模具零件公差与配合尺寸标注标准(试行版)
模具零件公差标准

A通用公差前模 后模玉0/-0.01 对应项目QC 放用标准BBA 模玉外围B C管位框中心 管位框大小±0.01 0/+0.02D 原身管位 ±0.01 0/-0.02 -0.02/+0.05BBEDM ,CNC 加工 -0.02/+0.05E FPL 面 0/+0.02A G镶件孔镶(顶)针孔 按产品材料确定公差斜顶孔 EG HI J K M N行位槽 铲基槽0/+0.02 0/+0.02 0/+0.02 K碰(擦)穿位0.00/+0.05F枕位 0/+0.02 ±0.01 0.00/+0.05D0/+0.02 镶件挂肩深度运水孔中心 螺丝孔中心±0.20 ±0.20±0.50 ±0.50 MCNC 加工胶位 0/+0.05 ±0.05 EDM 加工胶位 0/+0.05 ±0.05EN胶位 公差G省模后胶位±0.03说明:C1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标准.EMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司G模具零件通用尺寸公差标准零件名称 制定日期模玉适用模具等级 修订日期所有模具2007-8-12008-12-15 版本号 2.0QC 放用 标准对应项目通用公差BBA CORE 外形 0/-0.01B 镶件外形 0/-0.01C 镶件外形 +0.02/+0.05D 镶件斜度 ±0.05° A0~-0.1EF0/+0.01 0/+0.01顶针槽 G 挂肩高度 0/-0.010/+0.02 0/+0.05 A0/+0.02 F普通 磨床加工胶位 尺寸 CNC 加工胶位 胶位 EDM 加工胶位±0.05 ±0.05EBB说明:BD1.本公差标准仅适用于本司加工的 模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要 求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标 准.E FGEBBMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司BCB模具零件通用尺寸公差标准GBB零件名称 CORE/镶件 适用模具等级 制定日期 2007-8-1 修订日期 所有模具 C版本号 2.02008-12-15模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0B:深度第 3 页,共 4 页 对应项目通用公差 QC 放用标准A 0/+0.02 0/+0.02 0/-0.01 0/-0.010/-0.01 0/-0.010/-0.01 0/-0.01 0/-0.1 0/+0.03 0/+0.03镶件管位框大小 镶件管位框深度EKLBAD D C 行位高度 D 行位外围E 镶件管位高度F 镶件管位外围 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02-0.05/-0.1KAFG FG 镶件外围H 压板宽度I 压板长度 CL CJ 压板高度 +0.01/+0.02 +0.01/+0.03SK 铲机外围 L 铲机高度 0/-0.02 0/-0.05 0/-0.01 +0.02/+0.10 0/-0.01 0/-0.01 0/-0.01 0/+0.01 0/-0.02 0/-0.03 0/-0.1 DOM N 斜顶 斜顶0/-0.02QRHIO 斜顶大小P MN P斜顶扣\导向块0/-0.05 0/+0.02PQ 斜顶扣 O R 斜顶扣 S 导向块 SJW:0/+0.02HT 导向块 +0.03/+0.05 UUU 耐磨板外围0/-0.1V 耐磨板厚度 +0.02/+0.05SMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司T UVSP模具零件通用尺寸公差标准说明: 1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为 准,QC 不可使用本表中的放用标准.