Die attach工程师培训资料
SMT最基础培训教材
培训教材目录第一章基础培训教材第一节常用术语解释(一) (1)1.组装图 (1)2.轴向引线元件 (1)3.单端引线元件 (1)4.印刷电路板 (1)5.成品电路板 (1)6.单面板 (1)7.双面板 (1)8.层板 (2)9.焊盘 (2)10.元件面 (2)11.焊接面 (2)12.元件符号 (2)13.母板 (2)14.金属化孔(PTH) (2)15.连接孔 (2)16.极性元件 (2)17.极性标志 (2)18.导体 (2)19.绝缘体 (2)20.半导体 (3)21.双面直插 (3)22.套管 (3)25.预面型 (3)第一节常用术语解释(二) (4)1.空焊 (4)2.假焊 (4)3.冷焊 (4)4.桥接 (4)5.错件 (4)6.缺件 (4)7.极性反向 (4)8.零件倒置 (4)9.零件偏位 (4)10.锡垫损伤 (4)11.污染不洁 (4)12.爆板 413.包焊 414.锡球 415.异物 416.污染 417.跷皮 418板弯变形 (4)19.撞角、板伤 (4)20.爆板 (4)21.跪脚 (4)25.修补不良 (4)26.实体 (5)27.过程 (5)28.程序 (5)29.检验 (5)30.合格 (5)31.不合格 (5)32.缺陷 (5)33.质量要求 (5)34.自检 (5)35.服务 (5)第二节电子元件基础知识 (6)(一)阻器和电容器 (6)1.种类 (6)2.电阻的单位 (6)3.功率 (6)4.误差 (6)5.电阻的标识方法································ 6-86.功率电阻 (8)7.电阻网络··································· 8-98.电位器 (9)9.热敏电阻器 (9)10.可变电阻器 (9)3.类型 (10)4.电容量 (10)5.直流工作电压 (10)6.电容器上的工程编码 (10)7.习题···································· 11-12二、变压器(Transformer)和电感器(Inductor) (13)(一)变压器 (13)(二)电感器 (13)三、二极管(diodc) (14)1.稳压二极管 (14)2.发光二极管(LED) (14)四、三极管(triode) (15)1.习题 (16)五、晶体(crystal) (17)六、晶振(振荡器) (17)七、集成电路(IC) (17)八、稳压器 (18)九、IC插座(Socket) (18)十、其它各种元件 (19)1.开关(Rwitch) (19)2.继电器(Relayo) (20)3.连接器(Connector) (20)4.混合电(mixed circuit) (20)7.保险丝(fuse) (20)8.光学显示器(optic monitor) (20)9.信号灯(signal lamp) (20)十一、静电防护知识 (20)1.手带 (21)2.脚带 (21)3.工作台表层材料 (21)4.导电地板胶和导电腊 (21)5.导电框 (21)6.防静电袋 (22)7.空气电离器 (22)8.抗静电链 (22)十二、储蓄过程 (23)十三、元件符号归类 (23)一、公司产品生产工艺流程 (24)二、插件技术 (24)1.电阻的安装 (24)2.电容的插装································· 25-263.二极管的插装 (27)4.三极管的安装 (27)5.晶体的安装 (27)6.振荡器的安装 (27)7.IC的安装 (27)8.电感器的发装 (27)四、测试技术.................................... 28-29 第二章品质管制的演进史. (30)第一节、品质管制演进史 (30)一、品质管制的进化史 (30)第二节、品管教育之实施 (31)一、品质意识的灌输 (31)二、品管方法的训练及导入 (32)三、全员参与,全员改善 (33)第三节品管应用手法 (34)一、层别法 (34)二、柏拉图法····································· 35/36三、特性要因图法 (37)(一)特性要因图使用步骤 (37)(二)特性要因图与柏拉图之使用 (38)(三)特性要因图再分析 (38)四、散布图法 (39)五、直方图法 (40)六、管制图法 (41)(一)管制图的实施循环 (41)(二)管制图分类 (42)1.