冲压成形原理
冲压工作原理

冲压工作原理
冲压工作原理是指利用模具对金属材料进行塑性变形的加工过程。
冲压一般分为单冲和连续冲,下面分别介绍其工作原理。
1. 单冲工作原理:
在单冲冲压过程中,金属板材首先被放置在冲床的工作台上,并通过夹紧机构固定。
然后,冲床上的冲头受到上冲程操作,向下以一定的速度运动,冲头与金属板材之间的模具空腔会逐渐与金属板材产生接触。
随着冲头继续向下运动,冲头和模具之间的接触面积逐渐增大,从而对金属材料施加了相应的压力。
最终,金属材料在冲床的压力下发生塑性变形,形成所需的形状,并将多余的材料通过模具空腔的排出系统排出。
2. 连续冲工作原理:
连续冲的工作原理与单冲类似,但是在连续冲中,模具是由连续不断的上下运动来实现的。
连续冲冲床上通常安装有多个冲头和模具,并且工作台会连续向上和向下运动。
在连续冲中,金属板材在工作台上被连续供给,在模具的作用下,金属板材在连续运动过程中逐渐变形,并通过冲头和模具之间的接触来完成冲压加工。
与单冲相比,连续冲具有更高的生产效率和更快的工作速度。
总的来说,冲压工作原理是通过冲头和模具之间的接触,对金属材料施加压力,使其发生塑性变形,最终形成所需的形状。
冲压工艺具有高效、精确和重复性好的特点,广泛应用于各种金属制品的生产中。
冲压工艺的原理和特点
冲压工艺的原理和特点冲压工艺是一种常见的金属加工方法,用于将金属板材通过冲压机械设备加工成所需的形状和尺寸。
冲压工艺具有一些独特的原理和特点。
冲压工艺的原理是利用冲压机械设备对金属板材施加压力,将其弯曲、剪切、拉伸或压制成所需的形状和尺寸。
冲压机通常由上下两个模具组成,金属板材被夹紧在两个模具之间,然后通过压力施加在金属板上,使其发生塑性变形。
通过控制模具的形状和施加的压力,可以实现对金属板材的精确加工和成型。
冲压工艺具有一些特点。
首先,冲压工艺可以高效地进行批量生产。
由于冲压机械设备具有高速、高力度的特点,可以在短时间内对大批量的金属板材进行加工,提高生产效率。
冲压工艺具有以下几个主要的优点。
首先,冲压工艺可以实现高效率的生产,提高生产效率。
由于冲压机械设备具有高速、高力度的特点,可以在短时间内对大批量的金属板材进行加工,提高生产效率。
其次,冲压工艺可以实现高精度的加工,提高产品的质量。
冲压机械设备具有较高的重复性和精度,可以精确控制模具的形状和施加的压力,从而实现对金属板材的高精度加工,提高产品的质量。
此外,冲压工艺还可以加工复杂的形状和结构,满足多样化的需求。
通过设计和制造不同形状的模具,可以实现对金属板材的多种加工操作,从而满足不同形状和结构的需求。
最后,冲压工艺还具有较低的成本。
冲压工艺可以高效地进行批量生产,减少人工和设备的成本,降低生产成本。
然而,冲压工艺也存在一些限制和局限性。
首先,冲压工艺对金属板材的材料性能有一定要求。
由于冲压过程中会对金属板材施加较大的力和压力,因此需要选择具有足够强度和韧性的金属材料,以避免出现断裂或变形的情况。
其次,冲压工艺对模具的设计和制造要求较高。
模具的形状和尺寸需要与所需的加工形状和尺寸相匹配,否则会导致加工效果不理想。
此外,模具的制造成本较高,需要投入一定的资金和时间。
最后,冲压工艺对操作人员的技术要求较高。
操作人员需要具备一定的技术和经验,才能正确使用冲压机械设备和模具,确保加工过程的顺利进行。
冲压拉伸成型工艺

冲压拉伸成型工艺冲压拉伸成型工艺是一种常用的金属加工方法,它能够将金属板材通过模具的作用力,使其在拉伸的同时产生塑性变形,从而得到所需形状的产品。
本文将从冲压拉伸成型工艺的原理、应用范围以及发展趋势等方面进行介绍。
一、冲压拉伸成型工艺的原理冲压拉伸成型工艺是通过将金属板材置于模具之间,施加拉力使其产生塑性变形,从而得到所需形状的产品。
在拉伸过程中,金属板材受到的应力和应变分布不均匀,在变形过程中产生各种应力状态,如剪切应力、压缩应力和拉伸应力等。
通过合理设计模具结构和控制成型参数,可以使金属板材得到均匀的塑性变形,从而得到满足要求的产品。
冲压拉伸成型工艺广泛应用于汽车、家电、航空航天等各个领域。
在汽车制造中,冲压拉伸成型工艺被广泛应用于车身件、发动机罩、门板等部件的制造。
在家电制造中,冲压拉伸成型工艺被应用于电视机壳、洗衣机罩等产品的制造。
在航空航天领域,冲压拉伸成型工艺被应用于飞机外壳、发动机零件等的制造。
三、冲压拉伸成型工艺的发展趋势随着科技的不断进步,冲压拉伸成型工艺也在不断发展。
一方面,现代模具技术的进步使得冲压拉伸成型工艺的精度和效率得到了提高。
另一方面,新材料的出现也为冲压拉伸成型工艺的发展提供了新的机遇。
例如,高强度钢、铝合金等材料的应用使得产品的强度和轻量化得到了提升。
此外,数字化技术的应用也为冲压拉伸成型工艺的优化提供了新的思路。
通过建立数学模型和仿真分析,可以更加准确地预测产品的形状和性能。
冲压拉伸成型工艺是一种常用的金属加工方法,它在汽车、家电、航空航天等领域得到了广泛应用。
随着科技的进步,冲压拉伸成型工艺也在不断发展,为各行各业的产品制造提供了更加高效、精确的解决方案。
冲床的原理是什么