零件名称 行位\斜顶 适用模具等级 制定日期 2007-8-1 修订日期所有模具 版本号2.02008-12-15模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0 第 4 页,共 4 页对应项目 A 基准孔到框中心 通用公差±0.01 C :框底与模 胚背面高度BB 精框长宽尺寸 +0.01/+0.03C 框底到反面高度0/+0.02 0/-0.02 0/+0.02 0/+0.05 ±0.20 D E FG H I JA\B 板总厚度 C 板高度 撑头高度 D限位柱高度 回针长度 B0/+0.02 0/+0.02 ±0.01顶针底板厚度 垃圾钉高度AA注:1.未注公差按IQC 模胚验收标准.2.模胚高度方向所有尺寸以框底拿数3.本公差标准同样适用于外发全(半)加工. 2.如果图纸或客户文件另有公差要求,以图纸或 客户文件要求的公差为准.HGMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司FEI模具零件通用尺寸公差标准零件名称模胚适用模具等级所有模具J制定日期 2007-8-1 修订日期 2008-12-15 版本号 2.0。
模具零件公差与配合尺寸标注标准(试行版)
5、重要配合尺寸的形位公差选用5~7级。
6、粗糙度:外观面~。配合、滑动面等~。
6、上述配合公差及等级为一般精度模具。
7、一般配合尺寸公差不在图纸上标注,只注明本张图纸或某部分尺寸加工等级(既指定公差级别),车间按此等级公差标准进行生产与检验的方法也是一种方法。但从成本与效率及长远角度讲应在图纸上标注为好。
三、运水井孔
位置公差:小于150㎜、±㎜,大于150㎜、±㎜。
深度公差:+1㎜。 直径公差:+㎜。
四、避空位、倒角、底孔钻孔深度、有效牙深度等如下表:
螺纹规格
M4
M5
M6
M8
M10
过孔直径
φ
φ
φ
φ
φ11
杯头直径
φ7
φ
φ10
φ13
φ16
沉孔直径
φ8
φ10
φ12
φ14
φ18
杯头长度
4
5
6
8
10
沉孔深度
9
3)、除上述极端尺寸外,多数模具零件重要配合尺寸选用6级~9级。
2、优先配合孔、轴公差表等相关配合类表依据国家标准。
3、常用公差5~12级和尺寸分段如下表(表一)
基本尺寸㎜
IT5
IT6
IT7
IT8
IT9
IT10
IT11
IT12
IT13
IT14
≤3
4
6
10
14
12
18
30
48
75
20
29
46
72
115
185
290
模具尺寸配合公差标注作业标准

2.6.3镶件孔单边mm
2.6.4中子孔直径公差采H7级配合公差
2.6.5中子定位方向尺寸mm
2.7动模仁
2.7.1模仁大小单边mm
2.7.2模仁厚度±0.01 mm
2.7.3镶件孔单边mm
2.7.4滑块配合面单边mm
2.7.5顶针位置.X为0.15 mm
2.6.6中子孔直径公差采H7级配合公差
PS
0.02
PA
0.005~0.015
SB
0.03
PPS
0.01~0.03
ABS
0.03
PC
0.01~0.03
SAN
0.03
PBT
0.005~0.015
PPO
0.03
PC+ABS
0.015~0.02
2.14凡以上所述之滑动面,配合面依述标准标示,特殊公差再以特别提示。
核准
审核
编修
起案
修订日期
。
1用途
1.1提升制程,缩短工时
1.2精确控制尺寸
1.3便于装配
2作业内容
2.1组立图
2.1.1型腔型芯部分±0.01mm
2.1.2滑块压条±0.01mm
2.1.2定模板厚公差±0.02mm
2.1.3动模板厚公差(规格-0.2)±0.02mm
2.1.4方铁厚度公差±0.02mm
2.1.5底针板厚公差±0.02mm
2.9.2斜顶孔之公差为 mm .
2.10 EJECTOR BLOCK (顶出块)
2.10.1顶出块部份为 mm◦
2.10.2镶件部分为 mm◦
2.11靠破
2.11.1凡靠破面尺寸公差是mm
模具机加公差标准

