设备和管道防腐和涂漆设计规定_2010.12.30_
设备与管道涂料防腐设计与施工规范
设备与管道涂料防腐设计与施工规范一、涂料防腐设计规范(一)环境分析与设计:1.对设备与管道所处环境进行全面的调查和分析,包括湿度、温度、土壤条件、化学物质浓度等;2.根据环境分析结果,确定涂料的类型、厚度和防腐效果的要求。
(二)涂料选型设计:1.根据设备与管道材料、使用条件和防腐要求,确定适用的涂料种类;2.对每种涂料,应了解其基本性能、施工工艺和使用寿命等指标;3.选择涂料应兼顾经济性、环保性和施工方便性,并符合相关的国家标准和行业规范。
(三)涂料施工设计:1.根据设备与管道的特点,设计涂料的施工方式和工艺流程;2.设备与管道表面的准备工作,包括打磨、除锈、除油等;3.涂料的施工方法,包括喷涂、刷涂、浸涂等;4.涂料的涂覆厚度和次数的要求;5.涂料施工后的养护期和质量检验标准。
二、涂料防腐施工规范(一)施工前准备:1.设备与管道表面的准备工作,包括打磨、除锈、除油等,以确保涂料能够与基材充分结合;2.选择适用的底漆,并按照涂料的技术要求施工;3.现场设备与管道的清洁工作,以避免灰尘、杂质等影响涂料的附着力。
(二)涂料施工:1.根据设计要求和设计图纸,按照施工工艺流程进行施工;2.选用适当的施工方法,如喷涂、刷涂、浸涂等,确保涂料表面均匀、平整;3.涂料的施工厚度和次数要按照设计要求进行控制,并注意避免涂料鼓泡和剥落等问题;4.涂料施工期间,应注意环境条件和涂料的使用寿命,及时调整施工方案。
(三)质量检验与验收:1.对涂料施工进行质量检验,包括涂层厚度、附着力、耐化学性等;2.质量检验合格后,进行涂料防腐层的保护和维护工作;3.施工完工后,进行验收,确保涂料防腐层满足设计要求。
三、施工注意事项1.施工人员必须具有相关的涂料防腐施工证书,并按照规范进行施工;2.施工现场必须保持清洁,防止灰尘和杂质污染涂料;3.施工过程中,应采取适当的防护措施,如佩戴防护手套、口罩等;4.施工工具应清洁、整齐,以防止脏污物质影响涂料质量;5.涂料施工完成后,要及时清理施工区域,做好施工记录和整理相关资料。
化工工艺设计项目管道及设备防腐设计规定

化工工艺设计项目管道及设备防腐设计规定管道及设备防腐设计是化工工艺设计中非常重要的一环,它直接关系到项目的运行安全和设备的寿命。
下面将介绍一些常见的管道及设备防腐设计规定。
1.防腐材料选择:在进行管道及设备防腐设计时,应根据工艺要求和介质性质选择合适的防腐材料。
常见的防腐材料有:玻璃钢、聚乙烯、不锈钢等。
对于高温、高压等特殊条件下的设备,应选择耐高温、耐腐蚀的材料。
2.防腐涂层厚度要求:在进行管道及设备防腐设计时,防腐涂层的厚度是一个重要的考虑因素。
一般来说,防腐涂层的厚度要满足以下要求:在正常工况下不脱落,能够抵抗化学介质的侵蚀,提供良好的电绝缘性能,防止金属腐蚀等。
3.防腐处理工艺:在进行管道及设备防腐设计时,应选择适当的防腐处理工艺。
常见的防腐处理工艺有:粉末涂层、电镀、防腐油漆等。
不同的防腐处理工艺有不同的特点和适用范围,需要根据具体情况进行选择。
4.接头防腐设计:在进行管道及设备防腐设计时,接头的防腐设计也是非常重要的一环。
对于焊接接头,应进行适当的缓和处理,以提高其耐腐蚀性能。
对于螺纹接头,应选择适当的防腐胶带或者防腐螺纹密封剂进行封闭。
5.设备表面处理:在进行管道及设备防腐设计时,设备的表面处理也是非常重要的一步。
设备表面应光洁平整,并去除锈蚀、油污等杂质,以提高防腐涂层的附着力。
6.防腐涂层检测:在进行管道及设备防腐设计时,应进行适当的防腐涂层检测,以确保其质量。
常见的防腐涂层检测方法有:电火花检测、粗糙度测试、拉伸试验等。
通过这些检测方法,可以及时发现防腐涂层存在的问题,并进行相应的修复和改进。
总结起来,管道及设备防腐设计是化工工艺设计中非常重要的一环。