计量值管制图 (42)2.计数值管制图 (42)(三)X—R管制图 (43)七、查核表(Check Sheet)······························· 44/45(一)抽样检验的由来 (46)(二)抽样检验的定义 (46)(三)用语说明 (46)1.交货者及检验收者 (46)2.检验群体 (46)3.样本 (46)4.合格判定个数 (46)5.合格判定值 (46)6.缺点 (46)7.不良品 (47)四、抽样检验的型态分类 (47)1.规准型抽样检验 (47)2.选别型抽样检验 (47)3.调整型的抽样检验 (47)4.连续生产型抽样检验 (47)五、抽样检验与全数检验之采用 (48)1.检验的场合 (48)2.适应全数检验的场合 (48)六、抽样检验的优劣 (48)1.优点 (48)2.缺点 (48)七、规准型抽样检验 (48)1.允收水准(Acceptable Quality Level) (48)2.AQL型抽样检验 (49)八、MIL-STD-105EⅡ抽样步骤····························· 49/50第三章5S 活动与ISO9000知识第一节5S活动 (51)一、5S活动的兴起 (51)二、定义51 ·······································三、整理整顿与5S活动·································· 52/53四、推行5S活动的心得 (54)五、5S活动的作用 (54)第二节ISO9000基础知识 (55)一、前言 (55)二、ISO9000:94版标准的构成 (55)三、重要的术语 (5556)四、现场质量管理 (56)1.目标 (56)2.精髓 (56)3.任务 (56)4.要求 (57)ISO9001:2000版 (58)1.范围 (58)2.参考标准 (58)3.名词与定义 (58)4.品质管理系统······································ 58/69。
工程部与品质培训资料

担当
林树文
周小风 崔镇英
(Corrective Action Report)G 裁
MODEL
LC320WXNSCA1
1.不良发生现况
品名
INSULATOR
不良现象
混料(29A里面混有 28A的产品)
制造问题
制造反馈
2. 原因检讨(不良发生的根本原因及漏出原因)
问题点: 混料(29A里面混有28A的产品)
NG数量
-EA
不良率
3. 临时措施事项(在库品处理)
1、由于后加工包转人员,工作态度不够端正,在包装作业时,不够仔细,未发现模
切工序留下的边料,没有对边料作去除处理,导致边料被一并包装进去。
2、离心纸纸屑附在产品上,是由于此产品上下面附有双面胶,双面胶比较黏稠,切
割处会有双面胶裸露,加上离心纸是完全切穿,产生的纸屑更易附到产品上,而包装
发生。 2、机器操作人员,作业时必须全面检查设备的各个位置是 05.24 林树文
否存在不当,检查OK后方可进行作业。
周小凤
3、品管人员在模切开始后,严格按照图纸要求测量首件,
首件确认OK后,方可继续生产,增加抽检次数,对不良
现象及时发现及时改进。
4、QA在作出货检查时,抽检力度及抽检范围适当放大,
保证良品出库,重点机种重点管理。
2、针对出现混料现象,对包装人员进行教育,加强对产品 的认识,提高自检能力和判断能力,避免混料情况再次 05.23 林树文
发生。
周小凤
3、通过组织培训来加强品管的专业水平,提高品管的检查
能力和判断能力要求不管是首件确认还是巡检,都必须
严格按照要求仔细进行检查。
4、QA在作出货检查时,严格按照图纸要求检验,依据单
SMT培训资料全集