分 类编 号拉延模(DRAW)-下模(PUNCH)名 称2D轮廓线(分模线):粗糙度3.2导板面:粗糙度1.6背托面:粗糙度3.23D 150以上700以内150以上粗加工: 余量+0.5精加工: 精度±0.1,垂直度0.01粗加工:余量+0.5精加工:精度±0.02,垂直度0.02/150粗加工:留余量+0.5精加工:精度±0.1到底块面:粗糙度3.2粗加工:留余量+0.5精加工:精度:±0.1U槽座面:粗糙度3.2粗加工:余量1精加工:精度+0.5U槽:粗糙度12.5粗加工:精度+0.5T槽(键槽):粗糙度1.6粗加工:余量+0.5精加工:位置精度±0.02;宽度+0.025侧基准:粗糙度3.2粗加工: 余量+0.5精加工:φ50 精度±0.01;平行度0.01;垂直度0.01底平面:粗糙度3.2粗加工:留余量+1.0精加工:平面度:0.02/㎡型面:粗糙度1.6粗加工: 余量+0.5精加工: 精度+0.05分 类编 号拉延模(DRAW)-上模名 称导向面:粗糙度0.8平衡块座面:粗糙度导板面:粗糙度1.6三销基准孔:粗糙度1.63D 安全座面:粗糙度6.3粗加工:留余量+0.5精加工:精度±0.1定位具逃孔:粗糙度12.5粗加工:精度±0.2粗加工:留余量+0.5精加工:精度±0.02;垂直度0.02/150±0.1底平面:粗糙度3.2粗加工:留余量+1.0精加工:平面度≤0.02/㎡3.2粗加工:留余量+0.5精加工:±0.1粗加工:余量+0.5精加工:精度±0.02;垂直度0.02/150粗加工: 余量+0.1精加工: 孔径H7,位置公差±0.02型面:粗糙度1.6粗加工: 余量+0.5精加工: 精度+0.05T槽(键槽):粗糙度1.6粗加工:余量+0.5精加工:位置精度±0.02;宽度+0.025分 类编 号拉延模(DRAW)-压边圈名 称定位具座面:粗糙度3.22D轮廓线(拉延)粗糙度3.2导向面:粗糙度0.8平衡块座面:粗糙度安全座面:粗糙度6.3三销基准孔:粗糙度1.63D 安全螺栓座面:粗糙度6.3粗加工:留余量+0.5精加工:精度±0.2粗加工: 余量+0.5精加工: 精度±0.1250以内安全螺栓孔钻孔:精度±0.5;位置±0.2粗加工: 余量+0.5精加工: 精度±0.1;垂直度0.01从底面:粗糙度3.2粗加工:余量+0.5精加工:精度±0.02顶杆腿:粗糙度3.2粗加工:留余量+0.5精加工:±0.02导向面:粗糙度0.8粗加工:留余量+0.5精加工:精度±0.02;垂直度0.02/150侧基准:粗糙度3.2粗加工: 余量+0.5精加工:φ50 精度±0.01;平行度0.01;垂直度0.01粗加工:留余量+0.5精加工:精度±0.02;垂直度0.02/150导板面:粗糙度1.6粗加工:余量+0.5精加工:精度±0.02,垂直度0.02/1503.2粗加工:留余量+0.5精加工:±0.1粗加工:留余量+0.5精加工:精度±0.1粗加工: 余量+0.1精加工: 孔径H7,位置公差±0.02型面:粗糙度1.6粗加工: 余量+0.5精加工: 精度+0.05分 类编 号修边或翻边或冲孔模-下模名 称刀块安装座面导柱\:粗糙度1.6导向面:粗糙度0.8凹模套孔:粗糙度1.6止转销孔:粗糙度1.6粗加工:余量+0.5精加工:精度±0.1废料刀座面:粗糙度1.6粗加工: 留余量+0.5精加工: 精度±0.1侧基准粗加工:余量+0.5精加工:精度±0.01底平面:粗糙度1.6粗加工:留余量+1.0精加工:0.02/㎡粗加工: 余量+1.0精加工: 位置度±0.01;孔径公差H7;垂直度0.01;锥度0.01粗加工: 余量+0.5精加工: 精度±0.02;垂直度0.02/150U槽座面:粗糙度1.6粗加工: 留余量+1.0精加工: 精度+0.5键槽粗加工:余量+0.5精加工:位置度±0.02宽度+0.025粗加工:留余量+0.5精加工:孔径H6;位置±0.015;垂直度0.01粗加工:留余量+0.5精加工:孔径H6;位置±0.015;垂直度0.01分 类编 号修边或翻边或冲孔模-上模名 称镶块安装座面:粗糙度1.6侧销孔面:粗糙度1.6导向面:粗糙度背托面:粗糙度1.6导套孔:粗糙度导板面:粗糙度1.6粗加工: 余量+0.5精加工: 精度±0.1粗加工: 余量+0.5(1.0)精加工: 孔径H10、位置度±0.1弹簧安装面:粗糙度1.6粗加工:余量+0.5精加工:精度±0.10.8粗加工:余量+0.5精加工: 