锡膏测试报告
锡膏评估报告

锡膏评估报告焊膏评估(Evaluating Solder Paste)1评估项目1.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)1.2 润湿(Wetting)1.3 塌落(Slump)1.4 粘附性(Tack)1.5 焊料球(Solder Ball)1.6 工作寿命(Worklife)1.7 粘度(Viscosity)1.8 合金成份(Alloy)1.9 粒径(Powder Size)1.10 卤素含量1.11 一次通过率2 评估方法2.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)2.1.1 试样约50g焊膏。
2.1.2 设备、仪器和材料a) 天平(Balance):精确到0.01g;b) 加热设备(如热风枪);c) 焊剂溶剂(Solvent)。
2.1.3 试验步骤a)称取10~50g(精确到0.01g)的焊膏放入已称重的耐热容器内;b)在合金液相线上25oC熔化焊膏后,冷却至室温;c)用Solvent清洗焊膏残留物后,将样品烘干;d)称取容器重量,计算出焊膏含金属的重量。
利用下面的公式计算焊膏的金属含量:(焊膏中金属的重量/焊膏原始重量)*100%=金属含量%2.1.4评估标准按此试验方法进行分析时,合金粉末百分(质量)含量的实测值与规格值偏差应不大于±1%。
2.2 润湿(Wetting)2.2.1 试样与所用基板焊盘性能相似的无氧铜片,尺寸为76mm*25mm*0.8mm。
2.2.2 设备、仪器和材料a) 平整的热板;b) 10倍的放大镜;c) 液态的铜清洗剂(如50g磷酸三钠、50g磷酸氢钠加1L的水的溶液);d) 去离子水;e) 异丙醇;f) 焊剂清洗剂;g) 模板:尺寸为76mm*25mm*0.2mm,模板上至少开有三个直径为6.5mm的圆形孔,孔距最小为10mm。
无铅焊锡膏出货检验报告

无铅焊锡膏出货检验报告
一、检验目的
本报告旨在对无铅焊锡膏的出货质量进行检验,确保产品符合相关标
准和规定要求。
二、检验方法
1.外观检验:采用目视检验法,对焊锡膏的外观进行检查,包括颜色、光泽度、均匀度等。
2.粘度检验:采用粘度计测定焊锡膏的粘度,确保其在使用时具有适
当的流动性。
3.焊接性能检验:采用回流焊法进行焊接,测试焊点外观和焊接强度。
4.化学成分检验:采用X射线荧光光谱法或能谱法测定焊锡膏中主要
元素的含量,确保符合标准要求。
三、样品信息
样品名称:无铅焊锡膏
生产日期:XXXX年XX月XX日
生产批次:XXXXXX
四、检验结果
1.外观检验结果:焊锡膏颜色为灰白色,光泽度良好,均匀度较好。
2.粘度检验结果:焊锡膏粘度为XXmPa·s,符合标准要求。
3.焊接性能检验结果:经过回流焊处理后,焊点外观无异常,焊接强度符合标准要求。
4.化学成分检验结果:焊锡膏中主要元素Sn、Ag、Cu等的含量符合标准要求,无异常成分。
五、结果分析
经过对无铅焊锡膏的检验,样品外观、粘度、焊接性能和化学成分均符合标准要求,产品质量合格。
六、结论
据检验结果分析,无铅焊锡膏样品质量符合相关标准和规定要求,可正常出货使用。
七、建议
为了保持产品质量的稳定,建议生产商在生产过程中严格按照工艺流程和质量控制标准进行操作,并且定期对产品进行抽检,以确保产品的稳定性和一致性。
以上为无铅焊锡膏出货检验报告,共计XXX字。
锡膏评估报告

产品信息
已在我们公司使用, 效果较好。市场应用 广,有良好的使用基 础。
有焊平应一剂且用定方在广知面我。名处公度于司,领有在先使阻水用。有市很一场多定调锡知查珠名时问度,题,有。但反在馈
从锡膏起步,在国内 有一定知名度,市场 调查中反馈较好。