SMT培训资料全集
Screen Printer
在SMT中使用无铅焊料:
SMA Introduce
在前几个世纪,人们逐渐从 医学和化学上认识到了铅(PB) 的毒性。而被限制使用。现在电 子装配业面临同样的问题,人们 关心的是:焊料合金中的铅是否 真正的威胁到人们的健康以及环 境的安全。答案不明确,但无铅 焊料已经在使用。欧洲委员会初 步计划在2004年或2008年强制执行。目前尚待批准,但是电子装配业还是 要为将来的变化作准备。
Squeegee的压力设定:
第一步:在每50mm的Squeegee长度上施加1kg的压力。
第二步:减少压力直到锡膏开始留在模板上刮不干净,在增加 1kg的压力
第三步:在锡膏刮不干净开始到挂班沉入丝孔内挖出锡膏之间 有1-2kg的可接受范围即可达到好的印制效果。
Squeegee的硬度范围用颜色代号来区分:
SMT培训资料全集
SMT工艺流程
SMA Introduce
B:来料检测 => PCB的A面丝印焊膏(点贴片胶)=> 贴片 => 烘干(固化) => A面回流焊接 => 清洗 =>
翻板=> PCB的B面点贴片胶 => 贴片 => 固化 => B面波峰焊 => 清洗 => 检测 => 返修)
此工艺适用于在PCB的A面回流焊,B面波峰焊。在PCB的B面组装的SMD 中,只有SOT或SOIC(28)引脚以下时,宜采用此工艺。
B:来料检测 => PCB的A面插件(引脚打弯)=> 翻板 => PCB的B面点 贴片胶 => 贴片 => 固化 => 翻板 => 波峰焊 => 清洗 => 检测 => 返修 先插后贴,适用于分离元件多于SMD元件的情况
XXX电子公司PCB技术培训教材大全

XXX电子公司PCB技术培训教材大全基础培训教材第一节常用术语讲明(一) 11.组装图12.轴向引线元件13.单端引线元件14.印刷电路板15.成品电路板16.单面板17.双面板18.层板29.焊盘 210.元件面211.焊接面212.元件符号213.母板214.金属化孔(PTH)215.连接孔216.极性元件217.极性标志218.导体219.绝缘体220.半导体321.双面直插322.套管323.阻脚324.管脚打弯325.预面型3第一节常用术语讲明(二) 41.空焊42.假焊 4 3.冷焊44.桥接45.错件46.缺件47.极性反向48.零件倒置49.零件偏位 410.锡垫损害411.污染不洁 412.爆板413.包焊 414.锡球415.异物416.污染417.跷皮418板弯变形 419.撞角、板伤 420.爆板 421.跪脚 422.浮高 423.刮伤424.PCB板异物 425.修补不良426.实体 527.过程 528.程序529.检验 530.合格531.不合格532.缺陷 533.质量要求534.自检535.服务 5第二节电子元件基础知识 6(一)阻器和电容器61.种类62.电阻的单位63.功率64.误差65.电阻的标识方法6-86.功率电阻87.电阻网络8-98.电位器99.热敏电阻器910.可变电阻器9(二)电容器101.概念和作用102.电路符号103.类型104.电容量105.直流工作电压106.电容器上的工程编码107.习题11-12二、变压器(Transformer)和电感器(Inductor)13(一)变压器13(二)电感器13三、二极管(diodc) 141.稳压二极管142.发光二极管(LED) 14四、三极管(triode) 151.习题16五、晶体(crystal)17六、晶振(振荡器)17七、集成电路(IC)17八、稳压器18九、IC插座(Socket)18十、其它各种元件191.开关(Rwitch) 192.继电器(Relayo) 203.连接器(Connector) 204.混合电(mixed circuit) 205.延迟器206.篇程连接器207.保险丝(fuse) 208.光学显示器(optic monitor) 20 9.信号灯(signal lamp) 20十一、静电防护知识201.手带212.脚带213.工作台表层材料214.