诺信Mesa胶机 基础培训教材
CAMALOT点胶机培训
1 安全介绍1.1 安全要点•保证CAM/ALOT 5000 系统正确的操作,在操作系统时保证安全门已经关好。
•在有电、有压缩气状态下和系统正常工作状态下严禁将手放在横梁、点胶头、针嘴等的运动范围内。
•不得在开盖的情况下操作机器。
•出现任何故障时,按机器前面板上的MACHINE OFF 按钮关机。
•在机器运动过程中不要伸手到点胶区域内拿任何东西,当发现有异物可能会损坏机器时应该立即按下红色的EMERGENCY MACHINE OFF 按钮关机。
•不要将手指或其他异物放在开着的机器中。
•带眼睛保护罩。
•穿适当的衣服,不得敞开拉链或纽扣。
•保证工作场所干净整洁。
•每月测试检查安全部分的功能。
•设备在移动时必须断电、气。
1.2 安全标识机器在不同的部位分别贴上了DANGER、WARNING 和 CAUTION 的安全标识。
1.3 安全锁1.3.1紧急关机开关(EMERGENCY MACHINE OFF )--EMO机器前方面板上有一个红色的EMO开关(可拉起或压下)按下EMO开关关机后开机必须拉起EMO开关并且按RESET按钮后电源才能重启。
EMO 开关连接CR1线圈,当EMO开关被压下后,CR1 将弹开,它将从电源方面关机,但没有切断气压。
(CR1 实际上应该是一个固态继电器)1.3.2 门的安全开关门锁开关保证机器在正常工作状态下门不被轻易打开,系统会自动检查门锁的状态并发出信号,当系统检测到门是开着或在没有锁门的状态下选择了RUN命令,蜂鸣器会发出尖锐的叫声并一直持续到点胶完成为止。
门没有锁的情况下,机器的伺服马达会低速运转。
选择RUN 命令时如果门是关着的,门将自动被锁上。
门锁上后,系统再次检查锁的状态,当检查到门已经被锁上后,机器正常运行。
在任何一个安全门开着的时候,警告灯会亮起来,当选择任何一个让轴运动的命令后,蜂鸣器会发出叫声,并一直持续到该选择的任务完成或终止。
1.3.3 气压调整开关机器有一个气压开关控制机器气压,最低气压为 40PSI。
诺信_图文.

香港
香港新界沙田小沥原安心街11号华顺广场710室 电话:852 2687 2828 电话:852 2687 4748
北京
广州
广州市天河区水荫路115号天溢大厦4楼A 区
电话:(86-20)8554 0092 电话:(86-20)8552 0707
成都 邮编:510665
北京市朝阳区东三环北路辛二路迪阳大厦501室 成都市武候区洗面桥街33号艺墅花乡1113室
电话:(86-10)8453 6388
电话:(86-28)8556 5121
电话:(86-21)8453 6399
电话:(86-21)6602 1935
邮编:201203
邮编:201203
End
诺信始终与您在一起
• 确认所有电气接头是否 锁紧。
• 清洁空气过滤器中的杂 质和积水。
• 清洁电器箱内的粉尘。 • 确认所有电气接头固定
完善。 • 确认所有液压接头是否
有漏胶现象。
3
1 2
维护程序
换过滤网
日常排胶
维护程序
清洁喷嘴
更换泵嘴密封
常见故障
常见问题 1
• 炭化(胶) • 拉丝(胶) • 堵喷嘴(胶) • 喷胶无力 • 喷胶有多有少 • 两边喷胶不一致
态(LED) • 丰富的技术资料,含中文
说明书
日常维护
预防性维护要求
• 每8个小时清洁喷胶外部表面 • 每16个小时冲洗分歧座过滤器(排胶) • 每40个小时清洗分歧座过滤器(检查) • 每160个小时检查所有电器连接和接线盒
是否紧固 • 每日清除喉管表面所有尘土和碎片 • 周期性冲洗整个热融胶应用系统(喉管) • 周期性检查喉管胶压连接
MES-培训课件

流程 控制
批量 控制
ERP功能 MES功能
自动化功能 过程设备
其它ISO标准
ISA-95 Parts 1, 2, 5和 B2MML
ISA-95 Parts 3,4
IEC & ISA 批 量控制和其它 标准
其它IEC, OPC & OMAC 接 口标准
❖ 制造企业关心三个问题“生产什么?,生产多少?如何生 产?”
