风机轴瓦检修技术要点 PPT
轴瓦检修Microsoft PowerPoint 演示文稿剖析
四、轴瓦研刮
轴不易被顶起,轴瓦合金与轴颈稍有摩擦时油池被破坏。 油池太深会影响润滑油膜的形成。油池的面积不能太大也 不能太小,因油池的本身就影响压力油膜的连续性。面积 太大,将使油膜浮力不够,破坏油膜,如果面积太小,又 顶不起轴颈 椭圆形轴瓦的接触角比圆筒型轴瓦的接触角略小,一 般为45°~50°。
二、轴瓦检修工艺
d:轴承间隙测量
使用塞尺测量下半轴承与轴颈两侧间隙,塞尺插入 的深度约为轴颈的1/12~1/10,塞尺厚度从0.03mm开始, 直到赛不进为之,此时塞尺的厚度即为两侧油间隙。
用压铅丝的方法测量(圆筒瓦及椭圆瓦)轴瓦顶部 间隙。将上半轴承吊开,在轴颈上放两条直径大于顶部间 隙的铅丝(轴承两端),扣上上半轴承并紧固轴承对口螺 栓。用塞尺检查水平接合面有无间隙,当用0.03mm塞尺 不入时可松开对口螺栓,吊开上半轴承,取出铅丝,用外 径千分尺测量铅丝的厚度取平均值,便是轴承的顶部间隙 值。
三、轴瓦检修标准及方法
对于轴径值在400mm及一下的可倾瓦,其标准间隙为轴 径值的1.3‰;对于轴径值在400mm以上的可倾瓦,其标 准间隙为轴径值的1.5 ‰,最大允许间隙为轴径值的 2 ‰ 可倾瓦的瓦块与轴径的油间隙值可通过调整瓦块背 部的调整块内的垫片来调整,当瓦块与轴颈的间隙超出标 准时,应更换轴承的瓦块。
五、轴承垫铁与轴承座洼窝间隙标准
非球面垫铁与轴承座洼窝间隙标准 每块垫铁应承重均匀,垫铁与轴承座洼窝的接触痕迹 应占垫铁总面积的75%以上,且接触点应均匀分布。带有 油孔的垫铁,油孔周围接触一定要严密,以防止润滑油外 泄。轴瓦在承重的状态下,垫铁与轴承座洼窝间隙0.03mm 塞尺应塞不进。抬起转子后,最下部垫铁应有0.03~ 0.07mm间隙,两侧垫铁用0.03mm塞尺应塞不进。如不符合 要求,应翻出下瓦,检查垫铁接触情况,并进行研刮。 1:首先在下部垫铁内加一片0.05mm厚的垫片,然后将下半 轴瓦和转子安装就位,在轴瓦水平接合面处拧固两个
风机电机轴瓦损坏故障分析及处理
2 . 故 障处 理
8 m m处钻孔 用
.
黑是由于轴 瓦内侧钨金面磨 损后 与铸钢面摩擦发热所 致。进一
步判断 , 正是凸点的存 在造成轴瓦内侧钨金面磨损 , 并使电机轴
( 1 ) 连结甩油环 。先把甩油环手动合并, 在原有铆孔旁边 肩与凸点产生不规则地碰撞 , 使 电机转子瞬间抬起 和下落 , 最终 知珊 丝锥套丝, 然后拧入平头螺栓, 带上螺帽, 导致 甩油环断裂及 电 机 轴瓦钨金面损坏 。 使甩油环连结更加稳固。 将电机抽芯处理 , 转 子通过车床加工 , 去掉轴肩上 的凸点 ,
按照技术标准更换一 副新轴 瓦。 电机经空 ( 2 ) 更换轴瓦。 根据轴瓦安装要求 , 将 轴瓦下瓦与轴承座 使整个轴肩光滑平整 , 贴实, 轻敲轴瓦时轴瓦可以转动。刮第一遍瓦时, 在轴头涂红丹 载及负载试验后 , 检查 电机轴 瓦 ,内侧钨金 面磨损现象消 除。 W1 3 . 0 7 — 4 0 粉, 再利用自制盘车装置使电机转子正反两方向转动几次, 取出 下轴瓦, 贝 q 可清晰看到轴瓦表面的压痕。用刮刀刮去压痕, 轴瓦 作者通联 :济南钢铁集 团总公 司检修公 司动力部 济南市 上的发亮点即为要刮去的部分。刮瓦时, 前几次刮重一些, 刮厚 5 0 L 0 1 些, 当接触面达到 5 0 % 时, 就必须小心刮削, 只对着色点较大 历 城 区工 业 北路 号 2
