焊缝符号尺寸比例
常用焊缝符号及其标注方法全)..
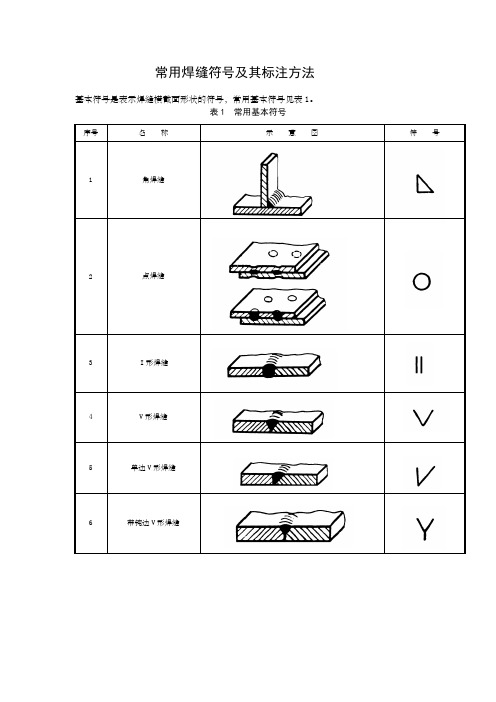
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号 (同上述三面焊缝符号)标注焊接方法及处数N 等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度c SⅠ形焊缝 焊缝宽为c 焊缝厚为S3熔核直径d塞焊缝 熔核直径d点焊缝 焊点直径d4 焊缝间距 e角焊缝 焊脚尺寸为K焊缝长度为l 焊缝间距为e 焊缝段(点)数n5 焊缝长度l 6 焊缝段(点)数 n7 相同焊缝处数 d角焊缝 焊脚尺寸为K相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
常用焊缝符号与标注方法(全)
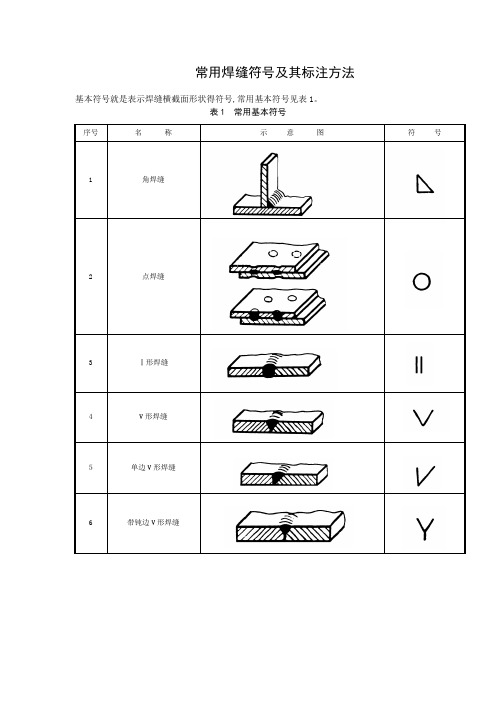
常用焊缝符号及其标注方法基本符号就是表示焊缝横截面形状得符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5单边V形焊缝6 带钝边V形焊缝7 缝焊缝序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4、1、2在焊接标注时,焊缝得基本符号必须标注。
4、1、3 对于需要开坡口得焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口得断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4、2 辅助符号4、2、1 辅助符号就是表示焊缝表面形状特征得符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4、2、2 对焊缝得表面无要求时,则不标注辅助符号。
4、3 补充符号4、3、1 补充符号就是为了补充说明焊缝得某些特征而采用得符号,见表3。
4、3、2 当焊缝具有表3所列特征时,则必须标注相应得补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号V形对接焊缝,底面有垫板2三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号) 标注焊接方法及处数N等说明4、4 尺寸符号4、4、1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2 焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d 点焊缝焊点直径d4焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n 5焊缝长度l6焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K相同焊缝处数为N4、4、2 确定焊缝位置得尺寸不在焊缝符号中给出,而就是将其标注在图样上。
焊缝符号及焊接方法代号讲解
名称
符号 焊 缝 形 式
标注示例
平面符号
说明
表示V形对接焊缝表面平 齐(一般通过加工)
凹面符号
表示角焊缝表面凹陷
凸面符号
表示双面V形对接焊缝表 面凸起
三、焊缝的补充符号
补充符号是为了补充说明焊缝的某些特征而采用的
符号,名用称 粗实符号线绘焊制缝 形,式如果标需注要示 例可随基说本明符号标注
在相应的位置上。 带垫板符号
表示单面角焊缝,焊角 高度为K。
表示有n段长度为l的 双面断续角焊缝,间 隔为e,焊角高为K。
