
2.打开仪器开关,并等待其启动。
3.将确认样品和标准样品分别放入称量盘中,并记录下其质量。
4.关闭测量仪的前面板,并按照使用说明书中的要求调节其温度和时间,使其达到所需要的温度。
第二步:进行测量1.将称量盘悬挂在封闭式电子天平上,准确记录下其初始重量。
2.将称量盘放在测量仪中,并关闭仪器的前面板。
3.按照测量仪使用说明书中的操作,启动测量程序。
4.当测量程序完成后,将称量盘从测量仪中取出,并称量其质量。
5.根据测量结果计算样品中的胶水固含量。
第三步:清理工作1.在使用完测量仪后,将其关闭,并拔出电源线。
2.对仪器外壳进行清洁,并清理测量仪中的残留物。
3.将实验室环境恢复干燥通风状态。
注意事项1.在操作过程中,应严格按照使用说明书中的要求进行操作,以免因误操作导致仪器损坏。
2.在进行测量之前,应将胶水样品和标准样品中的挥发性成分挥发干净,以免影响测量结果。
3.在测量完成后,应及时进行清理工作,以免污染环境或影响下一次的测量。
4.在使用过程中,需注意安全,避免接触高温部件或发生短路等安全事故。
总结胶水固含量测量仪是一种用于测量胶水中固含量的仪器,其操作比较简单。
通过准备工作、测量操作和清理工作三个步骤,即可有效地进行固含量的测量。
在使用过程中,需要严格按照使用说明书中的要求进行操作,注意安全,并及时进行清理工作。
uv胶水固含量测试方法

uv胶水固含量测试方法UV胶水的固含量是指其所含有的溶剂和助剂去除后,胶粘剂所占的百分比。
它是评估胶水固化效果的重要指标,对产品的质量稳定性和性能有着重要影响。
下面将介绍几种常用的测试方法来测量UV胶水的固含量。
一、称重法称重法是一种简单且常见的方法来测量UV胶水的固含量。
测试步骤如下:1.将一个干燥的量烧杯称重,记录重量为A。
2.取一定量的UV胶水,如10克,加入烧杯中。
3.将烧杯放入烘箱中,温度设置为常用的固化温度,如60°C,保持一段时间。
4.将烧杯从烘箱中取出,并使用干燥剂将胶水中的水分去除。
5.将烧杯放入烘箱中继续加热,持续时间至全部挥发完毕,得到固体胶粘剂。
6.将烧杯从烘箱中取出,冷却至室温,然后再称重,记录重量为B。
根据称重前后的重量差异,可以计算出UV胶水的固含量的百分比,公式如下:固含量(%)=(B-A)/A×100二、红外光谱法红外光谱法是通过红外光谱仪来测量UV胶水的固含量。
步骤如下:1.将已经固化的UV胶水样品制备成薄膜。
2.将薄膜放入红外光谱仪中进行测试。
3.在光谱图中找到固化剂和溶剂的峰值。
4.通过计算峰值强度之间的比例,可以确定胶水的固含量。
红外光谱法的优点是准确度高,且对样品的破坏性较小。
三、差示扫描量热法差示扫描量热法通过测量UV胶水在加热过程中产生的热量来计算其固含量。
测试步骤如下:1.将已固化的UV胶水样品制备成薄片,并放入分析仪器中。
2.在开始测试前,对仪器进行空白校准。
3.在一定温度范围内,对样品进行测试,记录生成的热量。
4.通过比较不同温度下的热量差异,可以计算出胶水的固含量。
差示扫描量热法可以提供对胶水固含量的实时监测,但需要专业仪器的支持。
四、热重分析法热重分析法是通过在恒定温度下测量UV胶水重量的变化来计算其固含量。
测试步骤如下:1.将固化的胶水制备成一定质量的样品,并放入热重分析仪器中。
2.在一定温度范围内加热样品,并记录其重量的变化。
干式复合上胶量的确定及测量

包装技术:干式复合上胶量的确定及测量有 265 人阅读 (关于:胶辊,水桶,油墨)上胶量超过6g/m2 就失去了意义,性能已饱和,还造成许多副作用如滑移、成本升高等。
上胶量还涉及产品成本,根据多年的经验,在干式复合上胶量可参考表1。
表1 按用途分类的上胶量要求分类薄膜特性与用途干基涂布量(g/m2)一般用途透明及光滑薄膜 1.5-2.5印刷膜、镀铝膜、涂布膜 2.5-3.5的轻包装含水包装含化学介质内容物 3.5-4.0煮沸杀菌 100煮沸 3.0-3.5蒸煮杀菌透明 3.5-4.0含铝箔层 4.0-5.0方法一:理论估算法W=(1/4~1/6))μNDW——干基上胶量,g/m2μ——凹版上胶辊的网点深度N——胶液浓度,%D——胶液密度,%经验系数受上胶辊的网点形状、使用情况、压辊的压力及弹性相关,一般腐蚀上胶辊取1/4,雕刻上胶辊取1/6,实际中常取1/5。
方法二:总量法W =(粘合剂使用量×1000×固含量%)/加工面积=G×N/L×d×1000(g/m2)W——干基上胶量,g/m2N——胶液浓度,%L——已生产的复合膜长度,md——上胶宽度,即上胶橡胶压辊宽,m对已生产的一卷或多卷复合膜,称量其复合前后胶水桶中的粘合剂量,即为上胶总量,再从计米器上取得复合长度,即可计算出上胶量。
此方法简便易行,但也存在明显缺陷:第一,无法对生产过程进行控制和监测,是一种事后统计;第二,对粘合剂涂布的分布情况无法了解;第三,由于乙酸乙酯的挥发,涂布量有误差。
总量法还有用另外一种方法计算,即:W=〔(W主×N主+W固×N固)÷(L×d)〕×1000(g/m2)W主——主剂使用量,kgN主——主剂固含量,%W固——固化剂使用量,kgN固——固化剂固含量,%方法三:重量差法先将要复合的两层薄膜分别裁成10cm×10cm大小,称量两片的重量并相加,其重量为W1,再将其复合后的膜也裁成10cm×10cm大小,测量的其重量为W2,则上胶量为(W2-W1)×100,这种方法简便,但由于薄膜基材的厚度均匀性问题、油墨量不均匀问题,误差较大。
干式复合上胶量的控制与测算