牛 占亚
1 . i g 速机振动
减速机温度升高 , 减 速机大小齿轮齿面 点蚀 、 磨损 、 断齿以及轴 承磨损 、 烧毁。振动的传导还会引起电机振动 , 造成电机电流不
稳定 。
综合磨煤机减速机的振动现象 , 会发现一个共 同特点 , 即磨 煤机小齿轮靠近减速机一侧 的轴承座 ( 输 出端也 叫动力端 ) 的轴 向振动值 都会较大 ( 一般 ̄ 6 b I m) , 检查磨煤机齿轮会发 现齿 轮磨 损, 大小齿面上会有 台阶 、 凹槽 、 鼓 包以及点蚀 。 根据双进双出磨 煤机传动结构 , 一般情况下 , 小齿轮一减速机一电机的同轴度反
风机轴瓦修复工艺要求

风机轴瓦修复工艺要求
嘿,朋友们!咱今天就来好好唠唠风机轴瓦修复工艺要求这档子事儿。
你说这风机轴瓦,就好比是风机的小心脏呀!要是它出了啥毛病,那风机可就没法好好工作啦。
修复风机轴瓦,那可得仔细着点儿。
就像咱补衣服,得找对布料和线,针法也得恰到好处,不然补出来的衣服那得多难看呀,是不?
首先呢,清洁工作可得做好。
把轴瓦上的灰尘啊、油污啊啥的都清理得干干净净,这就好比给轴瓦洗了个舒服的澡。
要是不洗干净,后面的工作咋能做好呢?就好像脸上有泥巴还去化妆,那能好看吗?
然后就是检查啦!要像侦探一样,把轴瓦的每个角落都仔细查看一遍,看看哪里有磨损,哪里有裂缝。
这可不能马虎,不然修复完了又出问题,那不就白折腾啦!你想想,要是医生看病不仔细,看错了病,那多吓人呀!
修复的时候呢,材料可得选好咯。
就跟咱做饭选食材一样,得新鲜、得合适。
不能随便找点东西就往上糊,那能行吗?而且修复的手法也很重要啊,得轻点儿、柔点儿,可别跟个粗大汉似的乱整。
修复完了也别以为就大功告成啦!还得测试一下呢。
就像新鞋子得试试合不合脚一样,看看轴瓦修复得好不好,运转起来顺不顺畅。
要是有问题,赶紧再调整调整。
你说这风机轴瓦修复工艺要求重要不?那当然重要啦!它关系到风机能不能正常工作,关系到整个系统的运行呢!咱可不能小瞧了它。
总之啊,对待风机轴瓦修复这事儿,咱就得认真、仔细、负责。
就像对待咱自己的宝贝一样,精心呵护着。
只有这样,才能让风机轴瓦好好工作,为我们服务呀!大家说是不是这个理儿呢?。
轴瓦电机的大修工艺标准

轴瓦电机的大修工艺标准6.5.1检修前的准备;同轴承电机6.5.2解体前的工作6.5.2.1拆开电机三相电缆接头,把接头三相短路并接地。
拆开接地线,拆时做好相序记号,以免接线时接错。
电缆接地线截面要大于25mm2。
6.5.2.2拆联轴器护罩,拆联轴器螺丝。
6.5.2.3拆地脚螺丝、地脚稳钉,地脚的垫片做好记号,就位时按原位置恢复。
6.5.3解体6.5.3.1做好各部件的位置记号。
6.5.3.2拆两侧端盖,测量定转子间隙。
各点定转子间隙之差要小于10%。
对运行中振动大的电机应盘车进行校核。
6.5.3.3放掉油室的油,拆瓦盖,测量轴瓦与瓦盖间隙:用Φ1mm的铅丝分别放在瓦盖两侧结合面,上瓦顶部放一个圆环形的。
装上瓦盖,上紧螺丝,均匀挤压铅丝,再取下铅丝,用千分尺测量正常被压接部分的厚度,计算间隙值。
瓦盖间隙值=顶部平均值—两侧平均值,瓦盖的间隙一般在-0.05~0.05mm,对于高速电机的间隙应为负值,在-0.03~-0.05mm。
