塑料模具集成水路设计
注塑模具 冷却水路
汇报人:
目录
添加目录标题
01
注塑模具冷却水路的 重要性
02
注塑模具冷却水路的 原理
03
注塑模具冷却水路的 设计原则
04
注塑模具冷却水路的 制造工艺
05
注塑模具冷却水路的 优化方案
06
添加章节标题
注塑模具冷却水 路的重要性
提高生产效率
冷却水路设计合理可以降低模具温度提高生产速度 冷却水路设计合理可以减少模具变形提高产品质量 冷却水路设计合理可以减少模具磨损延长模具寿命 冷却水路设计合理可以减少生产过程中的停机时间提高生产效率
冷却水温度对模具温度的影响
冷却水温度越高模具温度越高 冷却水温度越低模具温度越低 冷却水温度与模具温度成正比 冷却水温度对模具温度的影响取决于模具的材质和结构
注塑模具冷却水 路的设计原则
根据产品需求确定水路数量和布局
产品需求:考虑产品的形状、尺寸、材料等因素 水路数量:根据产品需求确定水路的数量避免过多或过少 水路布局:根据产品需求确定水路的布局保证冷却效果 冷却效果:确保冷却效果达到最佳提高生产效率和产品质量
保证水路的通畅性和密封性
设计原则:保证水路的 通畅性和密封性
水路设计:合理布局避 免堵塞和泄漏
密封性:采用密封材料 防止漏水
通畅性:保证水流畅通 避免水压过大或过小
维护保养:定期检查和维 护确保水路的通畅性和密 封性
考虑水路的维护和清洁方便性
设计水路时要考虑到 维护和清洁的方便性 避免出现死角和难以 清理的地方。
计等
控制措施:工 艺参数调整、 模具设计优化等Βιβλιοθήκη 质量标准:符 合行业标准、
客户要求等
注塑模具冷却水 路的优化方案
注塑模具冷却水路设计PPT课件
2•2002244/4/4/9/9
•10
计算冷却水的体积流量 q v
• 设冷却水道入水口的水温为θ2=22°C,出水口的水温θ1=25°C, 根据公式1(p283)得:
• q v =GΔi/(60ρC(θ1-θ2)
=0.965×2.9/(60×1000×4.187×(2522)m3/min=0.005m3/min
• 模具温度应均衡,不应局 部过热或过冷
温度控制方式
• 一般通过调节传热介质的 温度,增设隔热板,加热 棒的方44/4/4/9/9
•5
2 冷却系统设计原则
• 冷却水道的孔壁至型腔表面距离尽可能相等,一般取 15~25mm.
• 冷却水道数量尽可能多,而且便于加工。我们选取的水道 直径Ф8.0,两平行水道间距30mm.
2•2002244/4/4/9/9
•8
• 查相关资料,PC模 温应控制在 80ºC~120ºC 之间, 因此管道中需通入 热水,热油等介质。
2•2002244/4/4/9/9
•9
设:单位时间内注入模具中的塑料熔体的总质量 G
• 塑件的体积 V= 9.13972 cm3
• 塑件的质量 m=Vρ=9.13972cm3×1.2g/cm3=10.96766g=0.01096766kg
• 浇注部分由于经常接触注射机喷嘴,而熔料首先从浇口注 入,所以浇口部位是模具上温度最高的部位,为了达到模 温均衡,冷却水道应首先通过浇口部位,冷却水道应从模 温高的区域向模温低的区域流动。
2•2002244/4/4/9/9
•6
• 冷却系统应防止漏水,因此当冷却水道必须通过模板接缝 部位时应设置良好的密封措施。
• 查表得,当塑件壁厚为3mm时,得t冷=25.5s。
注塑模具水路基本知识
注塑模具水路基本知识注塑模具水路是指在注塑模具中设置的一系列冷却水通道,主要用于调控模具温度,以确保注塑成型过程中塑料材料能够在合适的温度范围内凝固,提高注塑成型的质量和效率。
以下是有关注塑模具水路的一些基本知识:1. 冷却水通道设计:冷却水通道的设计是注塑模具中的重要一环。