精度±0.02垂直度0.02/150冲孔安装面:粗糙度1.6粗加工: 余量+0.5精加工: 精度±0.1U槽座面:粗糙度3.2粗加工:余量+1.0精加工:精度+0.5粗加工: 余量+0.5精加工: 精度±0.1;垂直度0.01底平面:粗糙度3.2粗加工:留余量+1.0精加工:平面度≤0.02/㎡1.6粗加工: 余量+1.0精加工: 位置度±0.01、孔径公差H7;垂直度0.01;锥度0.01粗加工: 余量+0.5精加工:精度±0.02垂直度0.02/150分 类编 号模具加工基准书适用车型机械加工标准名 称NC型面加工粗加工:半精加工:精加工:(外板pitch0.5mm,步距0.003mm)(内6清内R面角留加工余量02精度:型面加工:Φ50、留加工余量1mm、pitch5mm 清内R面角:Φ25、留加工余量1mm、pitch5mm型面加工:Φ30、留加工余量0.2mm、pitch2mm 清内R面角:Φ25、留加工余量0.2mm、pitch2mm板pitch0.7mm,步距0.005mm)1、型面加工:Φ30、留加工余量0mm、2、清内R面角:Φ20、留加工余量0.2mm3、清内R面角:Φ16、留加工余量0 mm4、清内R面角:Φ12、留加工余量0.2mm5、清内R面角:Φ10、留加工余量0 mm6、清内R面角:Φ8、留加工余量0.2mm 型面NC加工精度:±0.1mm分 类编 号修边模、翻边模压料器名 称背托:粗糙度3.2粗加工: 余量+0.5精加工: 精度±0.1导板面:粗糙度1.6粗加工: 余量+0.5精加工: 精度±0.02;垂直度0.02/150侧销槽:粗糙度3.2粗加工: 余量+0.5精加工: 精度±0.12D轮廓线(分模面):粗糙度3.2粗加工:余量+0.5精加工:精度±0.1(以R角大小选择刀具)底平面:粗糙度3.2粗加工:留余量+1.0精加工:±0.02分 类编 号修边模或翻边模压料器名 称翻边轮廓线粗加工:φ50 余量+0.5精加工:φ50 精度±0.1(以R角大小选择刀具)底平面:粗糙度3.2粗加工:留余量+0.5精加工:±0.02侧锁槽:粗糙度3.2粗加工:留余量+0.5精加工:±0.1导板安装面:粗糙度1.6粗加工:留余量+0.5精加工:±0.02;垂直度0.02/150分 类编 号翻边模或修边模刃口-下模(LOWER DIE)名 称翻边面或修边面:粗糙度1.6刮料器孔:粗糙度1.6粗加工:φ50 余量+0.5精加工:φ50 精度±0.02粗加工:余量0.3精加工:孔径精度H7;垂直度0.01;锥度0.01(以R角大小选择刀具)导板安装面:粗糙度1.6粗加工:余量0.5精加工:精度±0.02;垂直度0.02/150导向面:粗糙度0.8粗加工:余量0.5精加工:精度±0.02;垂直度0.02/150导柱安装孔:粗糙度1.6粗加工:余量0.5精加工:位置精度±0.01孔径H7;垂直度0.01;锥度0.01分 类编 号名 称翻边模或修边模刃口-上模(UPPER DIE)翻边或修边刃口:粗糙度1.6粗加工: 余量+0.5精加工:精度+0.05MAX25050以上翻边或修边镶块接合面间隙:≤0.05分 类编 号剪边和翻边模名 称刀块安装面导板面:粗糙度1.6导板背托:粗糙度3.2镶块安装座面:粗糙度1.6三销基准孔:粗糙度1.6导向面:粗糙度0.8粗加工: 余量+0.5精加工: 精度±0.1粗加工: 余量+0.5精加工: 精度±0.1;垂直度0.02/150粗加工: 余量+0.5精加工: 精度±0.1镶块背托:粗糙度1.6粗加工: 余量+0.5精加工: 精度±0.1粗加工: 余量+0.5精加工: 精度±0.1模具锁付面:粗糙度1.6粗加工: 余量+1精加工: 精度+0.5粗加工: 余量+0.1精加工: 孔径H7,位置公差±0.02安全平面:粗糙度6.3粗加工: 余量+0.5精加工: 精度±0.1键槽:粗糙度1.6粗加工: 余量+0.5精加工: 精度±0.01粗加工: 余量+0.5精加工: 精度±0.02;垂直度0.02/150分 类编 号斜楔模(CAM-FLANGE)-压料器(PAD)名 称翻边轮廓线:粗糙度3.2翻转螺孔面粗加工: 余量+0.5精加工: 精度±0.1侧锁面:粗糙度3.2粗加工:留余量+0.5侧锁孔精加工: ±0.1导向面:粗糙度1.6粗加工: 余量+0.5侧锁孔精加工: 精度±0.02粗加工:见光分 类编 号凸轮座(CAM HOLDER)名 称凸轮背靠:粗糙度1.6滑块导板面:粗糙度0.8压板面:粗糙度1.6滑块导板面:粗糙度0.8粗加工:φ50 余量+0.5精加工:φ50 精度±0.02(平面度、⊥度)侧锁面粗加工: 留余量+0.5侧锁孔精加工: 精度±0.1粗加工:余量+0.5精加工:精度±0.02(∥、平面度)粗加工:留余量+0.5精加工:精度±0.02(平面度、∥、∠)粗加工:留余量+0.5精加工:精度±0.02(∥、∠、平面度)V槽安装面:粗糙度1.6粗加工: 余量+0.5精加工: 精度±0.02(底面平面度、侧面平行度)分 类编 号凸轮滑块(CAM WEAR FACE)名 称滑块驱动面:粗糙度0.8镶块安装面:粗糙度1.6V槽安装面:粗糙度1.6侧滑块面:粗糙度1.6粗加工:φ50 余量+0.5精加工:φ50 精度±0.02(平行度、垂直度)上压板面:粗糙度0.8粗加工: 余量+0.5精加工: 精度±0.02(平面度、平行度)粗加工:余量+0.5精加工:精度±0.02(∠、平面度)粗加工: 余量+0.5精加工: 精度±0.1(平面度、平行度)粗加工: 余量+0.5精加工: 精度±0.02(底面平面度、侧面平行度)分 类编 号凸轮驱动块(CAM DRIVER)名 称导板面:粗糙度1.6粗加工: +0.5背托面:粗糙度1.6+05粗加工:余量+0.5精加工:精度±0.02(平面度、垂直度)导板面:粗糙度1.6精加工:精度±0.02(∠、平面度))粗加工:余量+0.5精加工:精度±0.1分 类编 号斜楔模名 称斜楔座安装面:粗糙度1.6凸轮座背靠:粗糙度1.6侧销锁孔:粗糙度1.6粗加工:留余量+0.5精加工:精度±0.1粗加工:留余量+0.5精加工:精度±0.1;垂直度0.01粗加工:余量+0.5精加工: 精度H 10模具锁付面:粗糙度3.2粗加工:余量+1精加工:精度+0.5斜楔座安装面:粗糙度1.6粗加工:留余量+0.5精加工:精度±0.1斜楔座定位键槽:粗糙度1.6粗加工:留余量+0.5精加工:精度±0.02宽度和角度分 类编 号名 称导向尺寸精度及公差标准分 类编 号名 称导向尺寸精度及公差标准分 类编 号名 称导向尺寸精度及公差标准导柱冷冻至-60度,植入。
模具部件公差标准

公差与配合的关系
公差与配合是两个相互关联的概念。配合是指两个零件之 间相对位置和装配关系的要求,而公差则是实现这种配合 要求的精度保障。
在模具制造中,合理选择公差与配合关系,能够确保模具 零件之间的装配精度和稳定性,从而提高模具的整体性能 和使用寿命。
03
模具部件的尺寸公差
尺寸公差的概念
尺寸公差
允许零件尺寸变化的范围,是评估零件加工精度 的重要指标。
尺寸公差的作用
确保零件的互换性和装配精度,满足使用要求。
尺寸公差的分类
根据用途,可分为基本尺寸公差和极限尺寸公差。
尺寸公差的标注方法
1 2
在图纸上标注公差值
如直径φ30H7,表示孔的基本尺寸为30mm, 公差等级为H7。
加工成本。
参考标准公差值表
03
根据基本尺寸和公差等级,在标准公差值表中选择相应的公差
值。
04
模具部件的形位公差
形位公差的概念
形位公差
描述模具部件形状和位置精度的参数,包括形状公差和位置公差。
形状公差
描述模具部件轮廓的精确度,如平面度、圆度等。
位置公差
描述模具部件之间相对位置的精确度,如平行度、垂直度等。
影响
对模具的耐磨性、配合性质、疲劳强度等性能产生影响。
表面粗糙度的评定参数
01
轮廓算术平均偏差(Ra)
在取样长度内,轮廓上各点至基准线距离绝对值的平均值。
02
微观不平度十点高度(Rz)
在取样长度内,五个最大轮廓峰高和五个最大轮廓谷深的平均值。
03
模具零件公差规范标准及其表面粗糙度规范标准

