啤酒发酵计算机温度控制系统设计
基于PLC的啤酒发酵自动控制系统设计

基于PLC的啤酒发酵自动控制系统设计本文针对啤酒发酵过程中的自动控制问题,设计了一种基于PLC的啤酒发酵自动控制系统。
本文分别就控制系统的硬件选型、软件设计、控制策略和系统运行等方面进行详细介绍和分析。
1、控制系统硬件选型本系统采用三菱PLC FX2N-32MR作为控制器,配合三菱触摸屏进行操作界面设计和参数设置。
控制器和触摸屏之间通过RS232进行通信,以实现数据传输和数据显示功能。
此外,本系统还选用了温度、液位、气压和流量等传感器进行数据采集。
2、软件设计本系统主要采用ST语言进行软件编写,根据实际需求设计了三个主程序:数据采集程序、PID控制程序和触摸屏控制程序。
其中,数据采集程序主要负责对传感器数据进行采集和处理,PID控制程序负责控制发酵罐内的温度、液位、气压和流量等参数,使其始终处于最优状态。
触摸屏控制程序则是用户与系统之间的交互平台,通过触摸屏可以进行参数设置和操作控制等功能。
3、控制策略本系统采用经典的PID控制算法进行参数控制。
具体而言,对于发酵罐的温度控制,系统通过温度传感器对温度进行实时监测,并将监测到的温度值与设定的目标温度进行比较,以计算出误差值。
接着,根据PID控制算法的控制策略,对比例、积分和微分三个参数进行计算,并通过控制电路将控制信号传输到加热器或冷却器上,以实现对温度的有效控制。
4、系统运行通过对系统进行实验测试,可以发现本系统具有运行可靠、控制精确、响应速度快等优点。
在实际应用中,只需设置不同的控制参数就可以实现针对不同类型啤酒的发酵控制,可广泛应用于啤酒生产企业中。
综上所述,本文基于PLC的啤酒发酵自动控制系统设计已经基本实现,具有较高的设计实用性和研究价值。
基于PLC的啤酒发酵温度控制设计
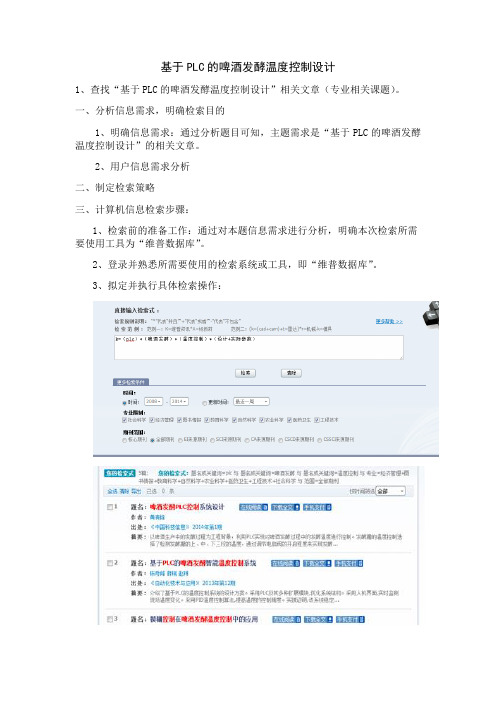
基于PLC的啤酒发酵温度控制设计1、查找“基于PLC的啤酒发酵温度控制设计”相关文章(专业相关课题)。
一、分析信息需求,明确检索目的1、明确信息需求:通过分析题目可知,主题需求是“基于PLC的啤酒发酵温度控制设计”的相关文章。
2、用户信息需求分析二、制定检索策略三、计算机信息检索步骤:1、检索前的准备工作:通过对本题信息需求进行分析,明确本次检索所需要使用工具为“维普数据库”。
2、登录并熟悉所需要使用的检索系统或工具,即“维普数据库”。
3、拟定并执行具体检索操作:基于PLC的啤酒发酵温度控制设计XXXXXXXXXX XXXXX XXXXXX【摘要】发酵过程是啤酒生产过程中的重要环节之一,本文以啤酒发酵过程为工程背景,利用PLC实现对啤酒发酵过程温度的控制,这对更加牢固掌握PLC并将PLC应用于生产实际及了解啤酒的生产工艺有很好的作用。
本文主要工作在于:由于啤酒发酵对象的时变性、时滞性及其不确定性,决定了发酵罐控制必须采用特殊的控制算法。
由于每个发酵罐都存在个体的差异,而且在不同的工艺条件下,不同的发酵菌种下,对象特性也不尽相同。
因此很难找到或建立某一确切的数学模型来进行模拟和预测控制。
为节省能源,降低生产成本,并且能够满足控制的要求,发酵罐的温度控制选择了检测发酵罐的上、中、下3段的温度,通过调节上、中、下3段液氨进口的两位式电磁阀来实现发酵罐温度控制的方法,利用PLC来实现整个过程温度的控制。