导电地板胶和导电腊215.导电框216.防静电袋227.空气电离器228.抗静电链22十二、储蓄过程23十三、元件符号归类23公司产品生产工艺流程24插件技术24电阻的安装24电容的插装25-26二极管的插装27三极管的安装27晶体的安装27振荡器的安装27IC的安装27电感器的发装27变压器的安装27补焊技术28测试技术28-29第二章品质管制的演进史30第一节、品质管制演进史30品质管制的进化史30第二节、品管教育之实施31品质意识的灌输31二、品管方法的训练及导入32三、全员参与,全员改善33第三节品管应用手法34一、层不法34二、柏拉图法35/36三、特性要因图法37特性要因图使用步骤37特性要因图与柏拉图之使用38特性要因图再分析38四、散布图法39五、直方图法40六、管制图法41管制图的实施循环41管制图分类42计量值管制图42计数值管制图42(三)X—R管制图43七、查核表(Check Sheet)44/45第四节品管抽样检验46抽样检验的由来46抽样检验的定义46用语讲明46交货者及检验收者46检验群体46样本46合格判定个数46合格判定值46缺点46不良品47四、抽样检验的型态分类47 1.规准型抽样检验472.选不型抽样检验473.调整型的抽样检验474.连续生产型抽样检验47抽样检验与全数检验之采纳48检验的场合48适应全数检验的场合48抽样检验的优劣48优点48缺点48规准型抽样检验48允收水准(Acceptable Quality Level)48 AQL型抽样检验49MIL-STD-105EⅡ抽样步骤49/50抽取样本的方法50第三章5S 活动与ISO9000知识第一节5S活动51一、5S活动的兴起 51二、定义51三、整理整顿与5S活动52/53四、推行5S活动的心得54五、5S活动的作用 54第二节ISO9000基础知识55一、前言55二、ISO9000:94版标准的构成 55三、重要的术语5556四、现场质量治理561.目标562.精髓563.任务564.要求57ISO9001:2000版581.范畴582.参考标准583.名词与定义584.品质治理系统58/69。
IE基础知识培训内部培训
减少零件的件数 使位置的决定单纯化 自动化,加工方式
规格的统一 传票的统一 作业标准的订定
收集配送时间定时化
有盖车、无盖车、家畜 车、冷冻车 设备及模等的专业化 职务的专门化(装配、 搬运、检查……)
10
◇以人为中心的意识:人起主导作用;人参与的积极性,成员的创造
性;
任何事情;归根揭底都是通过人来最终实现的,人是根本 ,人是资本,人是成本; 要想使事情完成的更成功,就要减少 人的失误,而人的失误是由人的变异性造成的,这种变异性 有两种,即随机变异和系统变异,从而失误也分为随机失误 和系统失误两种。
作业测定 决定时间标准
制定工作标准
2024/1/13
训练操作工人
Lean Production System
程序分析 操作分析 动作分析
工艺程序图 流程程序图 布置与经路分析
人机操作分析 联合作业分析 双手操作分析
动作要素分析 动作经济原则
运用上述分析技术,实现 工作方法、程序、环境、 条件的最佳化,为制定工 作标准打下基础,也为时 间研究作好准备。
2024/1/13
Lean Production System
效果 作业的排除 作业的简化
制程,步骤的变更 (结合) (交换)
作业的简化
合理化
21
5WHY
WHYWHY为什么-为什么分析;也被称作5个为什么分析,它是用来识别和说明因 果关系链,它的根源会引起恰当地定义问题;
不断提问为什么前一个事件会发生,直到回答没有好的理由或直到一个新的故障模 式被发现时才停止提问。解释根本原因以防止问题重演。文件中所有带有“为什么” 的语句都会定义真正的根源通常需要至少5个“为什么”,但5个why不是说一定就是 5个,可能是1个,也可能是10个都没有抓到根源。
模组培训资料公司内部培训用
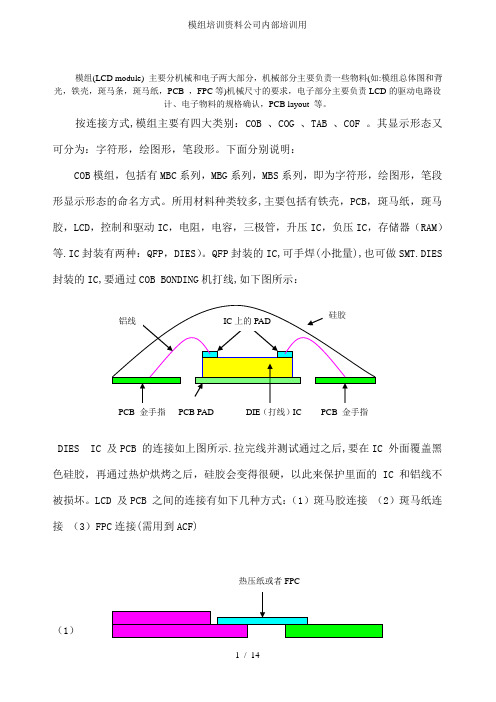