也即为紧力。
6.5.3.4压瓦间隙:取3条铅丝分别放在轴瓦的两侧及顶部,方法同上。
轴瓦间隙=顶部平均厚度-两侧平均厚度。
标准为:1000转/分以下为(1.1~1.5)‰倍轴径;1000转/分以上为(1.5~2.0)‰倍轴径,轴瓦两侧间隙应为顶部间隙的0.5~1倍,油档间隙为0.2~0.3mm。
轴封间隙应为0.1~0.3mm。
6.5.3.5拆下轴封。
6.5.3.6拆下瓦:将转子顶起或吊起0.3~0.5mm,转出下瓦拿下。
6.5.3.7吊面,用道木垫起,抽转子。
6.5.4轴瓦检查6.5.4.1轴瓦与轴的接触角,接触角750r/min以下的为70°,1000r/min以上的为60°。
最佳为一个等宽的带状磨痕。
6.5.4.2全面清洗检查,轴瓦乌金表面无裂纹、脱胎(脱壳)、机械损伤,无砂眼、碾磨及严重磨损现象,无轴电流烧伤形成的凹点。
瓦胎无裂纹、损伤、变形,与瓦座接触紧密,用塞尺不应测出间隙,否则应研磨处理。
风力发电机维护保养工作注意事项及操作方法ppt课件

4:登塔维护检修时,不得两个人在同一段塔筒内同时登塔 (第一人到达平台后必须把安全盖板关上以后,下一位才 能登塔)。登塔必须使用安全带、戴安全帽、穿安全鞋。 零配件及工具应单独放在工具包内不能随身携带。工作结 束后,所有平台窗口应关闭。
的起始螺母位置作标记,然后按规定力矩拧紧螺母。
力矩1340N.M套筒46hh、50hh(液力扳手头型号:HY-3MXT)每一个叶片54颗螺栓。
三、变桨轴承 1、变桨轴承内外部密封情况的检查。 目测检查是否有裂纹、气孔和泄漏如有油脂泄漏必须 用清洗剂清洁轮毂内及叶根表面溢出的油污。
2、齿轮表面。 检查是否有磨损和腐蚀或异物 3、传动齿轮受污染的检查。 如果发现油脂中有残留物或颗粒,清洁转动齿轮。
注油小齿轮支架与轮毂的 连接螺栓力矩80NM套筒 18hh力矩扳手-型号: 50—200NM
4、变桨轴承与轮毂的连接螺栓(M30×240(54颗) 力矩1340N.M套筒46hh(液力扳手头-型号:HY-3MXT)
变桨轴承与轮毂连 接的螺钉力矩必须 紧固。
5、清理、更换集油袋。 检查集油袋是否鼓包、破裂、袋内是否有油脂,如有需 要更换。
2、变桨轴控制柜与轮毂的连接螺栓M16X130力矩135NM 套筒24hh(力矩扳手-型号:50—200NM)注意检查弹性支撑情况。
3、主变桨控制箱与轮毂的连接螺栓6-M16×70力矩135NM 套筒24hh(力矩扳手-型号:50—200NM)
4、导流罩与轮毂的连接螺栓12-M24×120力矩475NM 套筒36hh(凹方头力矩扳手-型号:110—550NM)
5、轮毂照明及蓄电池柜内情况
轮毂照明是否正常,检查电池组在柜内的紧固情况,目 视电池是否有鼓包。测量电池电压是否正常,正常值为 230VDC左右,注:测量点必须在电池柜端子排处测量。
风机运行与维护培训PPT

压差超限 报警
风机远程控制
远程查看风 机运行状态
三、厂 区 风 机 控 制 与 运 行 计 算
压差开关
厂区离心风机配套压差开关,PLC系统可实时监
测该系统运行压差,实现压差超限报警等功能
旋转中间旋 钮,数值对 准上方的红 色箭头,即 为设定值
三、厂 区 风 机 控 制 与 运 行 计 算
运行计算
离心风机安全高效运行 主要性能参数:流量、压头、效率、轴功率等,它们之间的关系用性能曲线来表示。