图片
二 粘度测试
测试目的:测试锡膏粘度以及触变系数(TI),确保锡膏的印刷品质及保持良 好的下锡性
回流曲线:厂商建议(SAC105,SAC107锡膏可采用SAC305相同的制程界限)
本次实验实测 曲线
锡膏类型
M40-LS720HF
GMF-M105-D-885
六 印刷性验证
DFA-SAC105
不擦拭连续印刷,检查 出现连锡时的片数
20
17
贴片完成后,45°斜放 2小时
大MOS管没有位移
MOS管有位移
3. 选取较优的锡膏{及时雨DFA(SAC105)}进行小批量的可焊 性实验,气泡验证等更多的验证,并与M40做比对。整体状况 良好,符合要求。可推行DFA105锡膏使用。
倾斜45度,放置5S
无移位,掉件等异常
实板检验显示,M40&DFA(SAC105)的有效贴装时间均能满足生产需求
测试内容:回流焊后焊点外观检查
五 焊点外观检测
测试标准:IPC-A-610D,IPC-7095
测试仪器:40X放大镜、Y.Cougar 高解析度X光机
检查内容:使用40X放大镜检查过回流焊炉后焊接状况,是否符合IPC标准
测试标准:JIS-Z-3197,厂内粘度标准(190+-20PA.S) 测试仪器:Malcom PCU-205 型粘度计,刮刀,超声波清洗器 实验结果:
锡膏类型
锡膏印刷参数测试
下一步将以响应优化器预测的最优试验 组合和run order1试验组合(缺陷数最少) 为中心进行L9拓展试验。
锡膏印刷参数测试
6. 附件
StdOrder 1 2 3 4 5 6 7 8 9 KA 1 KA2 KA 3 kA 1 kA 2 kA 3 RA
L9(34)试验
RunOrder 1 2 3 4 5 9 6 8 7 61 40 54 20.33 13.33 18.00 7.00 PtType 1 1 1 1 1 1 1 1 1 块 1 1 1 1 1 1 1 1 1 KB1 KB2 KB3 kB1 kB2 kB3 RB 印刷速度/A 45 45 45 50 50 50 55 55 55 45 67 43 15.00 22.33 14.33 8.00 试验因子 脱模速度/B 1.2 1.5 1.8 1.2 1.5 1.8 1.2 1.5 1.8
锡膏印刷参数测试
6. 附件
L16(215)+6中心点试验
由于试验水平选取较宽,导 致显著的因素很多;因此仅 参考因素的重要性排序。 因素E(印刷间隙)影响较 小,下一步试验中删除该试 验因素。
下一步试验将以响应优化器 的试验结果为中心进行拓展 试验L8(27)。
锡膏印刷参数测试
6. 附件
L8(27)+4中心点试验 StdOrder RunOrder CenterPt 10 6 2 3 4 7 8 12 1 9 11 5 1 2 3 4 5 6 7 8 9 10 11 12 0 1 1 1 1 1 1 0 1 0 0 1 块 1 1 1 1 1 1 1 1 1 1 1 1 印刷间隙:0mm 试验因素 印刷压力 印刷速度 脱模速度 脱模延迟时间 6 50 1.5 1500 7 40 1.8 0 7 40 1.2 3000 5 60 1.2 3000 7 60 1.2 0 5 60 1.8 0 7 60 1.8 3000 6 50 1.5 1500 5 40 1.2 0 6 50 1.5 1500 6 50 1.5 1500 5 40 1.8 3000 响应 缺陷单元数 1 12 13 4 9 5 8 5 17 4 3 6
锡膏钢网寿命测试实验报告
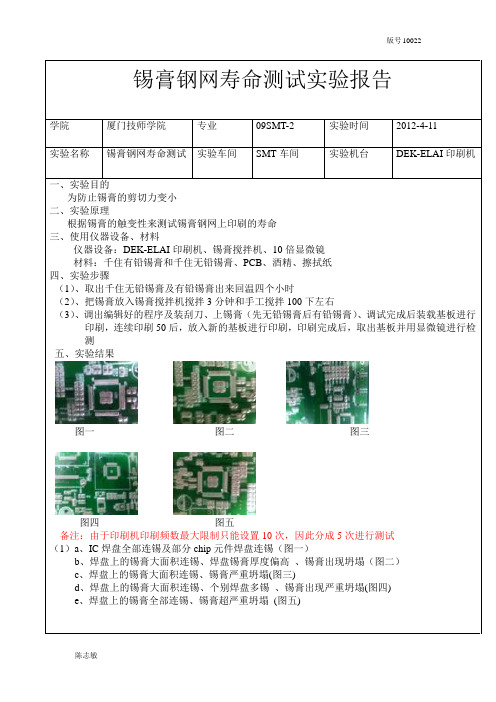