---------改善工厂运作
1 MES位置 2 MES功能 3 MES作用
内容
MES功能模块管理或控制的范围如下图所示:
MES组成
工序详细调度 作业人员管理 生产单元分配 资源状态管理 产品跟踪管理
质量管理 文档管理 设备维护管理 性能分析
数据采集 过程管理
按“料、法、机”的思路安排MES功 能
❖ 成功的生产线MES工程,在生产管理上按“料、法、 机”的思路去安排功能。
❖ 所谓“料”,就是:生产日程安排、生产计划制定、 生产批次跟踪、关键工序管理、原辅料管理和生产 统计分析。
❖ 所谓“法”,就是:质量检验数据采集、过程分析、 SPC。
❖ 所谓“机”,就是:设备状态监控、设备基本信息 管理、设备故障分析、设备任务管理、设备统计分 析和SPC。
供应链管理
Hale Waihona Puke ERPMES: 集成生产数据 根据工序工作 管理系统、人员和实行
销售 和服务管理
产品和 过程工程管理
控制
PLC/ 设备驱动、机 数据收集 手工处理 DCS/
SoftLogic 器马达继电器 采集
控制
OCS
自动操作、工具、设备
总结—— MES
MES培训教材资料
• 准确和快速地对应与客户需 要求相关的订单
• 提前发现和避免生产瓶颈以 及物料短缺
Scheduler的可视化操作
执行的操作
生产订单ID
资源列表
日历定义有 限的能力
资源的负荷率
Proficy Datamart 新的价值增长
• 一个高性能的报表平台 • 方便地进行系统扩展,从一 个工厂到许多工厂
实时监视和实现对生产过程的可视化
效率模块
• 通过提供有效的整体设备效 率(OEE),能够更好的利 用工厂资产
质量模块
• 改善和保持质量,通过实时 监视和可视化实现产品和过 程之间的联系
• 实时监视设备,生产线和人 员的绩效
• 通过杜绝浪费和减少废品来 降低生产成本
生产模块
• 完成产品的跟踪和谱系
• 实时监视生产参数以改善生产效率
Proficy Plant Applications
Proficy Tracker
Efficiency Production Quality
Batch Analysis
Assembly
运营管理解决方案
垂直 解决方案
Proficy Historian
自动化软件解决方案
Proficy Batch Execution
产管理活动
MES在企业内的交互
SCM/ERP 时间因子:100×
人员 设备
生产方法与 人员指令
生产结果与 人员反馈
设备运行与 控制
输入/输出 数据采集值
要生产什么?
MES 时间因子:10×
如何生产?
控制调节 时间因子:1×
计划层 生产了什么?
执行层
mes培训教材课件2024新版

通过消除浪费、提高生产效率 、降低成本等方式,实现生产
过程的优化。
自动化与智能化
引入自动化设备、智能制造技 术等,提高生产线的自动化程 度,减少人工干预,提高生产 效率。
生产协同
加强企业内部各部门之间的协 同合作,确保生产计划的顺利 执行。
持续改进
建立持续改进机制,不断发现 生产过程中存在的问题,提出 改进措施,实现生产效率的持