02
改进阶段
随着工业技术的发展,出现了涂胶机等专用设备,实现了涂胶量的精确
控制和自动化生产。
03
创新阶段
近年来,随着环保意识的提高和新型粘合剂的研发,上胶技术不断创新,
出现了水基粘合剂和无溶剂粘合剂等环保型产品,为包装行业的发展提
供了新的动力。
02 干式复合上胶量的影响因 素
基材特性
基材厚度
01
05 干式复合上胶量控制与测 算的挑战与解决方案Βιβλιοθήκη 上胶不均匀问题总结词
上胶不均匀是干式复合工艺中常见的问题,会导致产品质 量下降。
详细描述
上胶不均匀通常是由于涂胶系统设计不合理、涂胶装置调 整不当或涂胶材料性质不均一所致。它会导致薄膜表面涂 胶量差异较大,影响产品的外观和性能。
解决方案
为了解决上胶不均匀问题,可以优化涂胶系统设计,调整 涂胶装置,确保涂胶材料性质均一。同时,定期检查和维 护涂胶系统,确保其正常工作。
降低了不良品率,并提高了生产效率。
案例二:某品牌产品上胶量稳定性提升
要点一
总结词
要点二
详细描述
通过严格控制原材料质量和工艺参数,提高上胶量稳定性
某品牌产品在干式复合过程中,对上胶量的稳定性要求极 高。为了达到这一要求,他们对原材料质量和工艺参数进 行了严格的控制,包括对上胶液的粘度、固含量、PH值等 参数进行精确测量和控制,同时对涂布轮转速、涂布压力 、烘干温度等工艺参数进行优化调整。通过这些措施,他 们成功地提高了上胶量的稳定性,保证了产品质量和客户 满意度。
06 实际应用案例分析
案例一:某公司上胶量控制优化
总结词
通过改进上胶工艺和设备,提高上胶量精度 和稳定性
详细描述
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
到这封自诉信时,我应该已经去世了。这世上又一个因为懒癌去世的人。呵呵
否趋于稳定就成了我们关注的焦点。 但是传统的涂布法、称重法等测量上胶量的
方法,存在取样操作不方便或不能实监测的缺
点,需要在方法上进行改进。我们知道水性胶中
去离子水的挥发速率远小于溶剂型胶黏中溶剂 (乙酸乙酯)的挥发速率,由于水性胶中水分蒸
发带来的胶液浓度及重量损失在较短时间内就
可以忽略不计,同时中高速复合机均有准确计米
到这封自诉信时,我应该已经去世了。这世上又一个因为懒癌去世的人。呵呵
的功能。 在正常水性胶干复生产中,将胶盘中的胶量
和循环桶里的胶量作为一个整体来考虑,只要干
复胶盘中的液面一定,隔膜泵的循环量稳定一
致,操作机速恒定,那么胶盘中的胶水量就会保 持均衡,将循环桶放置于电子称上进行实时称
有很好的帮助。
1ci0f6c7c 易博亚洲/
量,则循环桶中的胶量变化量就是一定时间内复
合湿胶的消耗量。
到这封自诉信时,我应该已经去世了。这世上又一个因为懒癌去世的人。呵呵
假设,上胶宽度 X(mm),水性胶固含量 45%, 一定时间内的生产米数为 L,且循环桶中的胶水
Байду номын сангаас
消耗量为 Y(kg),则上胶量 Z(g/m2)为:
Z=(103·Y·45%)/(10-3&mid
我们知道,对于水性胶干复来说,上胶辊的
网坑要浅、开口要大,以获得良好的胶水转移率,
而且复合中还要防止网坑堵塞影响上胶量。上胶 量的变化(一般是逐渐减少)不但直接影响复合
膜的剥离强度,而且会使镀铝复合产品产生明显 白点,在诸如 OPP/CPP 透明结构的产品中产生大
大小小的麻点,影响产品的外观质量,甚至造成
dot;X·L)=(106·45%·Y) /(X·L) 以上测量上胶量的方法具有较好的精确性,
且具有实时监测的特点,通过对各个时段胶水的
到这封自诉信时,我应该已经去世了。这世上又一个因为懒癌去世的人。呵呵
连续消耗量的称量计算,就可准确知道上胶量的 变化情况,这对于我们控制上胶量稳定产品质量