冲床的原理是什么
1. 冲床的主要结构
冲床主要由冲压机构、模具定型机构、送料装置、控制系统组成。
2. 冲压成型的原理
冲头在驱动机构带动下迅速下移,模具在其作用下闭合,对工件进行压力成型。
3. 利用冲击力进行成型
冲头在高速移动过程中获得动能,并在瞬间作用转换为冲击力,对工件实现压力成型。
4. 模具实现成型定型
上下模具的相互闭合运动,使工件在冲击压力下获得所需的形状和尺寸。
5. 不同结构实现各向压力
通过不同的冲头结构,可以实现单向冲压、两向冲压或包围冲压,获得全方位压力。
6. 送料装置进行定位
送料装置将工件准确定位在模具间,保证每个工件的成型质量。
7. 控制系统精确控制冲击
电气或电子控制系统精确控制冲头的运动曲线,实现对冲击过程的精确控制。
8. 具有高效率和质量稳定性
冲床冲压可实现高速加工,并保证产品的尺寸精度和质量稳定性。
冲压的原理

冲压的原理冲压是一种常见的金属加工工艺,它通过模具对金属板材进行变形,从而制造出各种形状复杂的零部件。
冲压工艺具有高效、精度高、成本低等优点,被广泛应用于汽车制造、家电制造、航空航天等领域。
那么,冲压的原理是什么呢?首先,冲压的原理可以简单概括为利用模具对金属板材进行塑性变形。
在冲压过程中,金属板材被置于模具之间,通过模具的上下运动,对金属板材施加压力,使其发生塑性变形,最终得到所需形状的零部件。
这一过程需要满足金属材料的屈服特性,即在一定的应力作用下,金属材料发生塑性变形而不会恢复原状。
其次,冲压的原理还涉及到金属材料的流动性。
在冲压过程中,金属材料会随着模具的形状发生流动,从而使得金属板材得以变形成所需的形状。
这就需要模具的设计要符合金属材料的流动规律,以确保最终产品的质量和精度。
此外,冲压的原理还与金属板材的应力状态密切相关。
在冲压过程中,金属板材受到的应力是不均匀的,不同部位会受到不同方向的应力作用,从而导致金属板材的变形。
因此,冲压模具的设计需要考虑到金属板材的应力分布,以减小应力集中区域,避免产生裂纹和变形。
最后,冲压的原理还需要考虑金属板材的回弹性。
在冲压完成后,金属材料会有一定程度的回弹,即部分变形会恢复原状。
因此,在模具设计和工艺控制中,需要考虑到金属材料的回弹性,以保证最终产品的尺寸和形状精度。
总的来说,冲压的原理涉及到金属材料的塑性变形、流动性、应力状态和回弹性等多个方面。
只有充分理解这些原理,并合理应用于冲压工艺中,才能够确保冲压零部件的质量和精度。
同时,随着科技的不断进步,冲压工艺也在不断发展和完善,为各行各业提供更加高效、精密的零部件加工解决方案。
冲压模具工艺成型原理与要求