它通常由一系列的通道组成,这些通道分布在模具的芯、腔等部位,以确保整个模具的均匀冷却。
合理的冷却水通道设计有助于缩短成型周期,提高生产效率。
2. 水路布局:冷却水通道的布局需要考虑到塑料零件的形状、大小以及塑料流动的路径。
通道应该被布置在可能的接近塑件的区域,确保塑料材料能够被迅速冷却。
3. 水路截面:冷却水通道的截面尺寸也需要仔细设计。
截面太小可能导致水流不畅,影响冷却效果;截面太大则会导致水流速度过快,同样影响冷却效果。
合适的截面设计有助于维持水的流速和温度。
4. 冷却效果监控:在注塑生产中,可以通过监控温度传感器或热像仪等设备来实时监测模具的温度分布情况,以及冷却效果。
这有助于及时发现并解决可能的问题,提高生产质量。
5. 材料选择:水路所用的材料需要具备优异的导热性能和耐腐蚀性能,一般选择优质的不锈钢或铜材料。
6. 防止水垢和堵塞:注塑模具水路中的水质问题可能导致水垢的产生,因此需要定期清理水路,确保畅通无阻。
此外,也可以使用防垢剂来减少水垢的生成。
7. 节能环保:合理设计的冷却水通道有助于降低注塑生产中的能耗,提高生产效率,符合节能环保的要求。
以上是有关注塑模具水路的一些基本知识,这些因素共同影响着模具的冷却效果和生产效率。
在模具设计和生产过程中,需要综合考虑这些因素,以达到最佳的注塑成型效果。
注塑模具随形冷却水道的设计方法与分析

优化冷却水道的布局,提高冷却效率
优化冷却水道的形状和尺寸,降低流动阻力
优化冷却水道的连接方式,减少泄漏和压力损失
优化冷却水道的材料选择,提高耐腐蚀性和耐磨性
注塑模具随形冷却水道的制造工艺
3
制造工艺流程
设计阶段:确定冷却水道的形状、尺寸和位置
装配阶段:将冷却水道装配到模具上
测试阶段:对冷却水道进行压力测试和流量测试,确保其性能符合设计要求
环保与节能:通过优化水道设计,降低能耗,减少废气、废水排放,实现绿色制造。
感谢观看
汇报人:
注塑模具随形冷却水道的设计方法与分析
, a click to unlimited possibilities
汇报人:
单击此处添加目录项标题
注塑模具随形冷却水道的设计原理
注塑模具随形冷却水道的制造工艺
注塑模具随形冷却水道的应用实例
注塑模具随形冷却水道的发展趋势
注塑模具随形冷却水道的挑战与对策
目录
添加章节标题
未来发展方向展望
提高冷却效率:通过优化水道设计,提高冷却效率,降低生产成本。
环保节能:采用环保材料和节能技术,降低对环境的影响。
智能化:利用人工智能和物联网技术,实现水道设计的智能化和自动化。
复合材料:研究复合材料在随形冷却水道中的应用,提高模具性能。
注塑模具随形冷却水道的挑战与对策
6
面临的主要挑战
加工阶段:使用CNC机床进行精密加工
制造工艺要点
设计原则:保证冷却效果,减少冷却时间,提高生产效率
制造工艺:采用先进的数控加工技术,保证水道的精度和表面质量
冷却水道的布置:根据模具结构和产品形状,合理布置冷却水道,保证冷却效果
塑料模具集成水路设计

塑料模具集成水路设计
首先,在进行塑料模具集成水路设计前,需要明确设计的目的和要求。
例如,设计一个供水系统,需要明确供水的对象、供水量、水质等要求。
设计一个排水系统,则需要确定排水的对象、排水量、排水方式等要求。
其次,对于塑料模具集成水路设计,需要考虑到水路系统的布局。
根
据实际情况,可以选择集中布置或分散布置。
集中布置是将水路设备放置
在同一个区域,如在一个房间内,便于维护和管理;分散布置是将水路设
备分散在多个区域,便于供水和排水的需求。
接下来,需要确定水路系统中各个组件的具体位置和连接方式。
例如,根据供水和排水的需要,确定水源的位置,选择合适的水泵和管道连接方式。
在安装阀门时,需要考虑到其控制水流的功能,合理安装在水路系统