表示有n段长度为l的 双面交错断续角焊缝, 间隔为e,焊角高为K。
表示为双面焊接,上 面为单边V形焊缝, 下面为角焊缝。
表示有n个焊点的点 ( ) 焊,焊核直径为d,焊
点的间隔为e。
接头形式 对接接头
焊缝形式
T形接头 角接接头 搭接接头
标注示例
K K K
说明
表示V形焊缝的坡口角 度为 ,根部间隙为b, 有n段长度为l的焊缝。
表示单面角焊缝,焊角 高度为K。
表示有n段长度为l的 双面断续角焊缝,间 隔为e,焊角高为K。
表示有n段长度为l的 双面交错断续角焊缝, 间隔为e,焊角高为K。
表示为双面焊接,上 面为单边V形焊缝, 下面为角焊缝。
表示V形焊缝的背面底 部有垫板
三面焊缝符 号
周围焊缝符 号 现场施工符 号
尾部符号
工件三面施焊,为角焊 缝
表示在现场沿工件周 围施焊,为角焊缝
111表示用手工电弧
条 焊 的 长,角 为4条 焊 10表 0缝在接示 ,焊 该工有缝符艺4条 高号方相 为后法同 5可及标焊注缝焊条 数等。
四、焊缝尺寸符号及其标注方法
常用焊缝符及其标注方法全

常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1表1常用基本符号序号角焊缝点焊缝I形焊缝II V形焊缝单边V形焊缝带钝边V形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号421 辅助符号是表示焊缝表面形状特征的符号,见表2表2辅助符号4.2.2 对焊缝的表面无要求时,则不标注辅助符号4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3 4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值443塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
5焊接符号在图样上的表示及其标注完整的焊接标注除了上述基本符号、辅助符号、补充符号、尺寸符号及数据以外,还包括指引线及必要的说明。
5.1指引线指引线一般由带有箭头的指引线(箭头线)和两条基准线(一条为细实线,另一条为虚线)组成,两条基准线间隔为2b(b为视图轮廓线宽度),见图1。
基准线一般应与图样的底边相平行,但在特殊条件下亦可与底边相垂直细实线基准线虚线基准线(可省略)箭头线(细实线)图1指引线5.1.1 箭头线和焊缝的关系a)焊缝在箭头侧:如图2(a)所示,即箭头线指在焊缝上;b)焊缝在非箭头侧:如图2 (b)所示,即箭头线指在焊缝的背面。
图2带单角焊缝的T型接头5.1.2箭头线的位置a )箭头线相对焊缝的位置一般无特殊要求,但是在标注形焊缝时,箭头线应指向带有坡口一侧的工件,见图3。
b )必要时,允许箭头线弯折一次,见图4。
(a)(b)图3箭头线的位置图4弯折的箭头5.2 焊缝在图样上的表示5.2.1 除点焊缝、缝焊缝、塞焊缝和槽焊缝以外的各种焊缝,在图样上表示时,应符合下述规定:a )可见焊缝纵向可用2b〜2.5b等粗的实线表示(可使用区别于黑色的颜色)见图5( a);b )不可见焊缝纵向可用2b〜2.5b等粗的粗虚线表示,见图5 (b);c )焊缝的横截面应按焊缝实际截面形状绘制并涂黑,见图 5 (c)。
焊缝符号
出」 洲
l d=焊缝图形符号的线宽和字体的笔划宽度 l b二细实线的线宽
图1 3 表 1
轮廓线宽度( b ) 数字和大写字母的高度( 的
05 . 07 .
1
nl m
1 4 .
2
35 .
5
7
l 0
l 4
焊符宽体J- 缝号1的・1 一 图的和笔(O 形线字戈dh ) 宽/ I )
注 :1 )
0 5 .
07 .