该系统性能/价格比高、可靠、技术先进,完全满足啤酒生产发酵工艺的技术要求,并兼实用的需求【关键字】可编程逻辑控制器;发酵温度;温度控制【中图分类号】TP202Beerfermentation temperature controldesignbased onPLCXXXXXXXXXXXXXXy XXXXX XXXXX【Abstract】Fermentation process is one of the important link in the process of beer production, based on the engineering background of beer fermentation process, using PLC to realize control of the beer fermentation temperature, the more solid grasp of PLC and PLC was applied to the production practice and understand the production process of beer has a very good role. In this paper, the main work is: as a result of beer fermentation at the time-varying, time-delay and uncertainty, determine the fermentation tank control special control algorithm must be used. Because each fermenter there are individual differences, and under different process conditions, different strains of fermentation, the object properties are also different. So it is difficult to find or create a precise mathematical model to simulate and predictive control. To save energy, reduce the production cost, and can meet the requirements of control, temperature control of fermentation tank chose on test of fermentation tank, medium and temperature of the segment, by adjusting the next 3 period of liquid ammonia, which imports the two type of solenoid valve to realize the fermentation tank temperature control method, the use of PLC to realize the whole process of temperature control. The system high performance/price, reliable,advanced technology, fully meet the technical requirement of beer fermentation production process, and practical demand。
基于PLC的啤酒发酵自动控制系统设计

基于PLC的啤酒发酵自动控制系统设计
啤酒发酵是一个复杂的过程,需要精确的控制和监测参数。
为了实现自动化控制,可以利用可编程逻辑控制器(PLC)来设计一个基于PLC的啤酒发酵自动控制系统。
我们需要明确发酵过程中需要控制和监测的参数。
这些参数包括温度、压力、酵母浓度、麦芽使用量等。
通过传感器和仪表,我们可以实时监测这些参数,并将其输入到PLC 系统中进行处理和控制。
PLC系统的设计应考虑以下几个方面:
1. 输入输出模块选择:根据需要监测和控制的参数,选择适合的输入输出模块。
温度传感器可以选择模拟输入模块,电磁阀可以选择数字输出模块。