的关键位置,便于控制和操作。
同时,还需要考虑到水路系统的安全性和可靠性。
在设计中,要避免
管道漏水、阀门泄露等问题的发生。
可以采用密封性能好的塑料材料制作
水路设备,选用合适的密封材料和密封结构,确保水路系统的密封性能。
最后,在进行塑料模具集成水路设计时,还需要考虑到节能和环保因素。
可以选择低能耗、高效率的水泵和管道材料,减少能源的消耗。
同时,还可以采用回收利用的方式,将排水再利用,减少对环境的影响。
总结起来,塑料模具集成水路设计需要考虑到水路系统的布局、组件
的位置和连接方式、安全性和可靠性、可维护性和易操作性,以及节能和
环保因素,最终达到满足供水或排水需求的目标。
塑料模具集成水路设计
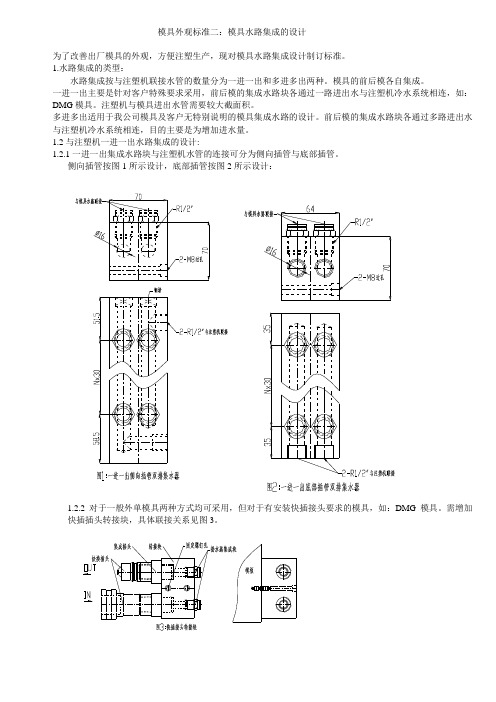
模具外观标准二:模具水路集成的设计
为了改善出厂模具的外观,方便注塑生产,现对模具水路集成设计制订标准。
1.水路集成的类型:
水路集成按与注塑机联接水管的数量分为一进一出和多进多出两种。
模具的前后模各自集成。
一进一出主要是针对客户特殊要求采用,前后模的集成水路块各通过一路进出水与注塑机冷水系统相连,如:DMG模具。
注塑机与模具进出水管需要较大截面积。
多进多出适用于我公司模具及客户无特别说明的模具集成水路的设计。
前后模的集成水路块各通过多路进出水与注塑机冷水系统相连,目的主要是为增加进水量。
1.2与注塑机一进一出水路集成的设计:
1.2.1一进一出集成水路块与注塑机水管的连接可分为侧向插管与底部插管。
侧向插管按图1所示设计,底部插管按图2所示设计:
1.3
N2路,
1.4
(1)
(2)
(3)并用塑料卡捆
(4)
(5)
(6)5:
3.
板上,后模尽量安装在B0
图6集水器的安装。
塑胶模具冷却水路设计标准
塑胶模具冷却水路设计标准
塑胶模具冷却水路设计标准可以参考以下几点:
1. 冷却水路的设计应根据模具的结构、材料和加工工艺要求进行,确保塑胶模具在注塑过程中能够获得适当的冷却效果。
2. 冷却水路应尽可能地覆盖模具的整个表面,以确保模具能够均匀冷却,避免产生热应力和变形。
3. 冷却水路的布置应合理,避免水路交叉或拥挤,以确保冷却水能够顺畅地流动,提高冷却效果。
4. 冷却水路的宽度和深度应根据模具的尺寸和注塑工艺的要求进行确定,以确保冷却水能够充分接触到模具表面并带走热量。
5. 冷却水路的进出口应设计合理,以确保冷却水能够顺畅地流入和流出模具,避免产生积水和死角。
6. 冷却水路的材料应选择具有较好抗腐蚀性和热传导性的材料,如不锈钢或铜等。
7. 冷却水路的连接方式应可靠,防止漏水和渗漏现象的发生。
8. 冷却水路的冷却剂应根据模具材料的要求进行选择,以确保冷却效果和模具寿命的提高。
以上仅为一般性建议,具体的冷却水路设计标准还需根据实际情况和工艺要求进行确定。
注塑模具冷却水路设计

注塑模具冷却水路设计一、冷却系统的设计原则1.均匀性原则:冷却水应能均匀地覆盖整个模具表面,保证模具各部位的冷却效果一致,避免出现局部过热或过冷的现象。
2.高效性原则:冷却水应尽可能快速地吸收模具上的热量,提高冷却速度,并迅速排出,以提高生产效率。
3.经济性原则:冷却系统的设计应尽量减少冷却水的流量和能耗,降低生产成本。
4.安全性原则:冷却系统的设计应考虑防止冷却水泄漏、烫伤操作人员等安全问题。
二、冷却水路的布置方式1.双水路布置:常用的冷却水路设计方式是双水路布置,即将进水和出水管道分开设置。
进水管道和出水管道应相对布置,使冷却水能够充分覆盖模具的表面,使冷却效果更好。
2.直线布置:冷却水路一般采用直线布置,以迅速传递模具表面的热量,提高冷却效果。
直线布置的冷却水路应尽量减少弯头和弯管,以降低水流阻力。