什刊分魁 日 用田士 丑七 肚 舒 日 任挂日 旺 公, 田 i士曲 1 十 , 囚 生 斗十 圈 耳 田 妇 出 二 抖旧 日利 ̄ 姗 卿 用王 1长 时 比 士 王 田 拜 卜 什 耳 引」 价阳 用 斗翩 下 什晰解 湃 “ 一 和 汗下 日 十曲 卜 甲压 开 耳日 书行二 H 片州 H」 - 解 R 用干翻 陌 绷 耳 日 只干
1 4 1 。
} 一
当焊缝图形符号与基准线( 细实线或细虚线) 的线宽比 较接近时, 允许将焊缝图形符号加粗表示。
52 1 ..
基本符号的尺寸和比 表 2 例见 。
Gs 221 1 2一 90
表2
说 明
. 月 尸8 球 月十 洲叫 r - 魏翻粼裁y 3 d
下 斗 扫抖1+ j 日 件片 谁 辛件卜 招 斗+ 钊
扭t n r lig mb l i f wedn s os o o y
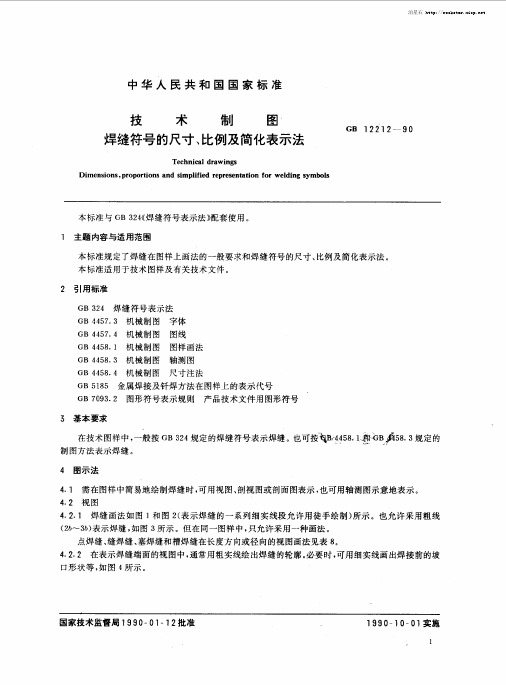
本标准与 G 34焊缝符号表示法》 B 《 2 配套使用。 1 主题内容与适用范围
本标准规定了焊缝在图样上画法的一般要求和焊缝符号的尺寸、 比例及简化表示法。 本标准适用于技术图样及有关技术文件。
2 引用标准
G 34 焊缝符号表示法 B 2 G 45. 机械制图 字体 B 73 9 G 45. B 74 机械制图 图线 4 G 45. 机械制图 图样画法 B 81 4
焊缝尺寸符号及标注要求

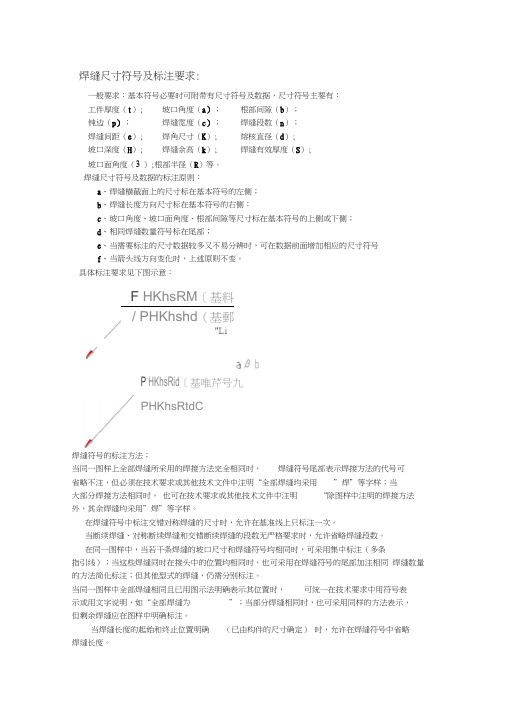
焊缝尺寸符号及标注要求:一般要求:基本符号必要时可附带有尺寸符号及数据,尺寸符号主要有:工件厚度(t);坡口角度(a) ;根部间隙(b);钝边(p);焊缝宽度(c);焊缝段数(n);焊缝间距(e);焊角尺寸(K);熔核直径(d);坡口深度(H);焊缝余高(k);焊缝有效厚度(S);坡口面角度(β);根部半径(R)等。
焊缝尺寸符号及数据的标注原则:a、焊缝横截面上的尺寸标在基本符号的左侧;b、焊缝长度方向尺寸标在基本符号的右侧;c、坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧;d、相同焊缝数量符号标在尾部;e、当需要标注的尺寸数据较多又不易分辨时,可在数据前面增加相应的尺寸符号;f、当箭头线方向变化时,上述原则不变。
具体标注要求见下图示意:焊缝符号的标注方法:当同一图样上全部焊缝所采用的焊接方法完全相同时,焊缝符号尾部表示焊接方法的代号可省略不注,但必须在技术要求或其他技术文件中注明“全部焊缝均采用……焊”等字样;当大部分焊接方法相同时,也可在技术要求或其他技术文件中注明“除图样中注明的焊接方法外,其余焊缝均采用……焊”等字样。
在焊缝符号中标注交错对称焊缝的尺寸时,允许在基准线上只标注一次。
当断续焊缝、对称断续焊缝和交错断续焊缝的段数无严格要求时,允许省略焊缝段数。
在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用集中标注(多条指引线);当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符号的尾部加注相同焊缝数量的方法简化标注;但其他型式的焊缝,仍需分别标注。
当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表示或用文字说明,如“全部焊缝为”;当部分焊缝相同时,也可采用同样的方法表示,但剩余焊缝应在图样中明确标注。