学院厦门技师学院专业09SMT-2 实验时间2012-4-11实验名称锡膏钢网寿命测试实验车间SMT车间实验机台DEK-ELAI印刷机一、实验目的为防止锡膏的剪切力变小二、实验原理根据锡膏的触变性来测试锡膏钢网上印刷的寿命三、使用仪器设备、材料仪器设备:DEK-ELAI印刷机、锡膏搅拌机、10倍显微镜材料:千住有铅锡膏和千住无铅锡膏、PCB、酒精、擦拭纸四、实验步骤(1)、取出千住无铅锡膏及有铅锡膏出来回温四个小时(2)、把锡膏放入锡膏搅拌机搅拌3分钟和手工搅拌100下左右(3)、调出编辑好的程序及装刮刀、上锡膏(先无铅锡膏后有铅锡膏)、调试完成后装载基板进行印刷,连续印刷50后,放入新的基板进行印刷,印刷完成后,取出基板并用显微镜进行检测五、实验结果图一图二图三图四图五备注:由于印刷机印刷频数最大限制只能设置10次,因此分成5次进行测试(1)a、IC焊盘全部连锡及部分chip元件焊盘连锡(图一)b、焊盘上的锡膏大面积连锡、焊盘锡膏厚度偏高、锡膏出现坍塌(图二)c、焊盘上的锡膏大面积连锡、锡膏严重坍塌(图三)d、焊盘上的锡膏大面积连锡、个别焊盘多锡、锡膏出现严重坍塌(图四)e、焊盘上的锡膏全部连锡、锡膏超严重坍塌(图五)学院厦门技师学院专业09SMT-2 实验时间2012-4-11实验名称锡膏钢网寿命测试实验车间SMT车间实验机台DEK-ELAI印刷机(2)有铅锡膏和无铅锡膏焊点的区别有铅锡膏:焊点光良、光滑无铅锡膏:焊点暗淡无光、焊点有条纹有铅焊点无铅焊点五、实验总结锡膏暴露在空气中随着溶剂的挥发粘度逐渐增加、然后逐渐下降锡膏随着印刷的次数增加粘度逐渐降低每印刷几块板后要对钢网进行清洗,以防止印刷的基板不良缺陷锡膏钢网印刷频数高、锡膏钢网寿命低评审。
锡膏测试
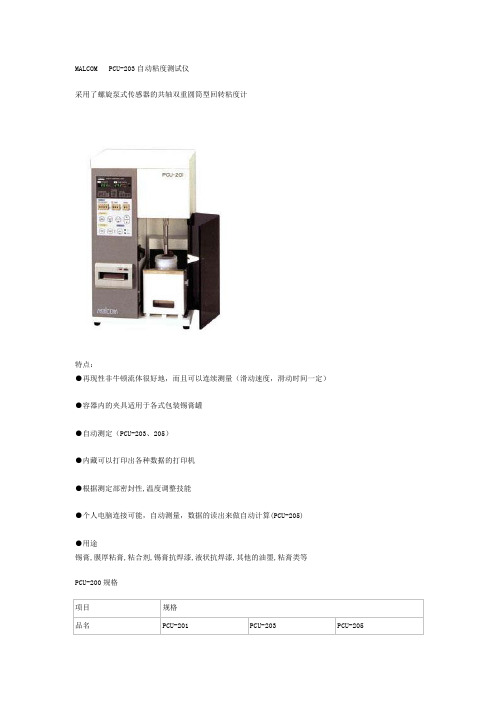
MALCOM PCU-203自动粘度测试仪采用了螺旋泵式传感器的共轴双重圆筒型回转粘度计特点:●再现性非牛顿流体很好地,而且可以连续测量(滑动速度,滑动时间一定)●容器内的夹具适用于各式包装锡膏罐●自动测定(PCU-203、205)●内藏可以打印出各种数据的打印机●根据测定部密封性,温度调整技能●个人电脑连接可能,自动测量,数据的读出来做自动计算(PCU-205)●用途锡膏,膜厚粘膏,粘合剂,锡膏抗焊漆,液状抗焊漆,其他的油墨,粘膏类等PCU-200规格【在线测量内容】※不能同时使用记录计输出与电脑通信(RS-232C)功能※PCU-201与PCU203不能使用连接电脑功能(RS-232C)※刊载的规格如变更而未预先告知,敬请谅解。
7W市场上的锡膏虽经过鉴定,但锡膏的品质会随着运输,长时间储存而变质。
或因厂商不同,产品品质也会有异。
因此,辩别和测定锡膏的粘度也为SMT生产厂商重要的一项工作流程。
(1)铜或不锈钢材质钢版,厚度0.2+0.001m,并依图(I)3.0X0.7 mm (II)3.0X1.5mm两种开窗,二者开窗间距从0.2mm开始以0.1mm为单位增量至1.2mm(2)镀层铜片(80x60x1.6 mm)(3)空气循环式加热炉(加热温度200℃或以上)(4)研磨砂纸(600#)(5)IPA清洗溶剂4.量测步骤(1)以砂纸磨除铜片表面之氧化物,并以IPA溶剂洗净(2)将钢版置于铜片之上,以刮刀将锡膏印刷于铜片上,之后,移开钢版(3)以空气循环式加热炉150℃加热待测共晶锡膏试片一分钟,或是以低熔点锡膏的固相温度下10℃作为加热温度(4)量测与记录二种钢版开窗中五列锡膏并未产生锡桥的最小间距5.评估方法评估标准取决于二种钢版开窗锡膏并未产生锡桥的最小间距./view/90936beb172ded630b1cb650.html。
锡膏实验方法
-1.40
-1.60
-1.24
-2.40
-1.64
-1.68
F
-1.76
-1.84
8
第 1頁 共 1頁
图6 图5
1
2
3
4
5
6
7
8
溫度分析報告
A