某汽车制造企业通过加强与供应商之间的协同合作,实现了零部件的即时供应和零 库存管理,显著降低了库存成本和提高了生产效率。
05 质量管理与追溯 体系建设
质量管理体系构建要点
明确质量方针和目标
制定符合组织战略和客户需求的质量方针, 设定可衡量的质量目标。
制定质量管理流程
梳理业务流程,识别关键质量控制点,制定 详细的质量管理流程。
云计算应用
借助云计算技术实现 MES系统的弹性扩展和
按需付费。
物联网集成
将物联网技术应用于 MES系统,实现工厂设 备的远程监控和数据分
析。
定制化服务
针对不同行业和企业特 点,提供定制化的MES
系统解决方案。
THANKS
感谢观看
03
根据客户的订单要求,制定相应的物料需求计划,确保按时交
付产品。
库存控制策略及优化途径
ABC分类法
根据物料的重要性和价值,将库存物 料分为A、B、C三类,针对不同类别 采取不同的库存控制策略。
实时库存监控
通过信息化手段对库存进行实时监控 ,及时发现并解决库存异常问题。
库存周转率分析
通过对库存周转率的计算和分析,找 出库存积压和浪费的原因,并采取相 应的优化措施。
数据集成与交互方式
热溶胶设备安全培训
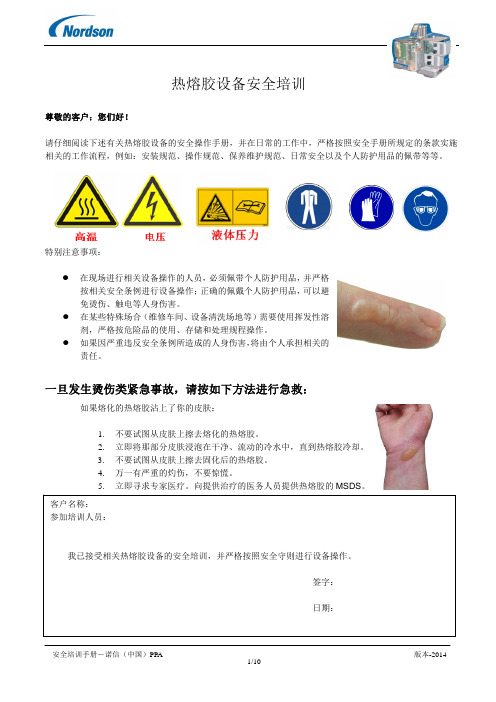
热熔胶设备安全培训尊敬的客户:您们好!请仔细阅读下述有关热熔胶设备的安全操作手册,并在日常的工作中,严格按照安全手册所规定的条款实施相关的工作流程,例如:安装规范、操作规范、保养维护规范、日常安全以及个人防护用品的佩带等等。
特别注意事项:z 在现场进行相关设备操作的人员,必须佩带个人防护用品,并严格按相关安全条例进行设备操作;正确的佩戴个人防护用品,可以避免烫伤、触电等人身伤害。
z 在某些特殊场合(维修车间、设备清洗场地等)需要使用挥发性溶剂,严格按危险品的使用、存储和处理规程操作。
z 如果因严重违反安全条例所造成的人身伤害,将由个人承担相关的责任。
一旦发生烫伤类紧急事故,请按如下方法进行急救:如果熔化的热熔胶沾上了你的皮肤:1. 不要试图从皮肤上擦去熔化的热熔胶。
2. 立即将那部分皮肤浸泡在干净、流动的冷水中,直到热熔胶冷却。
3. 不要试图从皮肤上擦去固化后的热熔胶。
4. 万一有严重的灼伤,不要惊慌。
5. 立即寻求专家医疗。
向提供治疗的医务人员提供热熔胶的MSDS 。
安全操作手册在使用设备前,请阅读本操作手册。
本手册包含的建议和惯例,适用于本手册中所描述的设备的安全安装、操作和维护保养。
警告:如果没有遵守本手册中提供的安全信息、建议和避免危险的步骤,可能导致人身伤害(包括死亡)或者对设备和财产造成损失。
安全警告符号下述安全警告符号和文字贯穿于本手册中,使操作人员警惕人身安全的危险,或者识别可能导致设备损坏或财产损失的情况。
请遵守警告符号和文字后的所有安全信息。
警告:此符号指出可能潜在的危险情况,如果不避免此种情况,可能导致严重的人身伤害,包括死亡。
注意:此符号指出可能潜在的危险情况,如果不避免此种情况,可能导致较小的或者中等程度的人身伤害。
设备制造商的责任设备制造商负责提供设备管理的安全信息,已确保满足设备使用的所有指示和规章要求,并且使用户取得使用资格。
安全信息•根据管理规章,使设备使用者可得到安全信息。