在进行防腐设计时,应选择合适的防腐材料,设定适当的防腐涂层厚度,选择合适的防腐处理工艺,进行接头防腐设计,进行设备表面处理,以及进行防腐涂层的检测。
通过合理的防腐设计,可以提高项目的运行安全性,延长设备的使用寿命。
防腐涂漆规定
2.2 对于铝材、塑料类的设备、管道以及制造厂已提供完整底漆和面漆的机电设备、机泵、电器设备、开关柜、仪表盘等均不需涂漆。
如有破损,只需涂修补漆。
3.表面处理3.1 表面处理要求设备、管道和钢结构表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物,即达到《化工设备、管道外防腐设计规定》HG/T20679-90中的ST3级。
3.2 为了使处理后的金属表面不致再锈蚀和粘上油污,在表面处理后,必须在不迟于3小时内涂刷第一道底漆。
3.3 法兰密封面以及其他密封面不得使用机械清理,而应采用手工清理。
4.设备和管道表面涂色说明4.1 为了统一全厂各设备、管道的表面涂色,使其整齐美观,便于识别和保证生产操作的安全,故对全厂各个设备、管道的表面涂色作如下规定:4.1.1 UF/RO膜架碳钢结构一律涂成银色,其设备附件的涂色与本体相同。
4.1.2 鼓风机/泵等设备及其附件一律为出厂色。
加药装置的碳钢结构框架/CIP罐一律涂成银色。
其它材质为不锈钢/PE的设备,保持本色,不涂色。
电控柜/仪表柜一律为海灰色。
4.1.3 用黑色喷写设备位号,字体要整齐、大小适当、醒目。
4.1.4 对消防设施如消火栓、消防箱等采用大红色+黄色,危险设施如射线源等涂成黄色与黑色间隔斜条。
4.1.5 对于不保温的管道按照CJ/T158-2002中管道涂色要求执行,以便于识别管内介质的种类和状态。
4.2 保温管道的保护层表面,应涂刷识别色环,色环的尺寸大小要求参见CJ/T158-2002中的相关要求。
4.3 为有利于识别介质种类、压力和流向,在主要管道上应标出介质的流向,并注明按照〈管道命名表〉的管道编号。
这样当遇到紧急情况时,能够迅速找到并及时关闭阀门,以控制事态的发展。
箭头标志一般用铁皮镂空制成模板,然后喷涂识别漆,识别漆的颜色及箭头的尺寸大小要求参见CJ/T158-2002中的相关要求。
编制日期校核日期审核日期审定日期。
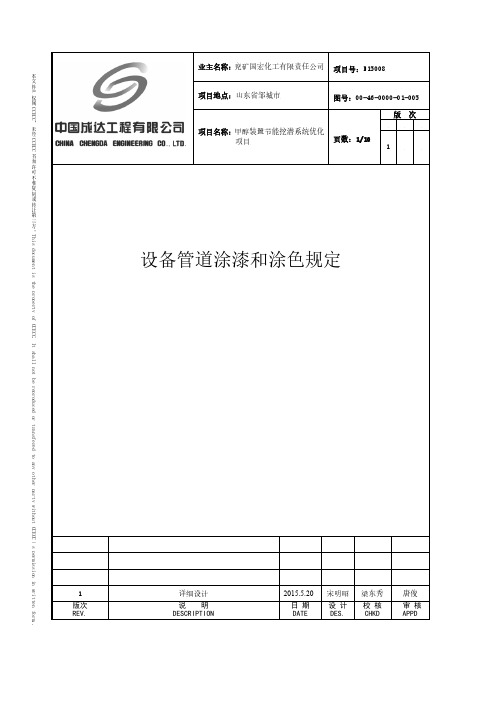
设备管道涂漆和涂色统一规定
501℃~600℃
600 型耐高温防腐底漆
600 型耐高温防腐面漆
B4
适用范围
非绝热低合金钢设备和管道
20
2
20
2
80
-50℃~10℃
环氧煤沥青底漆
C
40
2
80
适用范围
保冷碳钢、低合金钢设备和管道
11~80℃
环氧富锌底漆 环氧煤沥青面漆
D
30
1
100
4
430
适用范围
涂漆代码 P10 的修补方案
表面处理等级 Sa 2.5 Sa 2.5
◎
现场组焊的设备(不绝热)
○
现场组焊的设备(绝热)
○
管道(碳钢低合金钢,不包括镀锌管)
无位号材料
管子、弯头、三通、法兰、
○
管件、支架等(不绝热)
管子、弯头、三通、法兰、
○
管件等 (绝热)
阀门材料
如手工阀门、控制阀、电动阀等
●
注
○ 以原材料交付
◎ 涂底漆
△ 涂面漆
● 按制造厂标准(底漆或面漆)
▲ 涂底漆和面漆
本
业主名称:兖矿国宏化工有限责任公司 项目号:E15008
文
件
产
权 属
项目地点:山东省邹城市
图号:00-46-0000-01-005
CCECC
版次
,
未
经
项目名称:甲醇装置节能挖潜系统优化
CCECC
项目
页数:1/10
1
书
面
许
可
不
准
复
制或转让来自第三方
。
设备管道涂漆和涂色规定
This document is the property of CCECC. It shall not be reproduced or transfered to any other party without CCECC s permission in written form..