2. 控制程序编写:根据发酵过程的要求,编写PLC的控制程序。
程序中应包括对输入信号的采集、处理和控制信号的输出。
当温度过高时,PLC可以控制冷却系统降低温度。
3. 开关控制:根据自动控制需求,设计开关控制电路。
当发酵过程结束时,PLC可以自动控制排液泵的开关,将发酵液排出。
4. 报警系统:在发酵过程中,应设置合适的报警机制。
当出现异常情况时,PLC可以通过报警装置进行提示。
5. 通信系统:为了方便监控和远程控制,可以设置PLC与上位机或其他设备之间的通信接口。
这样可以实现对发酵过程的远程监测和控制。
6. 人机界面设计:设计一个友好的人机界面,方便操作者进行参数设定和监测。
可以使用触摸屏或键盘等设备,提供直观的操作界面。
通过上述设计,基于PLC的啤酒发酵自动控制系统可以实现对发酵过程的全面控制和监测。
这样可以提高生产效率和产品质量,同时减少人工操作的繁琐和错误。
基于PLC的啤酒发酵自动控制系统设计
基于PLC的啤酒发酵自动控制系统设计1. 引言1.1 背景介绍啤酒是一种古老的饮品,深受人们的喜爱。
随着啤酒产量的增加和品质要求的提高,传统的手工操作已经不能满足生产的需求。
自动控制技术的应用成为解决这一问题的有效途径。
基于可编程逻辑控制器(PLC)的自动控制系统由于其灵活性、稳定性、可靠性和易维护性等优势,成为工业控制领域的主流技术之一。
啤酒发酵过程是生产过程中最为关键的环节之一,发酵的温度、压力、pH值等参数对啤酒质量具有重要影响。
设计一个基于PLC的啤酒发酵自动控制系统对于提高生产效率、保证产品质量具有重要意义。
本文旨在探讨基于PLC的啤酒发酵自动控制系统设计方案,以提高啤酒生产的自动化水平,保证啤酒品质的稳定性和一致性。
通过引入PLC技术,可以实现对发酵过程的精确控制,提高生产效率,减少人工成本,并实现对生产过程的实时监控和追踪。
1.2 研究意义啤酒是一种历史悠久的饮品,受到广泛的消费者喜爱。
在啤酒的生产过程中,发酵是一个至关重要的环节,直接影响着啤酒的口感和质量。
而传统的发酵过程往往需要依靠人工操作,存在操作不稳定、效率低下、产品质量无法保证等问题。
因此,设计一种基于PLC的啤酒发酵自动控制系统具有重要的研究意义。
首先,基于PLC的自动控制系统能够实现对发酵过程的精准控制,保障啤酒的质量稳定和一致性。
PLC技术具有高精度、高可靠性的特点,能够实时监测和调节发酵参数,确保发酵过程的稳定性和可控性。
其次,基于PLC的啤酒发酵自动控制系统可以提高生产效率,减少人力成本。
传统的人工操作需要大量的人力投入,而自动控制系统能够实现全程自动化生产,节省人力资源,提高生产效率。
总之,基于PLC的啤酒发酵自动控制系统的研究对于提高啤酒生产的质量和效率具有重要的意义,有着广阔的应用前景和市场需求。
1.3 研究目的本研究旨在设计一种基于PLC的啤酒发酵自动控制系统,以提高啤酒生产过程的自动化水平,提高生产效率,保证啤酒质量稳定性和一致性。
啤酒发酵过程计算机控制系统

啤酒发酵过程计算机控制系统1.啤酒发酵工艺及控制要求麦汁发酵过程是啤酒生产的重要环节。
发酵是一个复杂的生物化学反应过程,通常在锥形发酵罐中进行。
大型啤酒锥形发酵罐在发酵各工艺段对温度的要求是不同的。
在20多天的发酵期间,根据酵母的活动能力和生长繁殖的快慢,确定发酵给定温度曲线,如图1-1所示。
图1-1发酵过程温度工艺曲线图罐内麦汁温度分布只要各工艺段保持在工艺给定温度的±5℃范围内就能保证啤酒的质量。
发酵罐装置上、中、下三个冷却带进口调节阀。
在啤酒发酵期间,当罐内温度低于给定温度时,则要关闭冷却带的阀门,使之自然发酵升温;当罐内温度高于给定温度时,则要求接通冷却带的阀门,自动地将冷酒精打入冷却带循环使之降温。
除温度控制外,还要对罐内压力、液位等实施控制。