①流量Q:单位时间内风机所输送的流体量,常用体积流量表示, 单位m3/s或m3/ h , 与风机的结构、尺寸和转速有关。 ②压头p:风机对单位体积流量所提供的有效能量,单位为pa。 ③效率η:风机在实际运转中,由于存在各种能量损失,致使其实际(有效)压头和流量均低 于理论值,而输入的功率比理论值要高。反映能量损失大小的参数称为效率。效率与风机 的类型、尺寸、加工精度、气体流量和性质等因素有关。通常,小风机效率为50%~70%, 而大型风机可达90%。 ④轴功率N与有效功率Ne:由电动机输入风机轴的功率。单位为W或kW。离心风机的有 效功率是指气体在单位时间内从叶轮获得的能量。 ⑤转速n:风机与风机叶轮每分钟的转数即“r/min”。
PowerPoint
Design Template
add your subheading
负责部门
审
起草
审核1
审核2
批准
批
日期 职位 保存年限
工程师
科长
0,1,2,3,5,永久
部长 保密等级
总监
总监
1,2,3,对外秘
鄂尔多斯市源盛光电有限责任公司 动力技术部
1
Contents
轴瓦知识培训PPT课件
第24页/共34页
(3)润滑油楔。润滑油楔位于接触范围角a值之内油槽带与轴瓦的 连接处,由手工刮削而成(俗称刮瓦口)。其主要作用有两个,一 是存油冷却轴瓦与轴,二是利用其圆弧楔角,在轴旋转的带动下, 将润滑油,由轴向宽度的面,连接不断地吸向承载部分,使轴瓦与 轴有充分良好的润滑。润滑油楔部分是由两段不规则的圆弧组成的 一个圆弧楔角,它将油槽带和轴瓦工作接触面光滑地连接起来,其 形状如图三所示。
常用的轴瓦材料分为金属材料、粉末冶金材料和非金属材料。 1 、铸铁
灰铸铁和耐磨铸铁均可作轴承材料。灰铸铁中的游离石墨虽能 起润滑作用,但铸铁硬度高且脆,跑合性差。耐磨铸铁中石墨细小 而分布均匀,耐磨性较好。这类材料应用较少,仅适用于轻载、低 速和不受冲击的场合。
第11页/共34页
2、轴承合金(又称巴氏合金或白合金) 它主要由锡、铅、锑、铜等组成。分为锡基轴承合金(例如
目的:防止轴瓦与轴承座之间产生轴向和周向的相 对移动。
轴向定 凸缘定位----将轴瓦一端或两端做凸缘。 位 凸耳(定位唇)定位
凸缘
凸耳
第15页/共34页
紧定螺钉 周向定位
销钉
第16页/共34页
五、轴瓦的油孔和油槽
作用:把润滑油导入轴颈和轴承所构成的运动副表面。
ห้องสมุดไป่ตู้
F
油槽
进油孔
第17页/共34页
开孔原则:
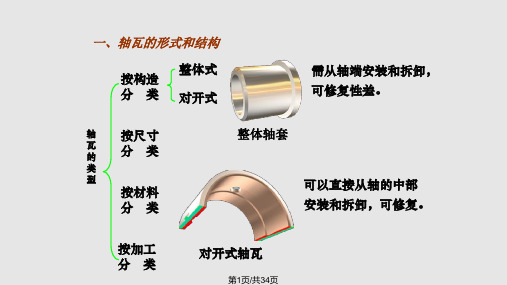
一、轴瓦的形式和结构
按构造 分类
整体式 对开式
需从轴端安装和拆卸, 可修复性差。
轴 按尺寸
瓦 的
分类
类
型
按材料
分类
整体轴套
可以直接从轴的中部 安装和拆卸,可修复。
轴瓦知识PPT幻灯片

Lip mill 冲缺 Lip Hole 冲油孔
Packing 包装
Oiling 加油
Final Inspection
检验
Wall 镗内径 Height 拉半径高 Washing 洗油槽 De-burr 去毛刺
加工工艺—衬套
材料
压油槽
落料
预成型
2nd 精成型
车平面和倒角
外径检查
加工工艺—衬套
材料
②连杆大头内孔磨损,轴瓦走外圆,堵塞油眼,轴颈椭圆, 轴瓦和轴颈接触不良。
③轴瓦的质量或安装问题,使轴瓦变形,导致合金脱落而烧 瓦。连杆轴瓦异响的判断如下:
① 逐缸断油试验。从怠速到中速,抖动油门,响声随发 动机的转速升高而增大。轻轻地抖动油门,可以听到 “格楞”的响声,而且响声在加油的瞬间突出,断油 响声减小,恢复供油的瞬间响声变大。听到这种声音, 即可判断为连杆轴瓦响;
三, 是燃油供油量过大燃烧不完全、喷嘴渗漏,造成燃油渗 入曲轴箱,同时一些杂质随燃油进入曲轴箱和机油混合在 一起降低润滑效果。因此发动机在使用中要注意观察发动 机的排烟和运转情况,如有异常要及时查清原因进行修复 或更换。
四, 是发动机组装时,内部零件的清洁度差。在维修和保养 发动机时,一定要注意零件的清洁,安装时要注意防止再 污染,确保安装后内部的清洁度。无论是哪一种原因,在 排除故障后都必须更换发动机机油和机滤芯。
一、因清洁度问题造成的故障:
1,微小颗粒异物对轴瓦造成的磨伤:(硬颗粒,软颗粒)
当机油滤芯中和发动机油底壳放油塞处,最先流出的 几十毫升机油中,有肉眼能够直接看清且较多的合金 粉末时,轴瓦就已经被磨伤。这是由于微小颗粒的杂 质进入轴瓦合金层的运动表面造成的,虽然对轴瓦没 有造成严重的损伤,但是此类现象若继续发展下去, 不但轴瓦早期损坏,轴也会受到严重的损伤,所以必 须根据故障的原因及时地排除,避免造成零件的损坏。 故障排除后发动机轴瓦的使用寿命不能按正常磨损的 使用时间计算,因为出现一次微小颗粒的异常磨损量 相当于发动机正常使用2500小时的磨损量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轴向间隙s在固定端轴 向间隙不得大于 0.25mm,在自由端轴 向间隙不得小于轴受 热膨胀的伸长量。
检测轴承径向间隙,一般 采用压铅测量法和塞尺测 量法。
顶间隙如果小于规定数值 时,应在上下瓦结合面间 加垫片来调整。如果大于 规定数值时,则应减去垫 片或刮削轴瓦结合面来调 整。
最后再用压铅法测量轴瓦 与轴承座的过盈量。
转动,精刮时转动 弧度应小于25mm。
4.3加压风机轴承装配
上下两瓦扣合,其接触面应严合,轴瓦 与轴承座配合应适当,一般过盈量为 0.01-0.05mm,轴瓦剖分面应高于轴承座 剖分面,否则,要刮研轴承座的剖分面, 以便轴承拧紧后轴瓦与轴承座有过盈配 合性质。
轴瓦的接触角应控制在60°-90°范围内。 轴颈与轴瓦之间的接触点为2-3点/ cm以
加压风机轴承的修配的过程是:清洗、检 查刮研、装配和间隙的调整等步骤。
4.1 轴瓦的清洗与检查 首先核对轴承的型号,然后用煤油或清
洗剂清洗干净。轴瓦质量的检查可用小铜 锤沿轴瓦表面轻轻的敲打,根据声音判断 轴瓦有无裂纹、砂眼、及空洞等缺陷,如 果有缺陷应采取补救措施。
4.2 轴瓦的研刮
4.2.1 为将轴上的载荷均匀地传给轴承座,要求瓦背 与轴承座内孔应有良好的接触,配合紧密。下瓦与轴 承座的接触面积不得小于60%,上瓦与轴承盖的接触面 积不得小于50%,这就要求研刮。先研刮下瓦后上瓦, 研刮瓦背时要以轴承座内孔为基准,研刮瓦背时可以 用角度磨光机或锉刀,接触点有1-1.5点/cm即可。
4.2.2 用涂色法检测轴颈与下轴瓦的接触情况,应注 意将轴上所有的零件都装上。首先在轴颈上涂一层红 铅油,然后使轴在轴瓦内正、反方向各转一周,在轴 瓦面较高的的地方则会出现色斑,用刮刀刮去色斑。
4.2.3 研刮时,每 刮一遍应改变刮刀