冲压模具工艺成型原理与要求
冲压模具工艺成型原理是利用冲压模具对金属材料进行塑性变形,使其获得所需的形状和尺寸。
冲压模具工艺成型的要求主要包括以下几点:
1. 材料的选择:冲压模具工艺要求使用具有良好塑性和可加工性的金属材料,如钢材、铝材等。
2. 模具的设计:冲压模具的设计要考虑到成型工艺的要求,包括产品的形状、尺寸、表面质量等。
同时还要考虑到模具的强度、刚度和耐磨性等因素。
3. 成型过程的控制:冲压模具的成型过程需要进行精确的控制,包括料的进给、下模、冲击等,以确保产品的质量和尺寸的精度。
4. 模具的维护和保养:冲压模具工艺成型需要定期对模具进行清洁、润滑和修复,以保证模具的使用寿命和成型效果。
5. 成品的质量检验:冲压模具工艺成型完成后,需要对成品进行质量检验,包括尺寸、外观、材质等方面的检验。
冲压模具工艺成型原理与要求是通过合理设计模具、精确控制成型过程、对模具进行维护和保养,并对成品进行质量检验,以获得满足要求的成型产品。
冲压模具工艺成型原理与要求
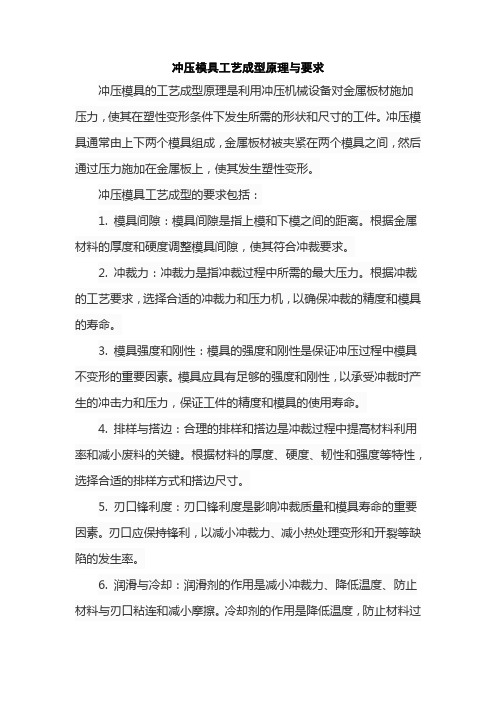
冲压模具工艺成型原理与要求冲压模具的工艺成型原理是利用冲压机械设备对金属板材施加压力,使其在塑性变形条件下发生所需的形状和尺寸的工件。
冲压模具通常由上下两个模具组成,金属板材被夹紧在两个模具之间,然后通过压力施加在金属板上,使其发生塑性变形。
冲压模具工艺成型的要求包括:1. 模具间隙:模具间隙是指上模和下模之间的距离。
根据金属材料的厚度和硬度调整模具间隙,使其符合冲裁要求。
2. 冲裁力:冲裁力是指冲裁过程中所需的最大压力。
根据冲裁的工艺要求,选择合适的冲裁力和压力机,以确保冲裁的精度和模具的寿命。
3. 模具强度和刚性:模具的强度和刚性是保证冲压过程中模具不变形的重要因素。
模具应具有足够的强度和刚性,以承受冲裁时产生的冲击力和压力,保证工件的精度和模具的使用寿命。
4. 排样与搭边:合理的排样和搭边是冲裁过程中提高材料利用率和减小废料的关键。
根据材料的厚度、硬度、韧性和强度等特性,选择合适的排样方式和搭边尺寸。
5. 刃口锋利度:刃口锋利度是影响冲裁质量和模具寿命的重要因素。
刃口应保持锋利,以减小冲裁力、减小热处理变形和开裂等缺陷的发生率。
6. 润滑与冷却:润滑剂的作用是减小冲裁力、降低温度、防止材料与刃口粘连和减小摩擦。
冷却剂的作用是降低温度,防止材料过热开裂。
根据不同的材料和工艺要求,选择合适的润滑剂和冷却剂。
7. 凸模与凹模的对中性:凸模与凹模的对中性是指二者的中心线在同一垂直平面内,以保证工件的形状和尺寸精度。
如果对中性不好,会导致工件产生扭曲或局部不均匀变形。
以上就是冲压模具工艺成型原理与要求的一些主要内容,希望对您有所帮助。
冲压成型的基本原理

上模
压料 下模
冲模工作的基本原理
• 3) 翻边 • 一端压料,材料不流动。凸凹模为圆角,
且间隙大于0.8料厚,为翻边
上模
压料 下模
冲模工作的基本原理
• 4) 整形 • 一端压料,材料不流动。间隙大于0.8料厚,
下面有模具,为整形
上模
压料 下模
下模
冲模工作的基本原理
• 5) 压形 • 无压料,上下有模具,为压型
• 两侧压料,材料有流动,凸凹模间隙大于
等于料厚。
凹模 压边圈
凸模
凹模 压边圈
单动拉延
凹模在上并向下运动,压边圈在下,随凹模运动,凸模在下不动, 凹模在上并向下运动 压边圈在下,随凹模运动,凸模在下不动, 压边圈在下 为单动拉延
冲模工作的基本原理
• 2) 修冲 • 一端压料,材料不流动。凸凹模为尖角,
冲压成型的基本原理
A.基本原理
• 1. 板料成型中的材料特性
1)材料特性曲线
2)成型极限图 )
成型极限图
3)材料参数
• n 、r值 • 应变刚指数n 值大,材料强化效应大,应
变分布比较均匀。 • 厚向异性指数r值下降,极限应变值也下 降。但,n值对成型极限曲线的影响远比 r值重要。 • 延伸率
拉延成型裕度
裂
变薄
充分 不充分 增厚 褶
2.冲模工作的基本原理
• 1) 拉延 • 两侧压料,材料有流动,凸凹模间隙大于
等于料厚。
压边圈 凹模
凸模
压边圈 凹模
双动拉延
凹模在下不动。压边圈在上,先压料。凸模在上并向下运动 为双 凹模在下不动。压边圈在上,先压料。凸模在上并向下运动,为双 动拉延