模组(LCD module) 主要分机械和电子两大部分,机械部分主要负责一些物料(如:模组总体图和背光,铁壳,斑马条,斑马纸,PCB ,FPC 等)机械尺寸的要求,电子部分主要负责LCD 的驱动电路设计、电子物料的规格确认,PCB layout 等。
按连接方式,模组主要有四大类别:COB 、COG 、TAB 、COF 。
其显示形态又可分为:字符形,绘图形,笔段形。
下面分别说明:COB 模组,包括有MBC 系列,MBG 系列,MBS 系列,即为字符形,绘图形,笔段形显示形态的命名方式。
所用材料种类较多,主要包括有铁壳,PCB ,斑马纸,斑马胶,LCD ,控制和驱动IC ,电阻,电容,三极管,升压IC ,负压IC ,存储器(RAM )等.IC 封装有两种:QFP ,DIES )。
QFP 封装的IC,可手焊(小批量),也可做SMT.DIES 封装的IC,要通过COB BONDING 机打线,如下图所示:DIES IC 及PCB 的连接如上图所示.拉完线并测试通过之后,要在IC 外面覆盖黑色硅胶,再通过热炉烘烤之后,硅胶会变得很硬,以此来保护里面的IC 和铝线不被损坏。
LCD 及PCB 之间的连接有如下几种方式:(1)斑马胶连接 (2)斑马纸连接 (3)FPC 连接(需用到ACF)(1)(2)在驱动方面,我们可以参照如下框图: 以16*1 character 为例:KS0066(即S6A0069)为字符形模组LCD 控制和驱动IC ,它包括:16 Common 和40 Segment signal 输出,可以驱动8*2或16*1字符形模组,它有两种封装(80QFP and 80 DIE ), 常及S6A0065(KS0065)或S6A2067(KS0063A ) 配合使用来驱动更多字符的LCD ,PCB 金手指斑马胶PCB我们最常用的字符形模组的控制IC :KS0066(S6A0069)和KS0070(S6A0070),驱动器:KS0065(S6A0065)和KS0063(S6A2067),KS0066上面有说过能单独驱动16*1字符或8*2字符,KS0070有16 COM 和80 SEG 输出,能单独驱动16*2字符;KS0065 、KS0063是只含驱动器,不含控制器,KS0065有40 channel 输出,KS0063 有80 channel 输出。
富士康IE培训超经典-资料

基础IE的方法体系
量化方法 工效学方法 工作测量方法 标准应用与决策分析
甘特图 ABC分类 流程程序分析 人机关系分析 生产线平衡
工作环境 工作空间 人机界面
工作抽样 时间研究
方案取舍 价值工程 学习曲线 激励机制
基础IE实用方法系统
工效学方法
工作测量方法
决策应用方法
量化方法
人
机 界 面 设 计 试
工业工程的定义
工业工程,(Industrial Engineering, IE)
IE 是对人员、物料、设备、能源和信息所 组成的集成系统进行设计、改善和设置的 一门学科。它综合运用数学、物理学和社 会科学方面的专门知识和技术以及工程分 析和设计的原理与方法,对该系统所取得 的成果进行确定、预测和评价。
对企业综合竞争力的理解
企业竞争力要素 要素支撑结构 竞争力的外在表现
产品或服务特色
技术水平
销售收入能力
营销水平
资金效率 生产管理与运作水平
人力效能
激励模式
决策与决策实施 能力
信息系统水平
T、Q、C、S、G
企业管理运作的基本思维
怎样提高企业效益 条件
努力
$
P
增加销量
需求曲线、 资源
C
提高价格
需求曲线、 竞争优势
工程经济分析
• 项目的投资经济分析 • 方案的评价与决策 • 价值分析/价值工程
生产计划与控制
• 推动式生产计划与控 制——以排序理论为 基础的计划模型, MRP、CRP
• 拉动式生产计划与控 制——JIT/LP/TPS
• 工艺管理 • 设备管理
质量管理与质量保证
• 质量工程 – ISO9000体系的计划与实施 – 统计质量管理,方法与技术(SPC、DOE 等) – 全面顾客满意(TCS)的策略与措施 • 顾客满意度( customer satisfaction index CSI) • 6西格玛 – 连续改进(Continue Improving)