附錄二.模具零件公差標准及表面粗糙度規范一.公差對照表.xxx +0.005-0.005二.零件表面粗造度遵照以下表面粗糙度要求,詳細要求見圖面說明:零件類型表面類型表面粗造度表面類型表面粗造度表面類型表面粗造度模板模胚外有面 3.2a 開框 3.2a 過孔 6.3a鉸孔 1.6a模仁外六面 1.6a 型腔面 1.6a 靠破,插破面 3.2a頂針孔 1.6a 入子孔 3.2a 斜頂孔 1.6a 滑塊滑配面0.8a 型腔面 1.6a 其它面 3.2a斜頂滑配面0.8a 型腔面 1.6a 其它面 3.2a耐磨板滑配面0.8a 其它面 3.2a束塊熱處理零件表面0.8a非熱處理零件表面3.2a放電深度與拋光對照表:項目參數對比拋光等級200# 400# 600# 800# 1000# 1200# 1500# 鏡面三.模具型腔拋光規范四.零件標注范例: 1.斜梢標注規范70``1范例一800# 600# 1200# 1500# 2000#鏡面范例二范例三2.斜頂導板標注規范3.耐磨板標注規范4.斜頂滑座標注規范5.斜梢連接杆標注規范6.斜梢頂杆標注規范圓形頂杆方形頂杆7.頂針類標注規范圖1司笥 圖2扁頂針圖3 直身頂針圖4 頂杆圖5 頂塊8.中央導軌標注規范(1) 中央導軌兩面加有斜度形式(2) 中央導軌兩面成直邊形式9.滑塊座標注規范圖1圖210.壓條標注規范(1)普通壓條的標注規范(2)”7”字形壓條的標注規范11.滑塊束塊標注規范圖1 圖2圖312.斜撐梢標注規范圖1 拔杆圖2 斜撐梢五.裝配孔加工公差范例:1. 頂針類適用圖1 直身頂針孔圖2 有托頂針孔圖2 扁頂針孔2.鑲針適用3.日期章組件適用4.TS排氣元件適用5.斜導柱適用圖2 螺絲安裝型斜導柱適用圖3 方形斜導柱適用6.楔緊塊適用圖1圖1 帶肩型楔緊塊適用圖2 嵌入型楔緊塊適用7. 帶斜導柱孔型斜楔適用圖1圖2圖38.滑塊壓條適用圖1 無導槽型壓條適用圖2導槽型壓條適用(導槽高5~8mm)圖2導槽型壓條適用(導槽高15mm) 9.滑塊導軌適用圖1 中心導軌適用圖2 雙導槽型導軌適用10.澆口套適用圖1 螺栓型澆口套適用圖2 JIS_A型澆口套適用圖3 螺栓型錐面澆口套適用11.拉料銷適用圖1 圖212.精定位適用圖1 錐面精定位銷組件適用圖2 錐面精定位塊組件適用圖3精定位塊組件適用。
模具部件公差标准
第27页/共28页
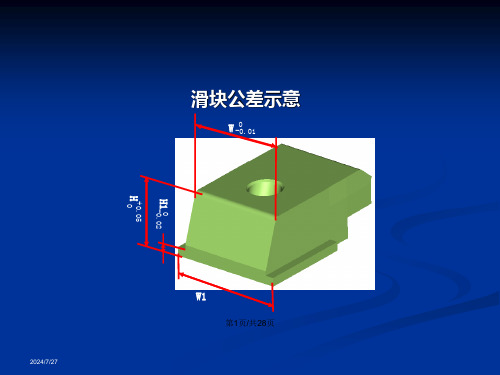
滑块公差示意
第1页/共28页
滑块加工基准示意
第2页/共28页
滑块槽公差示意
第3页/共28页
滑块束块公差示意
第4页/共28页
滑块束块基准示意
第5页/共28页
滑块束块槽公差示意
第6页/共28页
斜顶导向块配合公差与间隙
L
W
H
0
W
0
L
0
第7页/共28页
导向块配合公差与间隙
第8页/共28页
斜顶座顶针板配合公差与间隙
0.5
第9页/共28页
斜顶座顶针板配合公差与间隙
第10页/共28页
斜顶加工基准示意
第11页/共28页
斜顶加工公差一
第12页/共28页
斜顶加工公差二
第13页/共28页
斜顶座加工公差
W1
W±0.02
±0.05
第14页/共28页
斜顶座加工基准示意
第15页/共28页
模仁加工公差
斜顶孔公差:
+0.01
-0.05
长度(X)
宽度(Y)
深度(D)
对框
±0.03
±0.03
±0.03
+0
-0.05
第24页/共28页
镶件公差
H
H
+0.01
0
+0.020第5页/共28页模仁模胚装配基准
注:模仁模胚基准在一侧
第26页/共28页
Copyright © BYD DIVISION Ⅲ 2004 COMPANY CONFIDENTIAL VER1.0
模具设计图纸标注标准及常见尺寸标注方法

5、圖框放大或縮小的比例必須能被1整除。 常用比例有:1:10、1:8、1:5、1:4、1:2.5、 1:1.25、1:1、1.25:1、2:1、2.5:1、4:1、 5:1、8:1、10:1等(特殊時可采用1:1.6)
5‧ (0,0)點選取
A. 主視圖的x、y方向(0,0)點以模具中心為(0,0) 點,特殊情況以成品中心為(0,0)點‧
B. 模仁軸方向(0,0)以pl面為(0,0)點‧
C. 如模具中心,pl面離模仁太遠時,可以模仁直角 邊來定(0,0)點,一般要近基準側優先,並注明 To mcl mm及To pl mm
3 號色----------0.15 -----------綠色
4 號色----------0.10 -----------藍色
5 號色----------0.10 -----------水藍色