诺信胶机培训资料201505
安全规则
其他安全规范
不得使用明火加热热熔胶系统部件。 每日检查高压输胶管是否有过多磨损、损害或泄漏的迹象。 禁止用手动喷枪指向你自己或者他人。 在正确的悬挂点悬挂手动喷枪。
日常安全防护
急救措施
如果熔化的热熔胶沾上了你的皮肤: 不要试图从皮肤上擦去熔化的热熔胶。 立即将那部分皮肤浸泡在干净的冷水中,直到热熔胶冷却。 不要试图从皮肤上擦去固化后的热熔胶。 万一有严重的灼伤,立即寻求专家医疗。向提供治疗的医务 人员提供热熔胶的材料安全数据表(MSDS)。
喷胶系统
空气气源 调压阀
图案控制器
胶机 喉管
电磁阀
生产线
喷枪
跟踪器 光眼
喷胶良好的必备条件
包装机械-运行稳定,喷胶程序控制正确(图案控制) 喷胶系统-温控、胶压设定正确,喷枪、喷嘴性能完好 日常管理-正确设温、操作规范、定期维护 电源输入-稳压整流、接地可靠(220或380VAC+/-10%) 空气输入-独立指示,喷枪电磁阀气压控制在4-6kg/cm2 空气能力-瞬间压力不能低于1kg/cm2 空气质量-无水无油无杂质 热熔胶-热稳定性好,不易炭化,良好的渗透性和亲合力
提示:以上机型已停产,备件已停止提供
ProBlue型
Mesa型
AltaBlue 型
DurtaBlue 10 AltaBlue 16 AltaBlue 25 AltaBlue 50 AltaBlue 100
系统介绍
胶机 喉管 喷枪 喷嘴 电磁阀 调压阀 图案控制器 光眼 跟踪编码器 生产线 电源 空气气源 热熔胶
安全规则
保养和维护规范
按诺信操作手册的规定进行对设备的维护保养工作。 在设备保养和维修前,释放系统的液压和气压。 在设备保养和维修前,断开设备和所有辅助设备的电源。 只使用诺信原厂零部件。 阅读并遵守制造商的指示以及清洗剂的材料安全数据表(MSDS)。 在设备恢复运行前,确认所有的安全装置运行正确。 按照管理规章,处理废弃的清洗剂和剩余的处理材料。参照适 用的材料安全数据表(MSDS)或者与拥有权限的当局联系,获取 有关信息。 保持设备安全警告标签清洁。换掉旧的或者破损的标签。
诺信胶机培训资料201505模板

400V / 230V 3∅ White Stripe 227569
200V / 240V 3∅ Black 227568
200V / 240V 1∅ Red Stripe 227567
230V 1∅ Grey Stripe
232617
胶机电气部分介绍
CPU板
枪管加热板
主控板
胶管电源线的联接
2号通道 1号通道
提示:以上机型已停产,备件已停止提供
ProBlue型
Mesa型
AltaBlue 型
DuraBlue4L型
以上数字代表胶缸容量
AltaBlue 4 AltaBlue 10 AltaBlue 16 AltaBlue 25 AltaBlue 50 AltaBlue 100
系统介绍
胶机 喉管 喷枪 喷嘴 电磁阀 调压阀 图案控制器 光眼 跟踪编码器 生产线 电源 空气气源 热熔胶
◆ Advanced Technology Systems 高科技技术系统
诺信在中国
Nordson (China) Co., Ltd.