3.弯头布置:当模具的形状不规则或空间有限时,可以采用弯头布置的冷却水路,使冷却水能够覆盖到模具的各个部位。
但是,弯头布置会增加水流阻力,影响冷却效果,所以应尽量减少弯头的数量。
4.分级布置:对于大型模具或需要长时间注塑的产品,可以采用分级布置的冷却水路,将冷却水路分为多段,以提高冷却效果。
三、冷却水路的设计步骤1.根据产品的形状和结构,确定冷却水路的布置方式,包括进水管道和出水管道的位置和数量。
2.根据模具的尺寸和材料,计算冷却水路的长度和直径,并确定冷却水的流量和压力。
3.选择合适的冷却水路元件,如水管、弯头、分流装置等,并计算和确定它们的尺寸和数量。
4.验算冷却水路的设计是否符合要求,包括冷却水的流速、流量、冷却时间等。
5.根据模具的具体情况,设计冷却水路的进水和出水管道的接口,确保冷却水能够顺利流入和排出。
6.绘制冷却水路的详细图纸,包括冷却水路的布置、元件的尺寸和位置等。
四、注意事项1.冷却水路的布置应尽量远离模具的加热部位,避免冷却水的温度受到影响。
2.冷却水路的材料应选择耐腐蚀的材料,如不锈钢、铜等,以防止冷却水对模具的腐蚀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料模具集成水路设计 This model paper was revised by the Standardization Office on December 10, 2020
模具外观标准二:模具水路集成的设计为了改善出厂模具的外观,方便注塑生产,现对模具水路集成设计制订标准。
1.水路集成的类型:
水路集成按与注塑机联接水管的数量分为一进一出和多进多出两种。
模具的前后模各自集成。
一进一出主要是针对客户特殊要求采用,前后模的集成水路块各通过一路进出水与注塑机冷水系统相连,如:DMG模具。
注塑机与模具进出水管需要较大截面积。
多进多出适用于我公司模具及客户无特别说明的模具集成水路的设计。
前后模的集成水路块各通过多路进出水与注塑机冷水系统相连,目的主要是为增加进水量。
1.2与注塑机一进一出水路集成的设计:
1.2.1一进一出集成水路块与注塑机水管的连接可分为侧向插管与底部插管。
侧向插管按图1所示设计,底部插管按图2所示设计:
1.2.2对于一般外单模具两种方式均可采用,但对于有安装快插接头要求的模具,如:
DMG模具。
需增加快插插头转接块,具体联接关系见图3。
1.3与注塑机多进多出水路集成的设计:
多进多出集成水路块按图4设计:
说明:
N为模具冷却水路的集成路数,M为与注塑机联接的路数。
M应不多于注塑机水路的接头数量,一般取2路,4路,6路。
可根据模具冷却的需求灵活设计。
1.4水路集成设计要点:
(1)水路集成块采用45#钢,发黑处理。
(2)水路集成块应避免与模具其它结构干涉,不影响模具装夹。
(3)模具上水路应通过弯头快换水嘴及橘红色软管与集成块联接。
各水管应紧尽量紧贴模具,并用塑料卡捆扎,或用U型卡将管路固定在模具上。
(4)对于模具各个方向均有水路,无法将其引至非操作侧的情况,可采用L型两通快换接头,如:亿日产品:EPV10,EPV12,EPV16,在模具外部将水引至非操作侧,与集水器相连。
(5)对于客户有集成水路要求的模具按客户要求设计。
应以模具结构紧凑为原则。
尽量减小模具的外形尺寸。
(6)由于模具结构尺寸的限制,根据实际情况可采用单排和双排集水器。
单排集水器见图5:
3. 水路集成的安装:
水路集成块一般安装在模具非操作侧的中下部,前后模分别集成。
前模尽量安装在A0板上,后模尽量安装在B0板及方铁上。
设计时应根据模具情况灵活设计。
集水器的安装见图6中,前模所示为单排集水器的安装方式。
后模所示为双排集水器的安装方式。
图6集水器的安装。