溫度曲線圖 -- ghkghk
340
330
#AD1 #AD2 #AD3 #AD4 #AD5 #AD6 #AD7 #AD8 #AD9 #AD10
320
310
300
图4
4.过炉焊接,查看炉后报表及观察焊点外观。(图5 图6为BOT/TOP温度曲线 图7 图8 图9为
溫 度(℃) 溫 度(℃)
焊点图片 图10为SMT炉后报表)
1
2
3
4
5
6
7
8
溫度分析報告
A
溫度曲線圖 -- ddg
330
#AD1
#AD2
#AD3
#AD4
#AD5
#AD6
#AD7
#AD8
#AD9 #AD10
1.0 s
2010-12-22 9:07:16
B
C 測試內容
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
460Leabharlann 時間( s)速 度 (cm/min): 83.0
D
名 稱 #AD1 #AD2 #AD3 #AD4 #AD5 #AD6 #AD7 #AD8 #AD9 #AD10
锡膏验证报告

0.3g锡银铜锡膏试用报告
锡膏型号: SAC0307 制程:无铅MODEL:大T5-1200mm-16W-6500K 日期:2017/8/8
一.试用条件
二.机器设置
2.1. 印刷机参数设定
OK。
说明:除了最高上升斜率偏高,其他值都在范围之内,由于SMT回流焊长度只有5M,且前几条线都为高速贴片机,为了满足产量要求,链速120cm/min已为回流焊极限速度,综合实际状况,目前是较好一个状态。
三.效果
1.印刷效果:1.印迹清晰、颗粒均匀、成型无塌陷拉尖连锡等现象;
2.连续印刷3小时锡膏下锡良好;
2.贴片工序验证:1.贴片完成后,进行抖动,灯珠无偏移,粘接性良好.
3.焊接效果:1.焊接效果较好,表面光滑,但是有锡珠现象;
品质检验:
四,外观以及点亮、测试验证:
1. 焊点表面光泽度
2. 推力测试:推力测试>3KG,合格
五:老化包装:无异常
六,是否符合环保要求
DFA(0307) RoHS 2017.5.4.PDF
七、Flux 腐蚀性;
DFA_0307_无铅免洗焊锡膏使用说明书
八、成本;
八、总结
锡珠问题主要为LED 焊盘PCB 焊盘不匹配,锡膏多造成,与锡膏本身无关,其他测试结果均满足生产工艺以及品质要求,为了降低生产成本,建议该锡膏投入生产。
制作: 审核:
批准:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宁波卓明电子有限公司
锡膏Sn64/Bi35/Ag1检测报告
供应商:深圳市同方电子新材料有限公司 测试仪器和设备:电子称 推拉力计 环境温度(25±2℃): 环境湿度((65±10)%): 厂家规格型号:TF-388(Sn64/Bi35/Ag1) 注: 卓明型号:锡膏_Sn64/Bi35/Ag1_无铅
Pass
Pb
Hg
Cr6+
cd
≤1000ppm
结论:
注:
测试员:
项
目
包装
要
求
测试条件/方法
送检数
2
抽检数
2
不合格数
结 果Βιβλιοθήκη Pass毛重用精确值为 包装无破损,宽口型塑胶 0.001kg的电子称测 (PE)瓶包装 量每瓶500g 膏状,流动性要好,不能 有颗粒 保质日期,锡膏的成份和无 铅标记, ≥20N 焊点不能有针孔和锡珠, 焊点均匀,光亮浸焊面积 ≥95% 目测 目测 1
1.
外观 表面 标签
2 2 2 3
2 2 4 5 6 7
Pass Pass 8 Pass 9 Pass 10 Pass 结果 Pass Pass Pass
2.性能 4.可焊性 5.环保测试
焊接牢固度
NK-200推拉力计 焊槽法 目 测 EDX-720ROHS测试 仪
Pass Pass Pass Pass Pass Pass