PE工程师含动画培训手册(2024)

33
THANKS
感谢观看
2024/1/26
34
2024/1/26
4
PE工程师职责与技能要求
负责生产效率的追踪、分析及改善。
负责生产设备的评估、维护及改善。
技能要求
2024/1/26
5
PE工程师职责与技能要求
01
熟悉电子产品的生 产流程和工艺要求 。
02
具备良好的沟通能 力和团队协作精神 。
03
具备较强的分析问 题和解决问题的能 力。
04
具备一定的编程和 自动化控制技能。
30
未来发展趋势预测及建议
个性化学习
未来的PE工程师培训将更加注重个性化学习,根据不同工程师的需求和水平定制培训内容。
虚拟现实技术
随着虚拟现实技术的发展,未来的培训将更加注重实践操作和模拟训练,提高工程师的实际操作能力 。
2024/1/26
31
未来发展趋势预测及建议
• 智能化辅助:未来的培训将借助人工智能等 技术,为工程师提供更加智能化的学习辅助 和指导。
2024/1/26
32
未来发展趋势预测及建议
加强实践环节
在培训过程中,应加强对PE工程师的实践操作训练,提 高他们的实际操作能力。
01
注重知识更新
随着技术和市场的不断变化,应及时更 新培训内容,确保工程师掌握最新的知 识和技能。
02
2024/1/26
03
强化团队协作
在培训过程中,应注重培养PE工程师 的团队协作精神和沟通能力,提高他 们的综合素质。
2024/1/26
18
设备操作动画制作技巧
设备结构解析
深入了解设备结构和工作原理, 将设备操作过程可视化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、目的:规范固晶机工程师日常工作,确保产品质量的提高及工作效率的提升。
二、对象:固晶机工程师三、内容:1.机械构成及维修1.1芯片控制器:由芯片工作台和推定器组成1.1.1.芯片工作台主要由X、Y、θ马达和扩晶环固定座组成X、Y马达控制Ahead晶片时,移到当前晶片位置,θ马达是控制晶片的旋转角度,当启动工作台启动旋转功能后θ马达开始工作,当Ahead当前晶片角度偏移量大于我们设定值时,θ马达会自动补偿角度偏差值。
1.1.2.推顶器主要由顶针、顶针帽、推顶马达和XY位置调整螺丝组成,顶针是工作中顶起晶片,晶片离开蓝膜使吸嘴容易吸起晶片,顶针型号为0.022×10×17MM,顶针的目使用寿命为1KK,当顶针拆损或者达到使用寿命后需要及时更换。
推顶马达是来顶起顶针,新更换顶针后,一般顶起主度不超过2300,如果顶起高度小于2000时,需调整推顶马达推顶位置,松开推顶马达固定推顶位置螺丝,可以用六角棒调整推顶初始位置。
顶针帽是保护顶针受到外力损坏。
XY位置调整螺丝是用来调整顶针位置,使顶针顶起芯片在中心点。
1.2.工作夹具:由叠式载具、工作夹具、输入/输出升降机组成1.1.1叠式载具由Load Left Pin、 Load right Pin、Separater和下料盒马达组成,Load Left Pin和 Load right Pin是用来调整支架接触时的中心点,一般中心点为22000,当马达失步时,需要对此中心点进行调整。
Separater是支架接触到Load Left Pin和 Load right Pin后,用来分离支架,可以调整进出气压大小来调整Separater速度,X方向行程不可以调整, Y方向行程可以拆开叠式载具面板,用六角扳手调整行程。
下料盒马达是用来控制Load Left Pin和 Load right Pin动作,需定期对其进行保养,不然会造成下料不顺畅或者卡料。
1.1.2工作夹具由Feed Pin、Input Pin 、Output Pin和 OutputKick组成。
进入Setup→Device→Indexing Setup调整送爪间的配合,Feed Pin和Input Pin主要影响支架送到点胶和固晶位置的初始点,Output Pin主要影响InputPin 和Output Pin配合时拉杯位置的一致性。