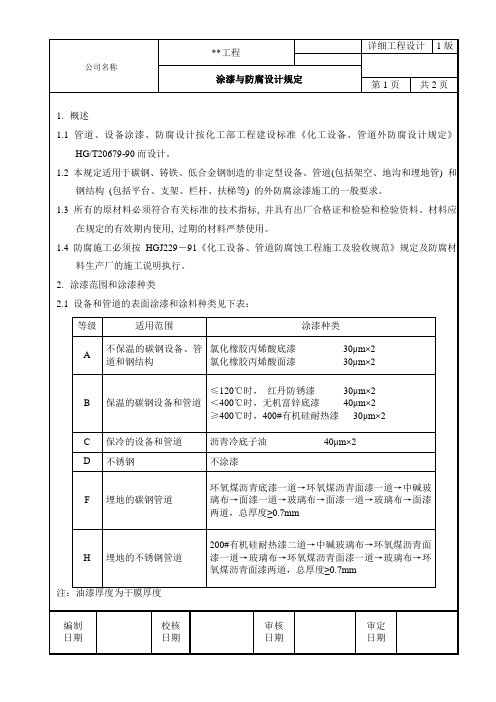
管道涂漆设计规定
6.5管道涂漆设计规定1、涂漆设计一般规定1)涂料的选用应遵守如下原则:①与被涂物的使用条件相适应;②与被涂物表面的材质相适应;③底漆与面漆正确配套;④经济合理;⑤具备施工条件。
2)下列表面应涂漆:①碳素钢、低合金钢的设备、管道表面及附属刚结构应进行涂漆。
②当隔热材料中氯离子浓度大于25ppm,而且无应力腐蚀抑制剂时。
需要隔热的不锈钢管道。
3)除特殊要求外,下述表面不应涂漆:不隔热的奥氏体不锈钢表面;镀锌表面;已精加工的表面;涂塑料的表面;名牌及其它标志牌或标签。
4)在制造厂制造的非定型设备、管道及附属结构应该涂两层防腐底漆。
5)必须在现场完成涂漆任务的设备、管道包括:在现场组装的设备、管道及附属钢结构;在制造厂已涂底漆的,需要现场修复底漆并涂面漆;制造厂已涂完面漆,需要现场涂补修复损坏部位。
6)管道进行涂漆施工之前,必须根据其表面污染和锈蚀程度评级,并按标准进行除锈处理合格(达到所用涂料对钢材表面除锈质量等级要求)后,才允许进行涂漆施工作业。
2、地上管道所用涂漆的选用1)按用途选用涂料用途涂料种类一般防护耐化工大气耐酸耐碱耐盐类耐溶剂耐油耐水耐热耐磨耐侯性酚醛√ √ √ 环氧树脂漆√ √ √ √ √ √ √ 过氯乙烯树脂漆√ √ √ √ √ √ √ 醇酸树脂漆√ √ √ 有机硅树脂漆√ √ √ 富锌漆√ √ √ √ √ 氯磺化聚乙烯漆√ √ √ √ 沥青漆√ √ √ √ 2)按材质表面温度选用涂料材质表面温度℃或隔热种类涂料种类底层面层不隔热的碳钢≤60 铝粉环氧防腐底漆各色环氧防腐漆无机富锌底漆各色环氧防腐漆环氧沥青底漆环氧沥青防腐漆乙烯磷化底漆-过氯乙烯底漆各色过氧乙烯防腐漆铁红醇酸底漆各色醇酸磁漆红丹酚醛防锈漆铁红酚醛防锈漆各色酚醛耐酸漆氯磺化聚乙烯底漆氯环化聚乙烯磁漆61~200 无机富锌底漆环氧耐热底漆环氧耐热磁漆、清漆201~400 无机富锌底漆铝粉有机硅耐热漆草绿有机硅耐热漆隔热的碳钢保温红丹酚醛防锈漆无铁红酚醛防锈漆无保冷石油沥青无沥青底漆无隔热的奥氏体不锈钢≤100 铝粉环氧防腐底漆无101~400 无机富锌底漆无注:①隔热的奥氏体不锈钢表面涂底漆,是指所用的隔热材料中氯离子浓度大于25ppm且无应力腐蚀抑制剂者;②各色过氯乙烯防腐漆的底层为一层乙烯磷化底漆和一层过氯乙烯底漆,面层为5层,其余涂料底层与面层各为2层。
设备与管道的涂料防腐

设备与管道的涂料防腐2.1 概述为了防止工业大气、水及土壤对金属的腐蚀,设备及管道外部涂漆是化工企业防腐蚀的重要措施之一。
(本节可述的内容布不包括阴极保护等其它防腐方法)。
一般以碳钢、低合金钢、铸铁为材料的设备、管道、支架、平台、栏杆、梯子等均应涂漆防腐。
有色金属铝、铜、铅等、奥氏体不锈钢、渡锌表面、阴极保护表面、涂防火水泥的金属表面以及塑料和涂塑料的表面均不涂漆。
在制造厂制造的非定型设备、管道及附属钢结构应在出厂前选涂两道防腐底漆(按制造商规定),在施工现场涂面漆。
在施工现场组装的设备、管道及附属钢结构应在现场涂漆。
对制造厂已涂面漆的设备,如因运输中涂漆被损坏,对损坏的部位应在现场进行补涂。