2.系统总体方案的设计(1)发酵罐的测控点分布及管线结构罐上有5个检测点:上段温度TTa、中段温度TTb、下段温度TTc、罐内上部气体压力PT、液位LT;3个控制点:上端冷却带调节阀TVa、中段冷却带调节阀TVb、下段冷却带调节阀TVc。
检测点与控制点的分布如图2-1所示。
图2-1发酵罐的测控点分布及管线图(2)检测装置和执行机构检测装置中,温度检测采用WZP-231铂热电阻(Pt100)和RTTB-EKT温度变送器,其输入量程为-20~+50℃,输出为4~20mA;压力检测采用CECY-150G 电容式压力变送器,其输入量程(压差)为0~0.25MPa,输出为4~20mA;液位检测采用CECU-341G电容式液位变送器,输入量程(压差)为0~0.2MPa,输出为4~20mA。
执行机构采用ZDLP-6B电动调节阀,通径为DG50,流通能力为CG32,并配有操作器DFQ-2100。
(3)对象特性的描述啤酒发酵过程的数学模型是随发酵深度而变的,通常人们把它归为一类常见的工业对象模型:θ(s)/Qv(s)=Ke-τs/(Ts+1)但是,实际的啤酒发酵对象应该是开环不稳定的,为了简化对象模型的推导过程,可作以下假设:①忽略热交换过程中的热量损失;②不考虑罐壁、冷媒、麦汁的温度梯度。
基于PLC的啤酒发酵自动控制系统设计

毕业设计(论文)(成教)题目:基于PLC的啤酒发酵自动控制系统设计院(系):机电工程学院专业:机械制造与自动化姓名:学号:指导教师:二〇一四年一月二十日毕业设计(论文)任务书毕业设计(论文)进度计划表本表作评定学生平时成绩的依据之一.毕业设计(论文)中期检查记录表摘要啤酒发酵是啤酒生产中最重要的一道工序,是决定啤酒质量的最关键的一步.啤酒的发酵是把糖化的姜汁分解成乙醇,由于发酵时间长,过程机理复杂,影响发酵因素很多,对发酵过程缺乏精确的数学模型。
从原料到发酵过程,如何控制好温度,压力,让发酵满足总生产工艺曲线,决定了啤酒的生产质量和生产效率,发酵过程是啤酒生产过程中的重要环节,发酵控制系统的任务就是将发酵酒液的实际温度控制在和标准发酵曲线相差有限的误差范围内。
过去的啤酒发酵过程,啤酒发酵罐多为人工现场操作调节,手工记录。
但随着啤酒产量的不断增加,所需发酵罐也会增多,给生产啤酒带来极大的不便,造成生产质量的稳定,如何提高啤酒生产的综合自动化水平,增强啤酒产业实力成为一个好的研究课题.为此,本文通过对啤酒生产发酵过程的工艺及关键问题的分析,基于PLC设计啤酒生产过程中啤酒发酵自动控制系统。
关键词:PLC 啤酒发酵温度控制AbstractBeer fermentation is one of the most important procedure in beer production, is the most crucial step in determining the quality of beer。
Beer fermentation is the breakdown of saccharification ginger into ethanol,due to the long fermentation time, the process mechanism is complex,many factors influencing the fermentation,the fermentation process is a lack of accurate mathematical model. From raw material to the fermentation process,how to control the temperature, pressure, and make full of the total fermentation technology curve, determines the production quality and production efficiency of beer, the fermentation process