当焊缝长度的起始和终止位置明确(已由构件的尺寸确定)时,允许在焊缝符号中省略焊缝长度。
在不致引起误解的情况下,当箭头线指向焊缝,而非箭头侧又无焊缝要求时,允许省略非箭头侧的基准线(虚线)。
焊缝尺寸符号及标注要求
焊缝尺寸符号及标注要求:一般要求:基本符号必要时可附带有尺寸符号及数据,尺寸符号主要有:工件厚度(t );坡口角度(a ); 根部间隙(b ); 钝边(p );焊缝宽度(c ); 焊缝段数(n ); 焊缝间距(e );焊角尺寸(K ); 熔核直径(d ); 坡口深度(H ); 焊缝余高(k ); 焊缝有效厚度(S );坡口面角度(3 );根部半径(R )等。
焊缝尺寸符号及数据的标注原则:a 、 焊缝横截面上的尺寸标在基本符号的左侧;b 、 焊缝长度方向尺寸标在基本符号的右侧;c 、 坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧;d 、 相同焊缝数量符号标在尾部;e 、 当需要标注的尺寸数据较多又不易分辨时,可在数据前面增加相应的尺寸符号f 、 当箭头线方向变化时,上述原则不变。
具体标注要求见下图示意:"LiP HKhsRid 〔基唯芹号九焊缝符号的标注方法:当同一图样上全部焊缝所采用的焊接方法完全相同时, 焊缝符号尾部表示焊接方法的代号可省略不注,但必须在技术要求或其他技术文件中注明“全部焊缝均采用 ”焊”等字样;当大部分焊接方法相同时, 也可在技术要求或其他技术文件中注明“除图样中注明的焊接方法 外,其余焊缝均采用”焊”等字样。
在焊缝符号中标注交错对称焊缝的尺寸时,允许在基准线上只标注一次。
当断续焊缝、对称断续焊缝和交错断续焊缝的段数无严格要求时,允许省略焊缝段数。
在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用集中标注(多条指引线);当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符号的尾部加注相同 焊缝数量的方法简化标注;但其他型式的焊缝,仍需分别标注。
当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表 示或用文字说明,如“全部焊缝为”;当部分焊缝相同时,也可采用同样的方法表示,但剩余焊缝应在图样中明确标注。
当焊缝长度的起始和终止位置明确(已由构件的尺寸确定) 时,允许在焊缝符号中省略 焊缝长度。
常用焊缝符号及其标注方法
常用焊缝符号及其标注方法1.焊缝符号的种类:常用的焊缝符号包括长焊缝、短焊缝、T型焊缝、角焊缝、对接焊缝、对角焊缝、搭接焊缝、角胸焊缝等。
这些焊缝符号通常用于表示不同形状和位置的焊缝。
2.焊缝符号的标注方法:常用的标注方法包括使用箭头、线条和文字来表示焊缝的形状和位置。
具体标注方法如下:(1)长焊缝:使用一根带箭头的直线来表示。
箭头指向焊接的位置,并在箭头上注明焊缝的尺寸。
(2)短焊缝:使用一根带箭头的斜线来表示。
箭头指向焊缝的位置,并在箭头上注明焊缝的尺寸。
(3)T型焊缝:使用一根带箭头的直线和一根竖线组合来表示。
直线表示焊缝的位置和尺寸,竖线表示搭接部分的位置。
(4)角焊缝:使用两根带箭头的直线和一个竖线组合来表示。
两根直线分别表示焊缝的位置和尺寸,竖线表示角焊缝的位置。
(5)对接焊缝:使用两根带箭头的直线和一根横线来表示。
两根直线分别表示焊缝的位置和尺寸,横线表示对接面的位置。
除了上述的基本标注方法外,还可以根据需要进行补充标注,如标明焊缝的深度、符号的大小和比例等。
