机械加工工艺过程表格模板
合集下载
机械加工工序卡片-模板

机械加工工序卡片
底图号
装订号
描校
描图
机械加工工艺卡片
产品型号
零部件图号
产品名称
零部件名称
调整臂外壳
共0页
第0页
车间
工序号
工序名
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴速度r/min
每毛坯可制件数
每台件数
备注
工序号
工名序称
工序内容车间工段设备工艺装备工时
准终
单件
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
设计
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
2
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
底图号
装订号
描校
描图
机械加工工艺卡片
产品型号
零部件图号
产品名称
零部件名称
调整臂外壳
共0页
第0页
车间
工序号
工序名
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴速度r/min
每毛坯可制件数
每台件数
备注
工序号
工名序称
工序内容车间工段设备工艺装备工时
准终
单件
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
设计
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
2
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
(完整版)机械加工工艺过程卡片及工序卡片模板

每台件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
机械加工工艺卡模板
Φ 26钻头
150
50
Φ 29.7镗刀 Φ 346. 平底镗刀
Φ 35H8平底镗刀
Φ30H7 镗刀
Φ12H7 铰刀
M10-H2 丝锥
批
准
1100 1000 1100 1300 200 200
120 100
80 100 100 300
共 4页
深度尺
200 ±0.02 内径表 千分尺 内径表 千分尺 内径表 千分尺
序号 刀具号
数控加工刀具卡片
程序编号 711/712/713/71
刀具名称
夹具名称 200 机用平口虎钳
刀具规格
8
T08
Φ 297. 粗镗刀
9
T09
Φ 34.8平底粗镗刀
10
T10
Φ 35平底精镗刀
11
T11
Φ 30精镗刀
12
T12
Φ 12H7直柄铰刀
13
T13
机用丝锥
Φ 297. Φ 346. 平底
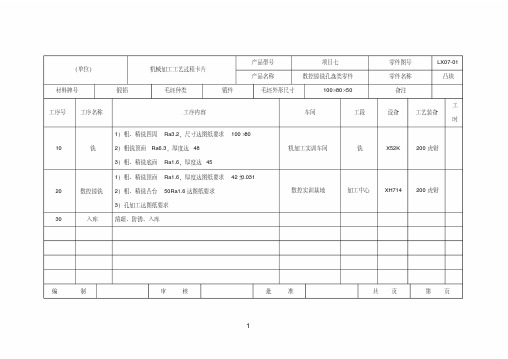
(单位) 材料牌号
锻铝
机械加工工艺过程卡片
毛坯种类
锻件
产品型号
项目七
产品名称
数控镗铣孔盘类零件
毛坯外形尺寸
100×80×50
工序号
工序名称
工序内容
车间
工段
1)粗、精铣四周 Ra3.2,尺寸达图纸要求 100 ×80
10
铣
2)粗铣顶面 Ra6.3,厚度达 48
3)粗、精铣底面 Ra1.6,厚度达 45
制
审
核
批
准
1
共页
第页
(单 位)
数控加工工序卡片
产品名称或代号 数控镗铣孔盘类零件
机械加工工艺过程卡表格

材料牌号 40Cr GB/T3078 毛坯种类
材料规格 Φ14
圆钢
设备名称及编号
工艺
开式压力机
Φ14下
自动数控
Φ14弹性
无心磨床
砂轮、导轮
滚丝机
托架、滚
压力机
专用热弯模/超
盐浴炉
人工
磁粉探伤机
设 计(日期)
校 对(日期)
审 定(日期)
批 准(日期)
毛坯种类 重要度
****
圆钢
共 1 页第 1 页
工艺装备
Φ14下料模
Φ14弹性夹头
砂轮、导轮、托板
托架、滚丝轮
专用热弯模/超音频加热器
批 准(日期)
会 签(日期)
*********有限公司
机械加工工序过程卡
序号 工 序 名 称
工序内容
10
下料
外径Φ13.8 ,长度为89±0ቤተ መጻሕፍቲ ባይዱ3
20
车滚丝经 尺寸参照工艺图
30
磨滚丝经 尺寸参照工艺图
40
滚丝
尺寸参照工艺图
50
热弯
按图示要求将工件热弯成型
60
调质
调质硬度HRC35-40
70
校正
校正开口尺寸,保证开口尺寸72±0.5,两脚平面度为0.2
80
探伤
100%磁粉探伤检验
90
表面处理 Fe/Ep.Zn8,QC/T625
100
烘箱去氢
对产品进行去氢处理
CJ
检验
见检验卡
A 版本 更改文件号
20**-**-** 首次发布 更改日期
更改内容
过程卡
容
基本型号 适用车型
机械加工工艺过程及工序卡片模板

工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
生产机加工件工艺流程图(参考模板)

机加工制造工艺流程图
一、制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。
---精心整理,希望对您有所帮助。
机械加工工艺过程及工序卡片模板资料
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备ห้องสมุดไป่ตู้号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备ห้องสมุดไป่ตู้号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
(完整版)机械加工工艺过程卡片及工序卡片模板
材料牌号
工序号
工序名称
Ⅰ
粗车端面和外圆
Ⅱ
粗镗内孔
机械加工工艺过程卡片
产品型号 产品名称
HT200
毛坯种 类
铸造
毛坯外形尺寸
填料箱盖
零件图号 零件名称 每毛坯件数
填料箱盖
每 台件数
工
序
内
容
车间
粗车Φ 155 的端面 粗车Φ 155 的外圆 粗车Φ 100 的外圆 粗车Φ 75 的外圆
粗镗Φ 60 的内孔
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅴ
镗孔
毛坯外形尺寸 每毛坯可制件数
页第 6 页 材 料 牌号
每 台 件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分 )
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ
工序号
工序名称
Ⅰ
粗车端面和外圆
Ⅱ
粗镗内孔
机械加工工艺过程卡片
产品型号 产品名称
HT200
毛坯种 类
铸造
毛坯外形尺寸
填料箱盖
零件图号 零件名称 每毛坯件数
填料箱盖
每 台件数
工
序
内
容
车间
粗车Φ 155 的端面 粗车Φ 155 的外圆 粗车Φ 100 的外圆 粗车Φ 75 的外圆
粗镗Φ 60 的内孔
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅴ
镗孔
毛坯外形尺寸 每毛坯可制件数
页第 6 页 材 料 牌号
每 台 件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分 )
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