is the important link in the process of beer production,fermentation control system of the task is to control the fermentation liquid of actual temperature fermentation and standard curve is limited within the error range.The beer fermentation,beer fermentation tank for artificial field operation adjustment,manual record。
基于PLC的啤酒发酵自动控制系统设计
基于PLC的啤酒发酵自动控制系统设计一、引言啤酒是一种古老的饮料,经过发酵产生。
在传统的啤酒生产过程中,发酵过程需要精确的控制,以保证最终产品的质量和口感。
为了提高生产效率和产品质量,采用自动控制系统对啤酒发酵过程进行控制是非常必要的。
PLC(可编程逻辑控制器)是一种用于工业自动化控制系统的控制器,它通过编程来实现逻辑控制、定时控制、计数控制等功能。
本文将设计一种基于PLC的啤酒发酵自动控制系统,以实现对啤酒发酵过程的自动控制。
二、系统设计1. 系统架构设计本系统采用了PLC作为控制器,传感器负责采集发酵过程中的温度、压力和PH值等参数,控制执行元件包括发酵罐内的搅拌器、温度控制装置和酵母添加装置。
整个系统的架构如图1所示:PLC通过传感器采集的数据进行逻辑控制,控制发酵罐内的搅拌器、温度控制装置和酵母添加装置,从而实现对发酵过程的自动控制。
2. 系统功能设计(1)温度控制在啤酒发酵过程中,温度是一个非常重要的参数。
过高或过低的温度都会影响发酵速率和产品质量。
系统需要能够对发酵罐内的温度进行实时监测,并根据预设的温度范围进行控制。
当温度过高时,系统应该能够通过控制冷却装置来降低温度;当温度过低时,系统应该能够通过控制加热装置来提高温度。
(3)压力控制在发酵罐内,产生的二氧化碳会增加罐内的压力。
系统应该能够对罐内的压力进行实时监测,并根据预设的压力范围进行控制。
当压力过高时,系统应该能够通过释放装置来释放二氧化碳,以降低罐内的压力。
3. 系统软件设计PLC的软件设计主要包括控制逻辑设计和人机界面设计。
控制逻辑设计是将控制任务分解为各个子任务,并设计每个子任务的控制逻辑;人机界面设计是设计用于监控和操作的人机界面。
(1)控制逻辑设计控制逻辑设计首先需要确定系统的控制目标,然后根据控制目标设计各个子任务的控制逻辑,最后将各个子任务的控制逻辑组合成系统的整体控制逻辑。
对于温度控制任务,可以设计如下的控制逻辑:IF 温度 < 设定温度 - 2 THEN 打开加热装置IF 温度 > 设定温度 + 2 THEN 打开冷却装置IF 设定温度 - 2 <= 温度 <= 设定温度 + 2 THEN 关闭加热装置和冷却装置(2)人机界面设计人机界面设计主要包括监控界面和操作界面。
基于PLC的啤酒发酵自动控制系统设计
基于PLC的啤酒发酵自动控制系统设计啤酒发酵是啤酒制造过程中非常重要的一步,控制发酵过程对于保证啤酒的质量和口感至关重要。
传统的发酵过程需要人工控制各个参数,不仅费时费力,还容易出现误操作或者变量不稳定的情况。
基于PLC(可编程逻辑控制器)的啤酒发酵自动控制系统的设计就显得非常重要。
PLC是一种具有高度可靠性和可编程的数字计算机,它可以接收来自传感器的输入信号,并根据预设的程序进行逻辑运算,输出控制信号来控制执行器的操作。
基于PLC的啤酒发酵自动控制系统的设计可以实现对发酵过程中的各个参数进行精确的控制,提高生产效率和产品质量。
该系统的设计主要包括以下几个方面:1. 传感器选择和连接:通过选择适合的温度传感器、压力传感器和液位传感器等,将其与PLC连接,实现对发酵过程中的温度、压力和液位等参数的实时监测和反馈。
2. 参数设定和监控:在PLC中编写程序,设定发酵过程中各个参数的目标值和范围,监控发酵过程中的参数变化,并根据需求进行相应的控制。
3. 控制策略设计:根据发酵过程的特点和要求,设计合理的控制策略。
根据温度的变化来控制加热和制冷设备的启停,根据液位的变化来控制液体的泵送和排放等。
4. 报警系统设计:在PLC中设置相应的报警逻辑,当发酵过程中出现异常情况或者参数超出范围时,及时发出报警信号,提醒操作人员注意并采取相应的措施。
5. 数据记录和分析:将发酵过程中的关键参数数据记录到PLC的存储器中,方便后续的数据分析和统计,以便优化发酵过程和改进产品质量。
基于PLC的啤酒发酵自动控制系统设计能够实现对发酵过程的自动控制和监测,提高生产效率和产品质量,减少人工操作的错误和变量不稳定的情况发生。
PLC还可以与其他生产设备和系统进行联动,实现工业自动化的目标,提高生产效率和经济效益。
这种自动化的控制系统在啤酒生产中已经得到广泛应用,对于啤酒行业的发展具有重要的意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程设计报告题目:啤酒发酵计算机温度控制系统设计课程:专业:班级:姓名:学号:一、课程设计目的和任务《计算机控制技术》是一门实用性和实践性都很强的课程,课程设计环节应占有更加重要的地位。
计算机控制技术的课程设计是一个综合运用知识的过程,它需要控制理论、程序设计、硬件电路设计等方面的知识融合。
通过本课程设计,学生应学习并掌握:1.掌握总线式工业控制机控制系统硬件方案设计,包括工业控制机、模拟输入、输出通道设计和元器件选型,掌握模拟量输入、输出通道及接口连接线路绘制。
2.掌握工业控制机控制系统软件方案(数学模型分析、控制策略、控制算法等)设计,掌握数据采集及处理程序、控制算法程序和模拟量输出程序流程图及软件编程。
这次课程设计的任务是:啤酒发酵计算机温度控制系统设计二、课程设计的要求2.1啤酒发酵工艺简介啤酒发酵是一个复杂的生物化学过程,通常在锥型发酵罐中进行。
在二十多天的发酵期间,根据酵母的活动能力,生长繁殖快慢,确定发酵给定温度曲线,如下图所示。
要使酵母的繁殖和衰减、麦汁中糖度的消耗和双乙酰等杂质含量达到最佳状态,必须严格控制发酵各阶段的温度,使其在给定温度的±0.5℃范围内。
2.2系统控制要求(1)现要求控制1个200m3的锥形啤酒发酵罐,罐测量3个参数,即发酵罐的上、中、下三段温度,三段温度的测量范围:-20—+50℃,共有三个温度测量点,因此需检测3个参数。
(2)自动控制各个发酵罐中的上、中、下三段温度使其按上图所示的工艺曲线运行,温度控制误差不大于±0.5℃。
共有3个控制点。
(3)控制规律被控对象可视为纯滞后的一阶惯性:a、在恒温段采用增量型PI控制算法b、在升温和降温段采用增量型PID控制算式c、考虑被控对象为纯滞后的一阶惯性,还要采用施密斯(Smith)预估计控制算法。
(4)系统软件设计要求a、数据采集程序:按顺序采集三个温度信号,每个信号采集5次并储存起来,采样周期为T=2s。
b、数字滤波程序c、温度标度变换程序d、给定工艺曲线的实时插补计算e、控制算法①PID算式加特殊处理②施密斯(Smith)预估控制算式三、硬件总体设计方案3.1概述根据设计要求可以得到系统的总体框图如下所示:本系统主要由AT89S52单片机、温度采集电路、8155扩展电路、液晶显示接口、键盘接口、报警电路、DAC0832,电压放大和V/I 转换等单元组成。
3.1 控制系统的硬件结构框图3.2主要器件选择及简介3. 2.1单片机AT89S52AT89S52的引脚分布如图3-2所示。
测温点1 DS18B20测温点2 DS18B20 测温点3 DS18B20 液晶显示电路 键盘电路 8155扩展电路AT89S52单片机 DACO832 电压放大 V/I 转换调节阀报警电路图3-2 AT89S52引脚图3. 2.2温度传感器DS18B20DS18B20的引脚图如l图3-3所示。
