冲压模具材料利用率
冲压材料利用率

冲压材料利用率冲压材料利用率是指在冲压过程中,切割下来的材料与原始材料的比例。
冲压是一种加工方法,主要用于将金属板材或带材加工成所需形状和大小的零件或半成品。
由于冲压需要在材料表面施加压力,因此需要大量的材料来传递和分散压力,这导致了材料的利用率低下。
下面将分析冲压材料利用率的影响因素和改善方法。
影响冲压材料利用率的因素主要有以下几个:1. 材料的形状和大小:材料的形状和大小决定了冲压时需要切割的面积和数量。
如果材料的形状和大小与冲压零件相同或相近,利用率就会高。
2. 冲压模具的设计:模具的设计影响着冲压过程中材料的剪切情况和材料的累积变形程度。
如果模具设计得好,可以减少材料的浪费和强化材料的累积变形效应。
3. 冲压工艺参数的控制:材料的利用率还取决于冲压的工艺参数,比如压力、速度和温度等因素。
调整这些参数可以控制材料的变形和利用情况。
改善冲压材料利用率的方法可以从以下几个方面入手:1. 采用高效节材的技术:这种技术通常采用异型材以减少材料的浪费。
异型材的切口与零件形状相同或相似,因此可以最大限度地提高利用率。
2. 模具的设计与制造:模具的设计和制造是冲压过程中最关键的环节。
为了提高冲压材料的利用率,我们需要制造先进的模具,并在设计和制造过程中考虑到材料利用率的因素。
3. 控制冲压工艺参数:在控制冲压工艺参数的同时,也需要考虑到材料利用率的问题。
如果冲压工艺参数不合适,会导致材料的变形和浪费。
因此,需要在控制工艺参数的同时,根据材料的特性和工艺的特点,调整参数以实现更高的利用率。
总之,冲压材料利用率是生产过程中非常重要的一个环节。
通过采用合适的材料和模具设计,以及控制工艺参数,可以最大程度地提高材料利用率,进而降低生产成本,提高企业的竞争力。
冲压件报价公式

冲压件报价公式冲压件报价公式的设计要考虑多个因素,包括材料成本、加工工艺、设备消耗、人工费用等。
下面,我们将逐一介绍这些因素,并提出相应的计算方法。
材料成本是冲压件报价的重要组成部分。
材料成本通常由材料价格和材料利用率两个因素决定。
材料价格可以通过市场调研或询价获得,而材料利用率则取决于冲压件的设计和工艺。
一般来说,材料利用率越高,冲压件的成本就越低。
所以,我们可以使用以下公式计算材料成本:材料成本 = 材料价格× 材料利用率加工工艺是冲压件报价的另一个重要因素。
加工工艺包括模具设计、冲压工艺和设备选择等。
模具设计是冲压件加工的关键环节,它直接影响产品的质量和生产效率。
冲压工艺包括冲程、冲数、模具寿命等,它们的合理选择可以降低生产成本。
设备选择主要考虑生产能力和设备价格。
在进行加工工艺成本计算时,我们可以使用以下公式:加工工艺成本 = 模具设计成本 + 冲压工艺成本 + 设备成本第三,冲压件报价还需要考虑设备消耗。
设备消耗包括电力消耗、润滑剂消耗、模具磨损等。
这些消耗会直接影响生产成本和设备寿命。
我们可以使用以下公式计算设备消耗成本:设备消耗成本 = 电力消耗成本 + 润滑剂消耗成本 + 模具磨损成本冲压件报价还需要考虑人工费用。
人工费用主要包括操作人员的工资和福利待遇。
人工费用的计算可以根据厂家的实际情况来确定。
一般来说,人工费用与生产效率和员工技术水平密切相关。
可以使用以下公式计算人工费用:人工费用 = 操作人员工资× 生产效率 + 福利待遇冲压件报价公式是根据材料成本、加工工艺、设备消耗和人工费用等因素综合计算而得。
通过合理使用这些公式,我们可以准确计算出冲压件的报价,并为客户提供合理的报价方案。
当然,冲压件报价还需要考虑市场需求、竞争对手价格等因素,以制定最终的报价策略。
希望通过本文的介绍,读者对冲压件报价公式有了更清晰的认识。
冲压件报价是一项复杂的任务,需要综合考虑多个因素。
《冲压工艺与模具》---垫片冲压模具课程设计

《冲压工艺与模具》---垫片冲压模具课程设计目录一、审核制件图纸、工艺性分析 (1)二、制定冲压工艺方案,设计工艺过程 (2)1、工艺方案的确定 (2)1、效率高 (2)2、寿命长 (2)3、质量高 (2)4、安全性 (3)2、排样设计 (3)3、工艺设计计算 (6)三、主要零部件设计 (6)(1)凸模结构设计 (6)(2)凹模 (7)(3)定位装置 (7)(4)卸料装置 (7)(5)冲模模架 (8)(6)其他冲模零件 (9)四.刃口计算 (8)五、设备的选定 (9)一、审核制件图纸、工艺性分析零件公差无特殊要求,按IT14级选取,利用普通冲裁可达到要求。
外形简单,形状规则,适于冲裁加工。
二、制定冲压工艺方案,设计工艺过程1、工艺方案的确定比较:复合模的优缺点:优点:(1)单工序(2)工件同轴度好,表面平直,尺寸精度高。
(3)生产效率高,不受板形尺寸精度的限制。
有时废角也可用于复制。
(4)模具零件加工制造难度大,成本高,冲模和凹模容易受到最小壁厚的限制,不适合某些内孔间距小、内孔和边缘间距小的下部零件。
缺点:模具零部件加工制造比较困难,成本较高,并且凸凹模容易受到最小壁厚的限制,而使得一些内孔间距、内孔与边缘间距较小的下件不宜采用。
级进模的优缺点:优点:1、效率高级进模可以完成复杂零件的冲裁、翻边、弯曲、拉深、立体成形以及装配等工艺,减少了中间转运和重复定位等工作,而且工位数量的增加不影响生产效率,可以冲制很小的精密零件。
2、寿命长复杂的内形和外形可分解为简单的凸模和凹模外形,分段逐次冲切,工序可以分散在若干个工位,在工序集中的区域还可以设置空位,从而避免了凸、凹模壁厚过小的问题,改变了凸、凹的受力状态,提高了模具强度。
此外,级进模还采用卸料板兼作凸模导向板,对提高模具寿命也非常有利。
3、质量高级进模在一副模具内完成产品的全部成形工序,克服了用简单模时多次定位带来的操作不变和累积误差,能够有效提高产品的质量。
《冲压模具设计与制造》知识点汇总
1、冲压概念在室温下,利用安装在压力机上的模具对材料施加压力,对其产生分离或塑性变形,从而获得一定形状、尺寸精度的零件加工方法。
(冲压三要素:合理冲压工艺、先进的模具、高效的冲压设备)2、冷冲模在冲压加工中,将材料加工成零件(或半成品)的一种特殊工艺装备,称为冲压模具(俗称冲模)。
3、冲压工艺的特点低耗、高效、低成本“一模一样”、质量稳定、高一致性可加工薄壁、复杂零件板材有良好的冲压成形性能模具成本高所以,冲压成形适宜批量生产。
4、冲压工序分类根据材料变形特点分为分离工序和塑形成形工序。
分离工序:指板料在冲压力的作用下,变形部分的应力达到强度极限以后,使坯料发生断裂而产生分离。
(有:落料、冲口、剪切、切断、切槽、切口、切边等)塑形成形工序:指坯料在冲压力作用下,变形部分的应力达到屈服极限,但未超出抗拉强度极限,使板料产生塑性变形,成为具有一定形状、尺寸精度制件的加工工序(拉深、胀形、翻边等)5、冲压成型性能主要包括:成型极限(材料达到最大变形程度)和成型质量。
6、冲压件的质量指标尺寸精度、厚度变化、表面质量以及成形后材料的物理机械性能。
7、冲压成形对材料的要求主要体现在:材料成形性能、材料厚度公差、材料表面质量等。
8、冲裁件的工艺性是指冲裁件对冲压工艺的适应程度。
9、冲裁工序按工序的组合程度的分类单工序,复合和级进冲裁。
冲裁组合方式的选择根据冲裁件的生产批量、尺寸精度、形状复杂程度、模具成本等多方面考虑(1)生产批量(2)冲裁件的尺寸精度(3)对工件尺寸、形状的适应性(4)模具制造、安装调整和成本(5)操作方便与安全10、冲模的分类(1)按工序性质分:落料模、冲口模、切断模、整修模、弯曲模、拉深模,成形模等。
(2)按工序组合程度分为:单工序模、级进模、复合模。
级进模:一次行程中,在一副模具的不同位置上完成不同的工序。
因此对工件来说,要经过几个工位也即几个行程才能完成。
而对模具来说,则每个行程都能冲压出一个制件。
模具设计与制造专业毕业论文--垫片单工序落料冲压模具设计
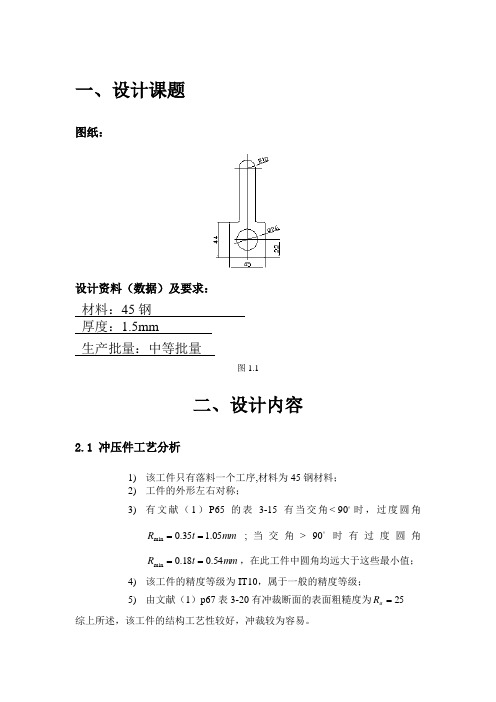
一、设计课题图纸:设计资料(数据)及要求:材料:45钢 厚度:1.5mm 生产批量:中等批量图1.1二、设计内容2.1 冲压件工艺分析1) 该工件只有落料一个工序,材料为45钢材料; 2) 工件的外形左右对称;3) 有文献(1)P65的表3-15有当交角< 90时,过度圆角mm t R 05.135.0min ==;当交角> 90时有过度圆角mm t R 54.018.0min ==,在此工件中圆角均远大于这些最小值;4) 该工件的精度等级为IT10,属于一般的精度等级; 5) 由文献(1)p67表3-20有冲裁断面的表面粗糙度为25=a R综上所述,该工件的结构工艺性较好,冲裁较为容易。
2.2 确定冲压工艺方案该工件只有落料一个工序,可以有以下几种工艺方案: 方案一:采用一副简单的落料模,其排样图有两种形式,第一种是采用单排形式,其排样图如下图所示 分析比较:方案一:.采用单工序模生产,模具结构简单,制造成本低。
方案二:一副模具上装两副凸凹模,结构设计较为复杂,制造成本较高,但是生产效率高。
方案确定:虽然方案二生产效率较高,但是模具的制造成本较高,结构设计较为复杂,对于小批量生产来说,没有必要在模具上投入过高资本。
相比之下,方案一模具结构简单,制造成本低,更适合进行小批量生产,节约生产资本。
2.3 主要设计计算2.3.1 工件尺寸公差转换及毛坯尺寸计算按“入体原则”标注工件尺寸公差,由文献(2)p257表3-2公差等级为10级时工件上的尺寸如下:mmmm R L mm mm L mm mm R L 0048.04320058.07144024.06677--===±===== 毛坯的面积为244242709.14322430124492622)7R (222262834122mm R R R S S S S M D C B A ≈+++=⨯+⨯÷+⨯⨯⨯+⨯+=+++=ππππ毛坯周长为mm R R C 32.442662192623412283274=++=+⨯+⨯+⨯⨯=πππ2.3.2 排样及相关计算采用导料板进行侧向导料,且增加测压装置保证精度要求。
在五金冲压模具设计中,材料利用率计算方法2
在五金冲压模具设计中,材料利用率计算方法2一、引言随着制造工艺的不断发展,冲压模具在五金行业中得到了广泛应用。
冲压模具设计中的材料利用率计算方法是评估设计效率的重要指标之一。
本文将介绍一种常用的材料利用率计算方法,并提供详细的步骤和计算示例。
二、材料利用率计算方法2材料利用率计算方法2是一种基于模具内空间利用率的计算方法,其计算公式如下:材料利用率=(冲孔面积+剪切面积+弯曲面积)/母材面积2.1冲孔面积冲孔面积指的是模具中用于冲孔的部分占据的面积。
计算冲孔面积时,需要根据实际的冲孔尺寸和冲孔数量进行计算。
公式如下:冲孔面积=冲孔尺寸*冲孔数量例如,如果冲孔尺寸为10m m×10mm,冲孔数量为10个,则冲孔面积为100mm²。
2.2剪切面积剪切面积是指模具中用于剪切的部分占据的面积。
计算剪切面积时,需要考虑剪切线的长度和宽度,并结合实际情况进行计算。
公式如下:剪切面积=剪切线长度*剪切线宽度例如,如果剪切线长度为50mm,剪切线宽度为5mm,则剪切面积为250m m²。
2.3弯曲面积弯曲面积是指模具中用于弯曲的部分占据的面积。
计算弯曲面积时,需要考虑弯曲线的长度、宽度和弯曲角度,并进行综合计算。
公式如下:弯曲面积=弯曲线长度*弯曲线宽度*弯曲角度例如,如果弯曲线长度为100m m,弯曲线宽度为10m m,弯曲角度为90°,则弯曲面积为900mm²。
2.4母材面积母材面积是指模具中未被使用的母材部分的面积。
计算母材面积时,需要考虑模具尺寸和形状,以及冲孔、剪切、弯曲等工艺所占据的面积,并进行综合计算。
公式如下:母材面积=所有模具面积-(冲孔面积+剪切面积+弯曲面积)例如,如果模具总面积为1000mm²,冲孔面积为100m m²,剪切面积为250mm²,弯曲面积为900m m²,则母材面积为750m m²。
冲压加工的应用范围及特点
冲压加工的应用范围及特点
冲压加工是指通过模具对金属板材进行塑性变形加工的一种方法。
其应用范围广泛,主要包括以下几个方面:
1. 汽车制造:冲压加工在汽车制造中应用广泛,如车身、车门、车窗、蓬车等零部件的生产都使用冲压工艺。
2. 家电产业:冲压加工在家电产业中也有广泛应用,如电冰箱、洗衣机、空调等产品的外壳都是通过冲压加工而成。
3. 电子电器:手机壳、电脑机箱等电子电器产品的外壳也是通过冲压加工完成的。
4. 机械制造:冲压加工在机械制造中应用广泛,如机床、风机、泵等机械产品的壳体都可以通过冲压加工完成。
冲压加工的特点包括:
1. 高产能:冲压加工可以快速、大批量地生产零部件,提高生产效率。
2. 精度高:冲压加工的模具精度高,形状复杂的零件也能够得到高精度的成形。
3. 材料利用率高:冲压加工通过模具将金属板材进行塑性变形,不仅可以减少材料的浪费,还能够提高材料的利用率。
4. 可实现多工序加工:冲压加工可以通过一次模具成形完成多个工序的加工,减少了工序间的切换和后续加工工序。
5. 工艺适应性强:冲压加工适用于各种材料的加工,如钢板、铝板、不锈钢板等。
综上所述,冲压加工在各个领域中有广泛的应用,其高产能、高精度和材料利用率高等特点使其成为一种常用的金属加工方法。
3-3 冲裁工艺计算

每条条料的长度为1420,可冲出工件数目为:(1420-2)÷42=33(件),余
34mm的料尾。
所以:钢板整体材料利用率为: NA 100% 14 331257 100% 57.6%
BS
1420 710
3、废料多少的排样方式
根据材料的利用情况,排样方式分为: 有废排样、少废排样、无废排样。
故条料宽度: B0 (D 2a)0
D ——制件尺寸 a ——条料搭边 △——裁板误差
导料板内不带侧压装置
B0 (D 2a e)0
导料板之间的距离为: A B e
冲压工艺与模具设计
冲压工艺与模具设计
条料宽度的单向极限偏差Δ
条料与导料板间隙e(单位:mm)
冲压工艺与模具设计
(2)侧刃定位时条料宽度 侧刃一般用于级进冲压,常与导正销配合使用。
B0 (L 2a'nb)0 (L 1.5a nb)0
a' 0.75a
冲压工艺与模具设计
10、排样图的绘制
一张完整的排样图应标注条料宽度尺寸、步距S、工件间搭边和侧搭边。 排样图通常画在总装配图右上角 。一般使用二维CAD或三维软件绘制。
单工序冲压排样图 复合冲压排样图
级进冲压排样图
冲压工艺与模具设计
有时可用下式简便估算冲裁力: F Lt b
冲压工艺与模具设计
例题2:冲制如图所示工件,已知材料为Q235,抗剪切强度为310MPa,板料厚度为
2mm。采用平刃口模具冲裁,试分别计算两种排样方式下所需的冲裁力。
解:1)有废料排样时,沿工件的整体轮廓进行冲裁。
L 40 20 2 (40 20) (35 20) 10 161.4mm
冲压工艺与模具设计
6、减少排样废料,提高材料利用率的方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• a. • b.
縮減材料寬度(W): 縮減材料 pitch(P):
改善繫料方式,減少材料寬度,提升材料利用率。
改善成品排列距離,縮減材料排列之pitch,藉以提高材料利用率。
• 2. 沖壓製品旋轉角度:
此方式最主要針對 ”L” 型沖壓製品排列。
L型沖壓製品如以一般方式排列,材料利用率非常的低,但如將沖
沖壓模具材料利用率
•
•
材料利用率
一. 材料利用率意義:材料利用率是在沖壓模具中常見的名詞,也是模具設 計重要參考之一。所謂材料利用率是指沖壓製品與沖壓製品沖製所需材料之 比值(%),比值的單位一般是使用面積,亦可以使用重量做為比值基礎,但是 前提是兩者之比值的單位需相同。 材料利用率=沖壓製品面積 / 沖壓製品沖製所需材料面積 * 100% =沖壓製品面積 / W * P * 100%
沖壓製品沖落下。
三. 材料利用率比較:
•1.
工程模:
工程模僅需針對沖壓製品外型制定所需材料寬度,傳送半成品是以人力或機械手 臂作為傳送工具,故不需額外料帶,材料利用率一般會比連續模高;且工程模亦 可使用捲料作為下料之材料形式,模具亦可利用旋轉角度或錯位的方式設計模具, 配合捲料再提升材料利用率,此部分可作為模具開發參考。
•2.
連續模:連續模因需有料帶協助將沖壓半成品傳送至下一個工程站,
料帶部分也算在使用材料,所以連續模整體材料利用率會較低。
•
• • • •
W:沖壓材料寬度。 P:沖壓製品排列pitch_材料利用率提升方式: 縮減材料寬度與pitch:
縮減材料寬度與pitch,是達到提升材料利用率最基本的方式。利用縮減沖壓
製品排列距離與沖剪設計,達到減少廢料產出,增加材料利用率的方式。不 過需注意到最小沖剪寬度等基本原則。
壓製品轉角度,加上適當的pitch的排列,則可增加沖壓製品的
材料利用率。
範例一.
(99.7854 / 11X17) X 100% = 53.4%
(99.7854 / 18X18.5) X 100% = 67.4 %
• 3.
沖壓製品交錯排列:
此方式最主要是針對 “T” 型沖壓製品排列。T型沖壓製品無
法使用轉角度的方式提升材料利用率,一般會以排列雙料
帶的方式,將二邊的沖壓製品錯位排列,此方式沖壓製品 排列pitch不變,材料寬度會增加,但整體材料利用率可以 大幅提升。
• 4.
沖壓製品坎入料帶內:
此方式最主要是針對沖落式沖壓製品。 沖壓製品排列時,將部份的沖壓製品形狀排列至料帶區域內,
連續沖壓時可利用料帶將沖壓製品帶至各工程站,最後再將