对设备的铭牌及其他标志板或标签,其表面不应涂漆。
2.1.1 涂料的选用应遵守下列原则:(1) 设备及管道的使用工况相适应;(2) 与设备及管道的材料及表面处理相应;(3) 底漆,中间漆与面漆正确配套;(4) 经济合理;(5) 具备施工条件。
防腐施工必须按国家、行业现行的有关规定及防腐材料生产厂的施工说明执行。
压力容器和管道必须在完成全部热处理、水压试验合格后才能涂漆。
只有在设备和管道焊缝质量检查合格时,才能在焊处涂漆。
涂底漆前应对组装符合、焊接坡口、螺纹等特殊部位加以饱和,以免涂上油漆。
2.2 金属表面处理2.2.1 钢材表面原始锈蚀分级钢材表面原始锈蚀分A、B、C、D四级:A级全面地覆盖着氧化皮而几乎没有铁锈的钢材表面。
B级已发生锈蚀,且部分氧化皮已经剥落的钢材表面。
C级氧化皮已因锈蚀而剥落或者可以刮除,且有少量点蚀的钢材表面。
D级氧化皮已因锈蚀而全面剥离,且已普遍发生点蚀的钢材表面。
2.2.2 钢材表面除锈质量等级通过手工或动力工具除锈,应使钢材表面除锈质量达到St2或St3级,通过喷射或抛射除锈,应使钢材表面除锈质量达到Sa1,Sa2或Sa21/2。
St2 彻底的手工和动力工具除锈。
钢材表面无可见性的油脂和污垢,且无附着不牢的氧化皮、铁锈和油漆涂层等附着物。
设备和管道涂漆设计规定

6.5管道涂漆设计规定1、涂漆设计一般规定1)涂料的选用应遵守如下原则:①与被涂物的使用条件相适应;②与被涂物表面的材质相适应;③底漆与面漆正确配套;④经济合理;⑤具备施工条件。
2)下列表面应涂漆:①碳素钢、低合金钢的设备、管道表面及附属刚结构应进行涂漆。
②当隔热材料中氯离子浓度大于25ppm,而且无应力腐蚀抑制剂时。
需要隔热的不锈钢管道。
3)除特殊要求外,下述表面不应涂漆:不隔热的奥氏体不锈钢表面;镀锌表面;已精加工的表面;涂塑料的表面;名牌及其它标志牌或标签。
4)在制造厂制造的非定型设备、管道及附属结构应该涂两层防腐底漆。
5)必须在现场完成涂漆任务的设备、管道包括:在现场组装的设备、管道及附属钢结构;在制造厂已涂底漆的,需要现场修复底漆并涂面漆;制造厂已涂完面漆,需要现场涂补修复损坏部位。
6)管道进行涂漆施工之前,必须根据其表面污染和锈蚀程度评级,并按标准进行除锈处理合格(达到所用涂料对钢材表面除锈质量等级要求)后,才允许进行涂漆施工作业。
2、地上管道所用涂漆的选用25ppm且无应力腐蚀抑制剂者;②各色过氯乙烯防腐漆的底层为一层乙烯磷化底漆和一层过氯乙烯底漆,面层为5层,其余涂料底层与面层各为2层。
4、埋地管道的防腐蚀1)埋地钢质管道的防腐蚀等级,应根据所埋地区土壤腐蚀性等级按下表确《埋地钢质管道石油沥青防腐层技术标准》SY/T 0420-97、《埋地钢质管道环氧煤沥青防腐层技术标准》SY/T 0447-96、《埋地钢质管道聚乙烯防腐层技术标准》SY/T 4013-95等的具体要求合理选取。
4、管道防腐涂敷层数,应根据所选用涂漆材料的技术条件或涂漆材料生产商提供的相关资料决定。
设备与管道涂料防腐设计与施工规范标准

设备与管道涂料防腐设计与施工规范1 总则1.1 本规范适用于石油化工钢制设备、管道及其附属钢结构的外表面涂料防腐蚀工程。
本规范不适用于表面温度超过500 ℃的设备和管道的外表面涂料防腐蚀。
本规范不包括设备和管道的表面色和长输管道的涂料防腐蚀。
1.2 执行本规范时,尚应符合现行有关强制性标准规范的规定。
2 名词、术语2.1 涂料coating 涂覆于物体表面能形成具有保护、装饰或特殊性能(如绝缘、防腐等)的固态涂膜的一类液体或固体材料之总称。
在具体的涂料品种名称中可用“漆”字表示“涂料”,如防锈漆、耐酸漆等。
2.2 漆膜或涂膜paint film 将涂料均匀地涂覆于物体表面上所形成的连续的膜,它可以由一道或几道涂层构成。
2.3 清漆vernish 不含着色物质的一类涂料,常作面漆使用,能形成具有保护、装饰或特殊性能的透明漆膜。
2.4 磁漆enamel涂覆后,所形成的漆膜坚硬.、平整光滑,外观通常类似于搪瓷的一类涂料2.5 底漆或底层priming coat多层涂装时,直接涂覆于钢材表面上的涂料。
2.6 二道底漆surfacer 多层涂装时,用来修正不平整底漆表面的一类涂料。
2.7 中间漆或中间层intermediate coat 介于底层与面层之间的涂层,其主要作用是较多地增加防腐蚀涂层的厚度,且能与底漆和面漆良好附着。
2.8 面漆或面层top coat 多层涂装时,涂覆于最上面的一层涂料,一般为l—2 道。
2.9 附着物adherend 主要包括焊渣、焊接飞溅物,可溶性盐类、油脂、污垢、氧化皮、铁锈和旧漆涂层等。
2.10 遮盖力covering power 在物体表面均匀地涂覆一层涂料,使物体表面被完全遮盖而不再呈现原来的状态。
此时,每平方米所用的涂料克数称为遮盖力。
单位:g/m2 。
2. 11 附着力adherence 附着力表示漆膜与被涂物两种物质表面通过物理和化学力的作用结合在一起的牢固程度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
远东石化有限公司年产140万吨PTA工程
设备及管道涂漆、涂色规定
1 设备和管道防腐和涂漆设计规定
1.1 应用的主要标准规范
《石油化工设备和管道涂料防腐蚀技术规范》 SH3022-1999 《石油化工设备管道钢结构表面色和标志规定》 SH3043-2003 《涂装前钢材表面锈蚀等级和除锈等级》 GB8923-88
1.2 涂漆范围
1.2.1 碳钢、低合金钢的设备、管道及其附属钢结构表面应涂漆。
1.2.2 除特殊规定外,下列表面不需涂漆:
(1)不锈钢的表面;
(2)镀锌材料的表面;
(3)已精加工的表面;
(4)铭牌极其它标志板或标签;
(5)涂塑料或涂变色漆的表面;
(6)由制造厂提供已具有完整的和符合要求的底漆和面漆的仪表、仪表盘、电器及设备等。
1.2.3 下列情况应在施工现场涂漆
(1)在施工现场组装的设备和管道及其附属钢结构;
(2)在制造厂已涂底漆,需在施工现场修整和涂面漆的设备和管道及其附属钢结构;
(3)在制造厂已涂底漆,需在施工现场对损坏的部位进行补涂的设备和管道及附属钢结构;
(4)埋地设备和管道应进行涂漆和防腐蚀。
1.3 涂料防腐
1.3.1 防腐材料按《石油化工设备和管道涂料防腐蚀技术规范》(SH3022-1999)的要求进行选用.