6 號色----------0.10 -----------紫色
7 號色----------0.20 -----------白色
3. 具體結構的標注與前面介紹的模板類零件 相同,不再重述。
BACK
模仁类
➢ 前模仁: CAV ➢ 前模镶件: CAV01,CAV02…… ➢ 后模仁: COR ➢ 后模镶件: COR01,COR02……
BACK
前,后模仁
1‧ 標注模仁時,首先將3D傳档过來的DWG档與装 配圖進行核對,檢查模仁尺寸是否正確,以及模 仁有無倒勾,有無做拔模角或尖角。
6. 各頂針﹑套筒﹑扁梢之沉頭均應標注出 孔徑﹑沉頭高度及大小。如下圖十一﹕
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PP料
司筒取值-0.02mm
司筒孔尺寸公差+0.01~0.03mm
ABS料
司筒取值-0.02mm
司筒孔尺寸公差+0.02~0.04mm
5、若司筒来料-0.01mm,则公差须相应变动。
6、上述位置度公差为一般精度要求公差(非精密模下同)。
7、根据具体产品情况,如果司筒定位精度要求较高,或采用慢EDW控制位置度公差。
8、快EDW后,孔表面最后须铰加工。
镶件孔类
1、孔位置度公差:≤150㎜、±0.03㎜,>150㎜、±0.05㎜。
2、孔配合表面粗糙度6.3。
3、镶件孔尺寸公差:0~0.04㎜,镶件尺寸公差:±0.02㎜。
4、上述位置度公差为一般精度要求公差。
5、上述尺寸公差为推平线割纹后的尺寸。
6、镶件孔公差、镶件公差均为配制公差。(既为配作公差)
10
14
25
40
60
0.10
0.14
0.26
>3~6
5
8
12
18
30
48
75
0.12
0.18
0.30
>6~10
6
9
15
22
36
58
60
0.15
0.22
0.36
>10~18
8
11
18
27
43
70
110
0.18
0.27
0.43
>18~30
9
13
21
33
52
84
130
0.21
0.33
0.52
>30~50
11
7、根据具体产品情况,如果镶针定位精度要求较高,可采用小过盈或小间隙的过渡配合。及/或采用慢EDW控制位置度公差。来保证产品技术要求。
8、远胶口位置非胶料冲击位配合间隙可相应放宽PP料可略大0.01mm。ABS料可略大0.02mm。
9、镶针各外圆表面同轴度公差如下表:
同轴度公差表
精度等级
尺寸分段及同轴度公差
≤6 mm
>6~10
>10~18
>18~30
6级
≤0.005
≤0.006
≤0.008
≤0.01
7级
≤0.008
≤0.01
≤0.012
≤0.015
8级
≤0.012
≤0.015
≤0.02
≤0.025
9级
≤0.025
≤0.03
≤0.04
≤0.05
注:可根据具体产品及零件的精度情况选用6~9级公差。
斜顶孔类
2)、锁模块等粗糙零件外形尺寸选用js14级,等。
3)、除上述极端尺寸外,多数模具零件重要配合尺寸选用6级~9级。
2、优先配合孔、轴公差表等相关配合类表依据国家标准。
3、常用公差5~12级和尺寸分段如下表(表一)
基本尺寸㎜
IT5
IT6
IT7
IT8
IT9
IT10
IT11
IT12
IT13
IT14
≤3
4
6
模具零件公差与配合尺寸标注标准
(试行版)
编制:
审查:
审批:
批准:
二零壹零年年一月
配合类:
顶针孔类
1、孔位置度公差≤±0.1mm。垂直度≤0.03/30㎜。
2、孔表面粗糙度1.6。
3、孔尺寸公差如下表:
PP料
顶针取值-0.02mm
顶针孔尺寸公差+0.02~0.04mm
ABS料
顶针取值-0.02mm
顶针孔尺寸公差+0.03~0.06mm
2、孔配合表面粗糙度6.3。
3、镶针孔尺寸公差:-0.01 mm~+0.02mm,镶针(顶针代)取值-0.02㎜。
4、若镶针来料-0.01mm等,则公差相应变动。
5、上述位置度公差、镶针孔径公差为一般精度要求公差。
6、若镶针自制(如较大尺寸),则镶针孔先做,确认孔后,配作镶针。镶针公差为-0.005~-0.025㎜。
3、尺寸公差:
1)、PP料斜顶孔±0.02㎜。推平斜顶孔线割纹后,斜顶孔取值+0.02mm的斜顶公差:-0.02㎜~-0.03㎜,