包装、组装及汽车应用设备 (Packaging, Product Assembly and Auto Group)
工业涂装应用设备 (Industrial Coatings Group)
1-2 喷枪加热器 3-5 喷枪感温器(RTD) 4-6 喉管加热器 5-8 喉管/喷枪感温器(RTD) 7 接地
喉管的安装方式和注意事项
喉管介绍
1.在输送过程中保 持胶的温度不损失
2.在输送过程中保 持胶的粘度不下降
3.传送喷枪及其他 装置的动力
喉管的种类
直径:8、13、16、22、32mm 长度:2-30Ft (0.6-18.3m) 传感方式:Ni120、Pt100 性能:自动、手动 专用:动态加强型、防水型、高温高压型
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
将胶缸温度设定为120-130℃,打卡 胶管和喷枪的加热温度设定为120130℃,放入约1/3胶缸容量的热熔胶, 待胶缸内热熔胶完全融化后分别打开 喉管与喷枪之间的接头,将胶从喉管 口排出,再分别接好喉管月喷枪之间 接头,将胶从喷枪口排出。
5、试机操作
待上述步骤完成后,将胶缸、胶管和喷枪温度设定为 150-170℃,放入约1/3胶缸容量的热熔胶,待胶缸内热熔胶 完全熔化后,打开胶缸过滤装置,排胶,更换过滤网,从喷 枪处继续排胶,直到排出的热熔胶完全澄清为止。
2-4-3 脱胶
Ø 操作温度太低或太高 Ø 工件表面有特殊涂层 Ø 上胶量不够 Ø 包材质量问题 Ø 热熔胶粘度不够 Ø 生产线压箱力不够 Ø 调整操作温度 Ø 选择适合的热熔胶 Ø 更换较大孔径喷嘴或加大胶泵气压 Ø 向供应商反映 Ø 向热熔胶供应商反映 Ø 调整生产线
2-4-4 粘接強度不足
Ø 操作温度太低 Ø 工件表面有特殊涂层 Ø 上胶量不够 Ø 调整操作温度 Ø 选择适合的热熔胶 Ø 更换较大孔径喷嘴
2-1-2 加热部位温度设定
按住需要
“胶箱”或“胶管”或“喷头”
直到“选择”项闪烁(1、2、3、4代表位置可见2-2),
在“调整窗口”改变温度,再在选择对象“胶箱”或“胶管”
或“喷头”上确认。
2
2-2 胶机
部位
识别
2-3 胶机日常维护与保养
日常排胶 更换滤网 洁喷嘴
2-4 喷胶效果及对策
2-4-1胶缸壁有炭化
2-4-2 喷胶成波浪状
Ø 胶缸温度设定太高 Ø 加热时间过长 Ø 氧化 Ø 超温 Ø 热熔胶液位太低 Ø 热熔胶性能不稳定
Ø 调整胶缸设定温度 Ø 正确使用保温功能 Ø 及时关闭胶缸盖 Ø 检查更换感温器或电路板 Ø 保持热熔胶较高液位 Ø 更换热熔胶
Ø 操作温度太低 Ø 工作环境温度太低 Ø 工件抖动 Ø 喷嘴距离工件太远 Ø 提高操作温度 Ø 提高现场环境温度 Ø 固定工件,改进传送系统 Ø 喷嘴与工件距离在13mm最佳
天地精华/诺信Mesa 9/培训教材
1-1 热熔胶工作原理 1-2 热熔胶/纸箱粘合过程 2-1 胶机面板识别 2-1-1 常用参数意义 2-1-2 温度设定 2-2 胶机部位识别 2-3 胶机日常维护与保养 2-4 胶机常见问题点列举 2-5 附件1胶机清洗
1-1
热 熔 胶 工 作 原 理
1-2 热熔胶/纸箱粘合过程
开放时间/固化时间/压合时间
开放时间:在喷胶到粘结纸箱前,可以等待的最长时间。
:在纸箱粘结后,形成最终粘结时间(不张开)。 压合时间:纸箱折叠成型后,保持压合成型时间。
2-1
面 板 识 别
2-1-1常用参数设定方法
按“功能”键,“选择项”窗口选择参数编号,在“调 整窗口”改变,然后用“功能键”确认。
放入2/3胶缸容量的R溶剂,温 度设定为使用温度(150-170℃), 浸泡60分钟并排空。
3、用热熔胶清洗胶机胶缸 和分歧座:
将胶缸温度设定为120-130℃,仍 关掉胶管和喷枪的加热温度(设为 0℃),放入约1/3胶缸容量的热熔胶, 待胶缸内热熔胶完全融化后,打开泄 胶阀,将胶排空,再次放入约1/3胶缸 容量的热熔胶,打开分歧座最尽头的 喉管与接头分开
2-4-5 喷胶位置不稳定
Ø 喷嘴阻塞 Ø 喷枪內有杂质 Ø 喷嘴口变形 Ø 清理喷嘴 Ø 拆除喷嘴排除含杂质的胶 Ø 更换喷嘴
2-5 附件1:诺信清洗胶机步骤 1、排空胶缸残胶:
将胶缸温度设定为150-170℃, 关掉胶管和喷枪的加热温度(设定 为0℃),打开泄胶阀,将残胶排空。
2、用诺信专用R溶剂浸 泡并清洗热熔胶机的胶 缸: