压力管道焊接施工检查记录表
焊接记录表
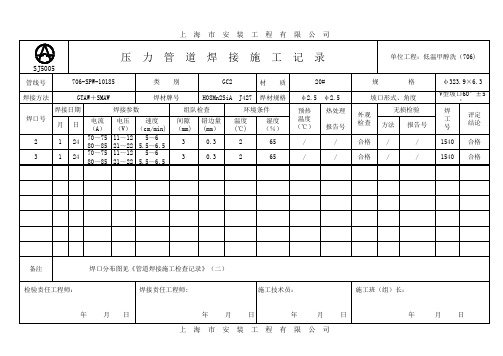
单位工程:低温甲醇洗(706)
格
φ33.7×4.5 V型坡口60°±5° 焊 工 号 1540 评定 结论 合格
焊材牌号
焊材规格 环境条件
坡口形式、角度 外观 检查 合格 无损检验 方法 RT 报告号 706-RT-827
温度 (℃) 2
湿度 (%) 65
1
70~75 11~12
上 海 市 安 装 工 程 有 限 公 司
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
环境条件 温度 (℃) 湿度 (%)
压 力 管 道 焊 接 施 工 记 录
SJ5005
管线号 焊接方法 焊接日期 焊口号 月 1 日 24 电流 (A) 706-SPW-10185 GTAW 焊接参数 电压 速度 (V) (cm/min) 5~6 类 别 GC2 H08Mn2Si 组队检查 间隙 (mm) 2.5 错边量 (mm) 0.2 材 质 20# φ2.5 预热 温度 (℃) / 热处理 报告号 / 规
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 1540 1540 评定 结论 合格 合格
焊材牌号
焊材规格
坡口形式、角度 外观 检查 合格 合格 无损检验 湿度 (%) 65 65
2 3
备注 检验责任工程师:
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
压力管道定期检查记录表

运行记录中的各项参数记录与实际一致、在容许的范围内
检查人员: 直属部门签名: 设备与技术部签名: 20 年 月 日
安全阀的安装位置符合要求,定期检验的铅封完整,并在有效期内
压力表表盘直径符合规定、最大刻度与运行参数相匹配,压力表的精度符合规定、经计量部门检验、并在有效期内
按规定装设的温度登记表
3
设备运行参数
设备的运行参数、包括压力、温度等在允许范围内、不存在超温、超压等运行
压力管道定期检查记录
区域: 设备名称:
序号
检查项目
检查内容
检查结果
检查方法
备注
1
设备本体状况
相关阀门、膨胀节、法兰完好、无腐蚀和松动现象
不存在介质泄漏现象
设备的防腐或绝热层完好、不存在破损、脱落、绝热层无跑冷现象
不存在异常的振动
不存在异常的变形
支吊架完好、不存在异常现象、相关配件无损坏
按规定装设的减压阀可靠、在压力发生变化期间、其上的压力表符合要求、指示的压力符合规定
压力管道安装安全质量监督检验原始记录
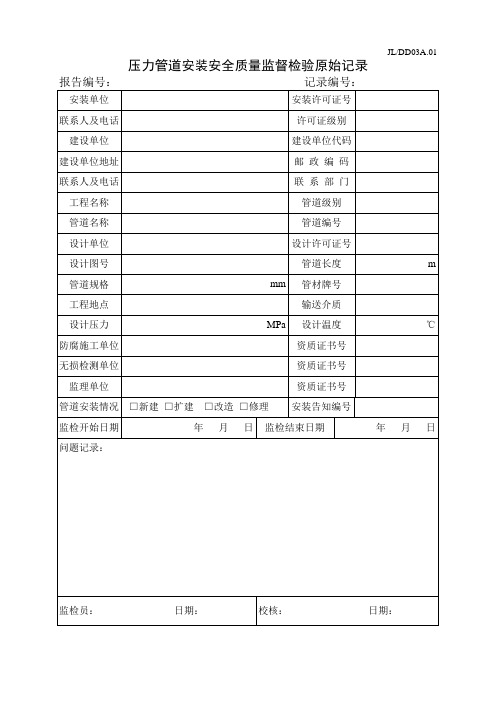
序号
技术资料名称
确认
页数
1
压力管道安装告知书及安全质量监督检验申报书
2
设计图纸会审纪要
3
安装单位施工组织设计
4
焊工及无损检测人员资格复印件
5
开工报告
6
竣工报告
7
工程更改联系单
8
管材质量证明书及验收记录
9
管件及阀门合格证及验收记录
10
阀门压力试验及密封试验记录
11
安全阀校验报告
12
是否符合设计要求
紧急切断阀
动作性能试验是否符合标准和设计要求
密封性能试验是否符合标准和设计要求
安全阀或
爆破片
型号、规格是否符合设计要求
是否经校验合格
开启压力是否符合设计要求
密封性能试验是否符合标准和设计要求
备注
检验员:日期:
JL/DD03A.04
压力管道强度、严密性试验和安全保护装置
及密封性能测试专项监督检验原始记录
压力容器质量证明书
13
设备就位安装记录
14
焊材质量证明书(或复验报告)
15
焊接工艺评定
16
焊接施工检查记录
17
管道安装质量检查记录
18
支吊架安装记录
19
焊缝无损检测委托单
20
焊缝无损检测报告
21
焊口分布图及无损检测焊口标注图
22
阴极保护工程验收报告
23
静电接地测试报告和验收记录
24
通球清管、吹扫、干燥记录
试验管段
试验压力
MPa
试验介质
环境温度
℃
保压时间
压力管道安装单位监督检查记录表
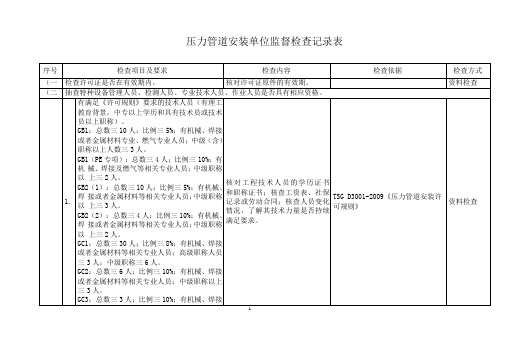
序号
检查项目及要求
检查内容
检查依据
检查方式
(一)
检查许可证是否在有效期内。
核对许可证原件的有效期。
资料检查
(二)
抽查特种设备管理人员、检测人员、专业技术人员、作业人员是否具有相应资格。
1.
有满足《许可规则》要求的技术人员(有理工 教育背景,中专以上学历和具有技术员或技术 员以上职称)。
核对许可证书、营业执照等资料 的变化情况。
TSG Z0005-2007《特种设备制造安 装改造维修许可鉴定评审细则》
资料检查
(九)
发现的上次评审工作质量存在问题情况
现场检查、 资料检查
注:检查项目根据被检查单位的许可级别可删除不适用的内容,表中没有的级别要求也可根据《许可规则》修改相应要求。
GB2(2):总数三4人;比例三10%;有机械、焊 接或者金属材料等相关专业人员;中级职称以 上三2人。
GC1:总数三30人;比例三8%;有机械、焊接 或者金属材料等相关专业人员;高级职称人员 三3人;中级职称三6人。
GC2:总数三6人;比例三10%;有机械、焊接 或者金属材料等相关专业人员;中级职称以上 三3人。
TSG Z0004-2007《特种设备制造安 装改造维修质量保证体系基本要 求》
资料检查
(六)
最近一次评审提出的整改项目是否整改。
查阅最近一次评审的评审报告 并落实验证整改情况。
TSG Z0005-2007《特种设备制造安 装改造维修许可鉴定评审细则》
资料检查
(七)
抽查是否存在超出许可范围和许可有效期进行工 程项目施工的情况。
GC3:总数三3人;比例三10%;有机械、焊接
压力管道焊接施工检查记录表

压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
焊接记录表
/
单位工程:低温甲醇洗(706)
规
格
坡口形式、角度
外观 检查
无损检验 方法 报告号
φ33.7×4.5
V型坡口60°±5
°
焊 工 号
评定 结论
合格 RT 706-RT-827 1540 合格
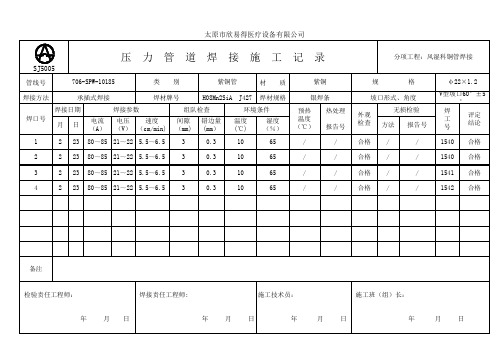
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
环境条件
年 月日
年月日
年
月日
年
月日
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
银焊条
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
压力管道安装安全质量监督检验项目表及特性表
(3)压力管道安装安全质量监督检验项目表(续表)
序号 26 27 28 29 30 31 32 33 34
检验项目 管道防腐检验检测质量 管道防腐补口补伤质量
类别 B B B B B B A B B A A B B B B
监检 结果
工作见证
检验员
管 绝热工程施工质量 道 安 管沟开挖、回填、埋深质量 装
对建设单位、安装单位、监理单位、检测单位、防腐单位安全质量管理行为的评价和对遗留 问题的处理意见:
监督检验员: 量及检查验收 管道附属设施、管道标志 无损检测单位及人员资质 无 损 无损检测报告 检 测 射线检测底片抽查
35 强度(耐压)试验及试验报告或记录 36 气密(泄漏)性试验及试验报告或记录 37 单体试验及整体试运行 38 管道吹扫(清洗)、干燥、通球试验 39 其它试验 40 管道安装竣工技术资料审查
(2)压力管道安装安全质量监督检验项目表
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 材 料 及 检 验 检验项目 工程规划许可证 资 开工告知 料 设计资料 审 查 施工组织设计或施工方案 设计更改 管子、管件质量证明及验收报 告或记录 焊接材料质量证明及验收报告 或记录 管道防腐质量 材料代用 管道附件及附属设备 阀门检查与试验 焊接工艺评定 焊接工艺规程或卡、焊工资质 焊 焊缝布置、坡口、对接错边量 接 焊缝接头表面质量 焊缝返修 焊前预热及焊后热处理 管道预制加工 管道布置、走向与设计图样的 一致性 管道法兰、阀门、其他固定连 接和可拆卸连接件装配质量 管 道 补偿器安装质量 安 装 支吊架安装质量 阴极保护装置安装质量 静电接地装置安装质量 安全附件及密封装置 类别 B A B B B A A B B B B A A B B B B B B B B B B B B 监检 结果 工作见证 检验员
压力管道焊接施工检查作业记录表(范本)
工程名称: 分项工程名称:区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气孔
焊瘤
飞溅
夹渣
焊工意见
记录人: 年月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录焊工意见记 Nhomakorabea人:年月日 审核人: 年 月日
记录人:年月 日审核人: 年 月日
压力管道焊接施工检查记录表
压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。
压力管道日常检查记录表
设备编号:
检查年月:
年月
检查内容 日 输送易燃介质的压力管道,其紧急 管上阀门.膨胀节.法 设备的防腐或者绝热 支吊架完好,不存在
期 处理装置应完好,其它消防措施也 兰有无腐蚀和松动? 层完好,不存在破损 异常现象,有关配件
运行期间是 安全附件是否 否有超压、 完好、有效,
其他
备注
应完善
有否介质泄漏现象 、脱落,绝热层无跑 无损坏,不存在异常 超温、超量 是否在有效期
期 处理装置应完好,其它消防措施也 兰有无腐蚀和松动? 层完好,不存在破损 异常现象,有关配件
运行期间是 安全附件是否 否有超压、 完好、有效,
其他
应完善
有否介质泄漏现象 、脱落,绝热层无跑 无损坏,不存在异常 超温、超量 是否在有效期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
25
26
27
28
29
30
年月
备注
检查人
压力管道日常检查记录表
使用单位:氨钙车间
设备名称:中压蒸汽冷凝液管 管道级别:GC2
设备编号:
检查年月:
检查内容 日 输送易燃介质的压力管道,其紧急 管上阀门.膨胀节.法 设备的防腐或者绝热 支吊架完好,不存在
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
页脚内容
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
页脚内容
页脚内容
检验员: 年 月 日 检验责任师:
年 月 日
压力管道组对工序交接卡
工程名称: 分项工程名称: 区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
页脚内容
页脚内容
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
页脚内容
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
页脚内容
记录人:年月日审核人:年月日
页脚内容。