2)、ABS料斜顶孔±0.02㎜。推平斜顶孔线割纹后,斜顶孔取值+0.02mm的斜顶公差:-0.02㎜~-0.04㎜,
4、上述位置度公差为一般精度要求公差。
5、上述斜顶配合公差为磨/钳工序后尺寸。
0~0.015
0~0.018
0~0.021
0~0.025
1、位置公差:±0.1㎜
2、角度公差:斜导柱长度≤100㎜,±0.35°。>100~200㎜,
±0.3°。>200㎜,±0.2°。
3、孔表面粗糙度3.2~6.3。
螺纹及运水类:
一、位置公差
1.运水孔
钻床运水
A、B板,前、后模:钻深500㎜≤±3.5㎜;钻深400㎜≤±3㎜;钻深300㎜≤±2.5㎜;钻深200㎜≤±1.8㎜。
唧咀类
1、孔尺寸公差:0~0.03㎜。
2、孔表面粗糙度不大于3.2。
3、为唧咀与内模管位段配合公差。
行位类
1、行位与行位压条配合尺寸与公差
行位滑动配合尺寸与双边间隙表
行位尺寸㎜
<50
<100
<150
<200
<250
双边间隙㎜
0.04~0.06
0.05~0.07
0.06~0.08
0.07~0.09
0.08~0.1
外观表面位置公差小于150㎜、±0.1㎜,大于150㎜、±0.15㎜。
非外观表面位置公差小于150㎜、±0.15㎜,大于150㎜、±0.2㎜。
二、同轴度公差
钻床钻
水咀螺纹底孔与沉孔±0.3㎜。
其它沉孔与过孔φ40㎜以下、±0.3㎜,φ40㎜以上、±0.4㎜。
三、运水井孔
位置公差:小于150㎜、±0.1㎜,大于150㎜、±0.15㎜。
6.3、导向槽对基准面垂直度0.01/100㎜。
6.4、导向槽对行位两侧面对称度±0.01㎜。
6.5、导向槽尺寸公差0~+0.03㎜。导向块配作。
7、配合表面粗糙度1.6~0.8。
斜导柱孔
孔选用H7,配合导柱选用k6。
孔径公差如下表:
孔径mm
φ10以下
φ12~φ18
φ20~φ30
φ35~φ50
公差mm
185
290
0.46
0.72
1.15
>250~315
23
32
52
81
130
210
320
0.52
0.81
1.30
>315~400
25
36
57
89
140
230
360
0.57
0.89
1.40
>400~500
27
40
63
97
155
250
400
0.63
0.97
1.55
>500~630
32
44
70
110
175
280
16
25
39
62
100
160
0.25
0.39
0.62
>50~80
13
19
30
46
74
120
190
0.30
0.46
0.74
>80~120
15
22
35
54
87
140
220
0.35
0.54
0.87
>120~180
18
25
40
63
100
160
250
0.40
0.63
1.00
>180~250
20
29
46
72
115
C1
C1
C1
C1.5
C1.5
螺纹孔孔口倒角
C1
C1
C1
C1.5
C2
底孔钻孔深度
10
12.5
15
20
25
有效牙深度
6
7.5
9
12
15
螺纹规格
M12
M14
M16
M18
M20
过孔直径
φ13
φ15.5
φ18
φ20
φ22
杯头直径
φ18
φ21
φ24
φ27
φ30
沉孔直径
φ20
φ23
φ27
φ30
φ33
杯头长度
12
14
5.3、行位压脚尺寸公差-0.02~-0.03㎜、平行度0.01/100㎜。
5.4、压条两侧面尺寸公差+0.02~+0.04㎜(行位尺寸50㎜以上则相应增加)、平行度0.01/100㎜。
6、大尺寸行位
6.1、导向块与导向槽双边间隙0.05~0.06㎜,压条位按行位温差尺寸+0.1㎜避空。
6.2、双导向块与导向槽外侧双边间隙0.06~0.08㎜,内侧避空,压条位按行位温差尺寸+0.1㎜避空。
7、根据具体产品情况,如果镶件定位精度要求较高,可采用小间隙配合。及/或采用慢EDW控制位置度公差。
8、远胶口位置非胶料冲击位配合间隙可相应放宽PP料可略大0.01mm。ABS料可略大0.02mm。
镶针孔类
1、孔位置度公差≤150mm、±0.03mm,>150mm、±0.05mm。
孔垂直度≤0.05/100㎜。
行位尺寸㎜
<50
<100
<150
<200
<250
双边间隙㎜