1.1.3输入/输出升降机进料口现在采用叠式载具,输入升降机主要应用在双晶片上面,故没有使用。
输出升降机由YZ两个马达构成,YZ马达错位或者中心点偏移会造成卡支架,需定期保养马达,以免造成声音异常和马达失步。
2.点胶注射器及焊头2.1.点胶注射器由点胶盘、点胶盘马达、点胶头、点胶XYZ动作马达组成。
点胶盘储存一定胶量,保证持续使用,要求点胶盘表面的平整性,使点胶有均匀性。
点胶盘马达使用24V电压,要求点胶盘阻力和点胶盘轴承阻力小,避免点胶盘马达线圈烧坏。
点胶头把胶水从点胶盘点到碗杯,点胶顶部长度为80um,一般使用掉1/3后需要更换点胶头,使点胶具有均匀性和集中性。
点胶XYZ动作马达是控制点胶头的动作过程,为了保证马达正常,每个月需要对其定期保养。
2.2.焊头由吸嘴、焊臂、气体、马达组成。
吸嘴是吸起晶片和固定晶片的作用,吸嘴使用的型号有0.10×0.3.13×0.3、0.15×0.3、0.175×0.35四种型号,根据不同的产品选择吸嘴,吸嘴寿命为500K。
焊臂是核心部件,焊臂的连接部位的间隙为20um,当人为撞坏焊臂时,须对此项进行校正,焊臂的水平校正:装好冶具,关掉电源,用复印纸加白纸垫在顶针帽上,然后打开电源,手动拧动焊臂,并在复印纸上压一个痕迹,检查痕迹的轻重,根据痕迹的轻重来调整焊臂的水平调整螺丝,直到痕迹轻重一样。
气体是用来吸取晶片和吹吸嘴用,弱气太大会影响造成胶飞,弱气太小易造成晶片反吸。
马达是用来控制焊臂动作的,为了保证马达正常,每个月需要对其定期保养。
3.光学系统:Bond optical system 和Dispense optical 校正3.1.把校准镜片放在光学镜头的下方,Error!Reference source notfound3.2.进入Setu p→Vision&Optics→Bond Alignment Setup选择Field Of View按[Enter]在‘2×2mm’,‘3×3mm’,‘4×4mm’,之间转换。
3.3.我们选择3×3,然后按Enter确定,记下来你可以看到PR监视中的率色方框,手动调节光学系统焦距和放大倍数直至可以看到较大的包含3×3方框,调节镜片位置和光线直至方框内获得清晰的图像,再次按Enter确认,PRS将检查和识别校准镜片的图像以确定视为视界与你的设定相匹配,如果PR校准未成功,应再次进行精密调节和校准。
4.电路构成及维修4.1.P C监控器:由伺服驱动箱,马达驱动I/O箱和电脑主机组成4.1.1.伺服驱动箱由点胶、固晶、输入/输出料盒XYZ马达驱动电路组成4.1.2.马达驱动I/O箱由各种数/模、模/数转换、信号通道,信号分配接口组成4.1.3.电脑主机由系统软件、应用软件和硬件部分组成,系统软件使用的是Windows操作系统,应用软件是Controller Software V5.47T03(升级前使用的旧版本是Controller Software V5.43T03)、硬件是键盘、主板、CPU、内存。
4.2.PRS PC:光学系统和电脑主机组成4.2.1.光学系统CCD摄像机的工作原理是:被摄物体反射光线,传播到镜头,经镜头聚焦到CCD芯片上,CCD根据光的强弱积聚相应的电荷,经周期性放电,产生表示一幅幅画面的电信号,经过滤波、放大处理,通过摄像头的输出端子输出一个标准的复合视频信号。
摄像机对我们生产中目前影响最大的就是角度,摄像机角度偏转时爪取晶片也会偏。
4.2.2.电脑主机由系统软件、应用软件和硬件部分组成,系统软件使用的是Windows操作系统,应用软件是Vision Software V2.825,硬件是键盘、主板、CPU、内存。
4.3.机器的软件系统安装升级4.3.1.软件安装:版本升级和系统更新4.3.2.系统设置:主板设置和磁盘备份copy4.4.熟悉菜单及熟练应用包含Bond menu、Setup menu、SERV menu和Help menu 下面的各项子菜单使用及应用(详细请见技术员培训资料)5.重要影响固晶项目5.1.吸嘴未及时更换:会影响到机台吸晶及摆放晶片,当吸嘴使用到一定的次数以后,晶片的摆放在角度上会有所偏差,这时即可考虑更换一支新的吸嘴5.2.顶针未及时更换:影响到晶片的上吸,以致最后影响到晶片的摆放。