方向,刀迹与曲面 轴线约成45°夹角, 且交叉进行。研点
时应沿曲面作来回
不稳定状态
平衡状态
3.3 形成液体动压滑动轴承的必要条件
相对运动的两表面要形成楔形间隙。 两表面有一定的相对速度,速度方向应使润滑
油从楔形间隙的大口流向小口。 必须连续的向楔形间隙供应适当粘度的润滑油。 工作表面的表面粗糙度值要小。 外载荷必须小于油膜所能承受的极限。
四 加压风机轴承的修配
测得数值符合要求后,再扣 瓦盖。
压铅法测顶间隙
五 安全
接到检修煤气加压风机工作后必须做好以 下安全工作
5.1 穿戴好劳动防护用品。 5.2 备好煤气报警仪和氧气浓度报警仪。 5.3 到站所与站所联系,要求停电、停气和置换煤
气。 5.4 拿好操作牌,进行确认已停电、停气和置换煤
气、化验合格。 5.5 组织作业人员过好安标卡。 5.6 拉好警示带。
二:加压风机轴承的结构
1.加压风机的转子由两个剖分式滑动轴承支撑 大瓦 :
大瓦由向心滑动轴 承和推力滑动轴承 组成。 小瓦: 小瓦由向心滑动轴 承组成。
2. 轴瓦的结构及材料
2.1 轴瓦是轴承中 直接与轴颈接触的 部分,加压风机的 轴瓦由上下两块轴 瓦组成。
轴瓦材料
2.2 加压风机轴瓦采用双金属,即在强度较 高、价格较廉的瓦内表面浇注一层减摩性更 好,但价格更贵的 合金材料(锡基轴 承合金)。这层合 金材料称为轴承衬, 其厚度在 0.5-0.6mm 范围内。
三、加压风机轴承的原理
3.1 加压风机轴承采 用的是润滑油润滑。 轴承润滑是为了减少 摩擦功率损耗、减轻 磨损,同时还可以起 冷却、吸收震动和防 锈等作用。
大家应该也有点累了,稍作休息
大家有疑问的,可以询问和交流
加压风机轴承是典型的动压滑动轴承
3.2原理如图:
轴承静止状态时轴的下部正好与轴承接触,轴的两侧形成了楔形 间隙。开始转动时轴滚向一侧,具有一定黏度的润 滑油粘附在
风机轴瓦检修技术要点
提纲
一、前 言 二、加压风机轴承的结构 三、加压风机轴承的原理 四、加压风机轴承的修配 五、安全
前言
煤气储配站是能动中心的重要站所之一,其首 要任务是为攀钢西昌钢钒公司平衡输配高炉煤气、 焦炉煤气、转炉煤气。为了完成煤气的平衡输配, 煤气储备站共设有9台煤气加压风机(焦炉煤气、 高炉煤气、转炉煤气各3台)。而这9台煤气加压 风机都采用了剖分式滑动轴承,为了这9台风机的 维护、检修,特向大家介绍风机轴承的检修要点。
轴颈表
面,随作轴
的转动被不
断带人楔形
间隙,油在
楔形间隙中
只能沿轴向
溢出,但轴
颈有一定长
度,而油的
静止状态
开始转动状态
黏度使其沿轴向的流受到阻力而流动不畅,这样,油就 聚集在楔形间隙的尖端互相挤压,从而使油的压力升高, 随作轴的转速不断升高,楔形间隙尖端的油压也越来越 高,压力油楔逐渐把轴抬起,形成一个不稳定的状态, 轴 心位置随着轴被抬 起的过程而逐渐向 轴心另一端移动, 当达到一定转速后 轴就趋于稳定状态, 轴与轴承的表面完 全被一层油膜隔开。
上。
4.4 风机轴瓦间隙的测量与调整
4.4.1 轴瓦的间隙 有两种,一种是径向 间隙,一种是轴向间 隙。径向间隙包括顶 间隙a和侧间隙b,风 机轴瓦顶间隙根据公 式计算:轴颈直径 D(125mm)0.1%0.15%=0.13-0.19mm
顶间隙两端之差应小 于0.05mm
侧间隙b两侧应相等, 单侧间隙应为顶间隙 的1/2 -2/3=0.08-