3.焊缝符号的标尺:为了使焊缝符号能够清晰可见并符合设计要求,通常需要根据工程图纸的比例绘制符号标尺。
标尺可以使用标准尺寸或特定比例来表示焊缝的大小和尺寸。
4.焊缝符号的位置:焊缝符号应该清晰可见,并在工程图纸上与相关标注和尺寸配合使用。
通常,焊缝符号应该位于焊缝的起始端,并在焊缝附近的合适位置进行标注。
总结:在工程设计和制图中,焊缝符号的正确标注是确保焊接质量和工艺正确的重要保证。
通过使用合适的焊缝符号和标注方法,可以准确传达设计要求,指导焊接工作,并提高焊接质量。
因此,对于工程设计人员和焊接工人来说,熟悉常用的焊缝符号及其标注方法是非常重要的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.2尺寸和比例
4.2.1焊缝图形符号在双基准线上的尺寸位置及比例关系见图12。对称焊缝符号在基准线上的位置及尺寸比例关系见图13。
图12图13
4.2.2焊缝图形基本符号必须接触基准线。
4.2.3当焊缝图形符号与基准线的线宽比较接近时,允许将焊缝图形符号加粗表示。
5.焊缝符号的简化标注法
5.1焊缝位置的定位尺寸应符合Q/ZN102—2007《焊缝符号表示法》的规定;当焊缝的定位尺寸无严格要求时,标注时可省略。简化标注示例见表8。
点焊缝、塞焊缝在长度方向或径向的视图画法见表8。
图1图2
图3图4
在表示焊缝端面的视图中,通常用粗实线绘出焊缝的轮廓。必要时,可用细实线画出焊接前的坡口形状等,如图4所示。
3.2剖视图或剖面图
在剖视图或剖面图上,焊缝的金属熔焊区通常应涂黑表示,如图5所示。若同时需要表示坡口的形状时,熔焊区部分也可按第3.1条的规定绘制,如图6所示。
当采用简化代号标注焊缝时,在图样下方或标题栏附近的代号和符号应是图形上所注代号和符号的1.4倍(图18)。
图18图19
6.8在不致引起误解的情况下,当箭头线指向焊缝,而非箭头侧又无焊缝要求时,允许省略非箭头侧的基准线(虚线)如图19和表8所示。
6.9当焊缝长度的起始和终止位置明确(已由构件的尺寸等确定)时,允许在焊缝符号中省略焊缝长度,如图19所示。
6.10在实际应用中,当焊缝的横截面尺寸在其它执行的标准文件(如工艺守则等)中已作规定,焊缝标注时允许省略焊缝横截面上尺寸;当焊缝的段数(焊点数量)有明确的要求,焊缝的间距因此自然明确时,允许标注时省略焊缝间距。如图20、图21所示。
图20图21
6.11对于左右对称结构或部件,允许只在一侧标注,并可以在基本符号右侧的尺寸符号后加“×左/右”或“×L/R”来表示,如图22、图23所示。
3.图示法
在技术图样中,一般按Q/ZN102—2007规定的焊缝符号表示焊缝。也可按GB4458.1和GB4458.3规定的制图方法表示焊缝。下面介绍图示法。
需在图样中简易地绘制焊缝时,可用视图、剖视图、剖面图或轴测图等图示方法示意地表示。
3.1视图法
焊缝画法如图1和图2(表示焊缝的一系列细实线允许用徒手绘制)所示。也允许采用粗线(2b-3b)表示焊缝,如图3所示。但在同一图样中,只允许采用一种画法。
图22图23
7.综合示例
焊缝的视图、剖视图画法和焊缝符号及其焊缝位置的定位尺寸简化注法示例见表8。
表8
序号
视图或剖视图画法示例
焊缝符号及定位尺寸简化注法示例
说明
1
对称断续角焊缝,构件两端均有焊缝。
按照第5.4条的规定,焊缝符号标注中省略了焊缝段数;按照第5.3条的规定,焊缝符号中的尺寸只在基准线上标注了一次。
焊缝符号的尺寸、比例、及简化表示法