5.3.未做季保养的影响:会造成机构生锈或脏污严重,引起机构运转不顺,影响机台运转与生产。
6.动作与程序Operation Flow:6.1.更换吸嘴,步骤:6.1.2将pick arm移到吹风的位置才可进行吸嘴的更换;6.1.3用六角扳手将旧的吸嘴取下;6.1.4换上新的吸嘴,注意要锁紧(配合套具);6.1.5调节吸嘴和CCD的中心,保持在同一中心。
6.2 更换顶针,步骤:6.2.1 先轻轻地旋掉顶针帽;6.2.2 小心地拔出顶针,并换上新的顶针,须将顶针插到底;6.2.3 重新旋上顶针帽,旋时要小心并保持CCD十字中心维持在顶针帽孔的、中心;6.2.4 调节顶针的高度,使顶针高度和顶针帽的高度持平(在uplevel情况下,用显微镜观察);6.2.5 重新调节吸嘴、顶针和CCD的三点一线;6.2.6 手动抓取晶片测试顶针的良好情况。
6.3保养步骤:6.3.1 停机,关掉电源6.3.2 拆开左、右和后侧门6.3.1 检查机台内部是否有粉尘,用真空吸枪吸清洁机台内部。
6.3.4 X、Y轴滑轨及导螺杆上油。
,因上油空间不大,建议使用无尘布,沾润滑油涂抹,切勿使用金属棒或棉花棒,金属棒易伤害螺杆,而棉花棒会残留织棉及粉尘碍机械动作之精度。
6.3.5 使用空压喷枪和试镜纸擦拭CCD镜头。
6.3.6 检查所有可动螺丝是否松动。
6.3.7 恢复机台各部件。
6.3.8 上电,重新开机。
6.3.9 初始化,检查机台的各功能是否良好。
7 设备常见异常讯息与解决手法Alarm Code & Solution7.1 机台出现missing die的情况,处理办法:7.1.1检查collect是否诸塞,并用真空吹气;7.1.2检查吸嘴、顶针和CCD十字中心是否三点一线,如不是应重新调整三点一线;7.1.3检查up level的位置(顶针高度)是否恰当;7.1.4以上情况均良好依然missing die,需将collect换下到显微镜下观察collect是否有受损坏,如果是,就要更换一个新的。
7.1.5此时依然missing die,就要取下顶针到显微镜下观察顶针是否有受损坏,如果是,就要更换新的顶针。
7.2 晶片摆放的不整齐,处理办法:7.2.1检查吸嘴、顶针和CCD十字中心是否三点一线,如不是应重新调整三点一线;7.2.2检查pick level 和bond level是否恰当;7.2.3检查delay的数值是否恰当;7.2.4检查collect是否完好,如损坏则更换;7.2.5检查顶针是否完好,如损坏则更换;7.2.6检查焊臂水平,如水平有问题则要重新调整焊臂水平。
7.3 missing die,处理办法:7.3.1check collect vallum;7.3.2check pick die level;7.3.3check ejector up level。
7.4 点胶的量太多或太少,处理办法:7.4.1 调整点胶头高度;7.4.2调整胶量的大小;7.4.3调整胶的均匀度;7.5 PR经常识别不到,处理办法:7.5.1检查焊接的目标偏差;7.5.2重新测验焊接/拾取PR,保证图像良好对比度和较高的单一性/边缘明显模板有较高的分数。
调整搜索范围,选定的方框内无类似的图像。
7.6 固晶位置不稳定,处理办法:7.6.1调节焊接Z高度;7.6.2以垂直线校正摄像机中心点,夹头中心及推顶针中心;7.6.3增加拾取延迟;7.6.4增加焊接延迟;7.6.5增加向上推顶延迟;7.6.6增加推顶器真空延迟;7.6.7增加焊头拾取/焊接延迟;7.6.8调节焊臂水平高度。
7.7 固晶角度不稳定,处理办法:7.7.1尽量减少向上推顶高度(假如晶片能够被拾取);7.7.2保证推顶针位于孔的中心,或推顶针的中心位于孔的中心;7.7.3检查推顶针尖是否损坏或变平;7.7.4检查推顶针是否倾斜;7.7.5校准摄像机中心点,夹头中心和推顶针中心;7.7.6增加拾取延迟时间;7.7.7增加焊接延迟;7.7.8增加向上推顶延迟;7.7.9增加焊头拾取/焊接延迟。