1.3.2 地上管道及设备防腐涂料
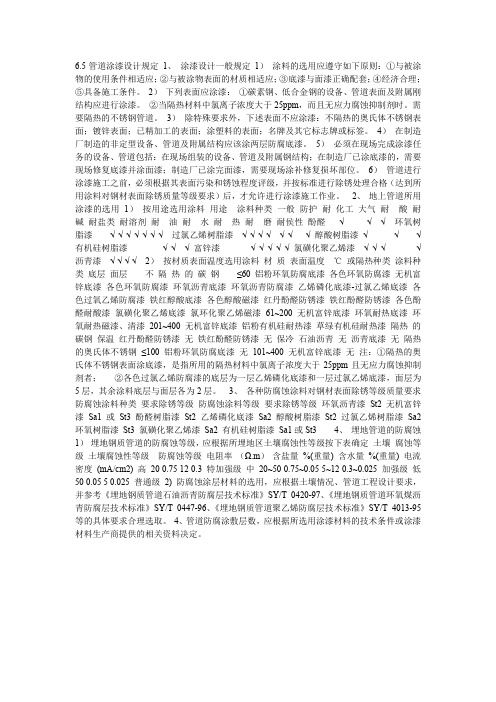
地上管道及设备除锈等级和涂漆要求参照下表:
序号 使用场合 除锈等级防腐涂漆要求 涂层干膜总厚度
1 不保温设备和管道
温度t<100℃
Sa2.5
底漆:环氧有机硅耐热底漆
1×80 um
中间漆:842环氧云铁浮锈漆
1×60 um
面漆:各色聚氨酯防腐漆
2×30 um
≥200um
2
不保温设备和管道
100℃≤温度t≤400℃
Sa2.5
底漆:无机富锌底漆
1×80 um
中间漆:铁红色有机硅耐热底漆
1×60 um
面漆:各色有机硅耐热漆注
2×30 um
≥200um
3 保温设备和管道
温度t<200℃
Sa2.5
底漆:无机富锌底漆
1×20 um
中间漆:耐热漆(200℃)
1×40 um
≥60um
4
保温设备和管道
200℃≤温度t≤400℃
Sa2.5
底漆:无机富锌底漆
1×40 um
中间漆:耐热漆(400℃)
1×40 um
≥80um
5 保冷设备和管道 Sa2.5底漆:冷底子油
2×40 um
≥80um
注:有机硅耐热漆的耐热温度必须高于设备的设计温度。
1.3.3 埋地管道防腐涂料
埋地管道防腐均按特加强级处理,采用环氧煤沥青+玻璃布的防腐涂层结构,具体如下:底漆-面漆-玻璃布-面漆-玻璃布-面漆-玻璃布-两层面漆。
2 设备及管道的表面色和标志色
2.1管道的表面色和标志按照《石油化工设备管道钢结构表面色和标志规定》
(SH3043-2003)的规定执行。
2.2 静设备面漆颜色
设备类别面漆颜色国标色号
容器, 罐及换热器蓝灰 PB08
不需保温的液氮罐白色
不需保温的氮气罐淡黄色Y06
2.3动设备面漆颜色
序号类别表面色颜色国标代号
1 碳钢泵体和底座淡灰B03
淡灰B03
2 电机
苹果绿G01
3 联轴器防护罩淡黄Y06
4 减速机蓝灰 PB08
5 压缩机淡绿色G02
6 风机淡酞色PB06
7 离心机淡绿色G02
8 鹤管中黄色Y07
9 消防设备大红色R03
10 冷冻机苹果绿G01
11 起重机出厂色
12 刮泥机出厂色
以上是设备涂漆的通用规范,在正式涂漆前,制造商必须将选用的漆的具体厂家和牌
号书面通知甲方,在得到甲方的认可后,方可进行涂漆。
设备在出厂前,不保温设备的面
漆必须涂好,并注意表面色。
.。