本标准与Q/ZN102—2007《焊缝符号表示法》配套使用。
1.引用标准
引用GB 12212—90《焊缝符号的尺寸、比例及简化表示法》的标准。
2.主题内容及适用范围
本标准规定了本公司焊缝在图样上画法的一般要求和焊缝符号的尺寸、比例及简化表示法。
本标准适用于技术图样及有关技术文件。
2
交错断续角焊缝,其中L是确定箭头侧焊缝起始位置的定位尺寸;工件在非箭头侧两面三刀端均有焊缝。
说明见序号1
序号
视图或剖视图画法示例
焊缝符号及定位尺寸简化注法示例
说明
3
交错断续角焊缝,其中L1是确定箭头侧焊缝起始位置的定位尺寸;L2是确定非箭头侧焊缝起始位置的定位尺寸
说明见序号1
4
塞焊缝在箭头侧;其中L是确定焊缝起始孔中心位置的定位尺寸
5.2当同一图样上全部焊缝所采用的焊接方法完全相同时,焊缝符号尾部表示焊接方法的代号可省略不注,但必须在技术要求或其他技术文件中注明“全部焊缝均采用......焊”等到字样;当在部分焊接方法相同时,也可在技术要求或其他技术文件中注明“除图样中注明的焊接方法外,其余焊缝均采用......焊”等字样。
5.3在焊缝符号中标注交错对称焊缝的尺寸时,允许在基准线上只标注一次,如图14和表8所示。
图14图15
5.4当断续焊缝、对称断续焊缝和交错断续焊缝的段数无严格要求时,允许省略焊缝段数,如图15和表8所示。
5.5在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用图16的方法集中标注;当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符号的尾部加注相同焊缝数量的方法简化标注,但其他型式的焊缝,仍需分别标注,如图17所示。
按照第5.10条的规定,焊缝符号标注中省略了焊缝横截面尺寸和焊缝间距
图5
3.3轴测图
用轴测图示意地表示焊缝的画法,如图7和图8。
图7图8
3.4局部放大图
必要时,可将焊缝部位放大表示并标注,如图9所示。
图9
3.5图示法与焊缝符号标注方法的关系
当在图样中采用图示法绘出焊缝时,通常应同时标注焊缝符号,如图10所示。
图10
4.焊缝符号的尺寸和比例
4.1基本规定
焊缝图形符号及其组成应按GB7093.6当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表示或用文字说明,如“全部焊缝为5 ”;当部分焊缝相同时,也可采用同样的方法表示,但剩余焊缝应在图样中明确标注。
6.7为了简化标注方法,或者标注位置受到限制时,可以标注焊缝简化代号(图18),但必须在该图样下方或在标题栏附近说明这些简化代号的意义。
按照第5.4条和5.8条的规定,焊缝符号标注中省略了焊缝段数和非箭头侧的基准线(虚线)
序号
视图或剖视图画法示例
焊缝符号及定位尺寸简化注法示例
说明
点焊缝位于中心位置;其中L是确定焊缝起始焊点中心位置的定位尺寸
按照第5.4条的规定,焊缝符号标注中省略了焊缝段数
点焊缝位于中心位置,其中为了区分焊点所焊部品的不同,允许用不同的符号来表示
用于焊缝符号的字体和图线应符合相关国家标准。
在任一图样中,焊缝图形符号的线宽、焊缝符号中字体的字形、字高和字体笔划宽度应与图样中其他符号(如尺寸符号、表面粗糙度符号)的线宽、尺寸字体的字形、字高和笔划宽度相同。
焊缝符号的基准线由两条相互平行的细实线和虚线组成。基准线一般与图样标题栏的长边相平行;必要时,也可以与图样标题栏的长边相垂直。焊缝符号的箭头线用细实线绘制。如图11所示。