DS18B20遵循严格的单线串行通信协议,每一个DS18B20在出厂时都用激光进行了调校,并且具有唯一的64位序列号。
DS18B20的内部使用了在板(ON-BOARD)专利技术。
全部传感元件及转换电路集成在形如一只二极管的集成电路内,三端口分别是地线、数据和电容。
其外围电路简单,可广泛应用于温度控制和温度测量系统中。
图3-3 DS18B20引脚图图3-4 DS18B20内部功能框图温度报警触发器和设置寄存器都由非易失性电可擦写存储器(E2PROM组成,设置值可以通过相应命令写入,一旦写入不会由于掉电而丢失。
3. 2.3LED显示驱动MAX7219MAX7219是一种新型的串行LED数码管驱动器。
它集BCD码译码器、多路扫描仪、段驱动和位驱动于一体,内含8X8位双口静态SRAM,每片最多可驱动8个LED数码管。
它与微机的接口十分简单,仅用3根线即可实现多位数码管的显示。
MAX7219与数码管可以直接相连,不用三极管驱动和大量限流电阻,也不用译码器、锁存器和其它硬件电路。
因此MAX7219成为仪表、仪器LED显示的首选接口电路芯片。
MAX7219的引脚图和引脚说明分别如图3-8和表3-6所示。
图3-8 MAX7219引脚图3.3功能电路设计3. 3.1测温电路根据本控制系统的实际需要,然后再考虑到DS18B20独特的单总线接口、多点组网功能以及很高的测温精度。
本温度检测系统是由AT89S52组成的控制模块和3个温度传感器DS18B20组成的检测电路组成的。
具体连接电路如图3-9所示。
DS18B20与单片机的接口非常简单,可以采用寄生电源供电方式,P1.0口接数据总线,为了保证在有效的DS18B20时钟周期内提供足够的电流,可以用一个MOSFET管和AT89S52单片机的P1.1口来完成对总线的上拉。
由于总线只有1根线,因此发送接收口必须是三态的。
图3-9采用外部电源供电方式,P1.0口接数据总线,只要在数据线上加一个4.7KΩ的上拉电阻,另外2个脚分别接电源和地,这种电路连接方式可靠、编程简单3. 3.2显示与按键电路设计人和单片机之间的对话是单片机应用系统中的一个必要的组成部分,主要包括键盘和显示这两部分。
3.3.2.1显示电路设计显示电路系统是实现人机联系的主要途径。
显示系统根据发酵罐内的反应情况,需要实时循环显示出三路冷却液温度、发酵罐温度、罐内压力、液位以及三路阀门的准确位置,并在参数设定时显示更新的数据,同时LED显示器又承担对发酵罐内部温度反应工艺曲线的设定参数的显示任务,以达到更好的人机对话。
单片机通过LED驱动电路把显示值到数码管,通过译码选择某一个数码管显示温度值的某一位,可以动态循环扫描,软件实现方式显示设定值,动态显示的扫描频率一般在50Hz 以上,每个数码管能有 1 ms的导通时间,从而肉眼感觉不到闪烁。
本课题采用一种基于MAX7219芯片的LED串行显示技术。
LED显示是由Maxim公司生产的MAX7219来驱动的。
MAX7219与单片机之间的数据传送最快最有效的方法是串行外设接口SPI,对不带SPI接口能力的单片机,需要软件合成SPI 操作与MAX7219接口。
硬件连接电路如图3-10所示。
其中AT89S52单片机的P 1.5口作串行数据输出。
3. 2.3按键电路设计键盘是单片机应用系统中一个至关重要的部分。
它能实现输入数据、传送命令等功能,是人工干预计算机的主要手段。
图3-11为按键接口电路。
独立式按键就是各按键相互独立。
八个键分别是日历时钟、温度时钟、启动时刻设定、定时时间设定、恒温设定、确认六个功能键和增、减数字两个控制键。
3. 3.4报警电路设计图3-12是本系统温度报警器电路原理图。
本电路由音乐片及外围原件构成。
温度传感器采用测量范围为0~100℃的电接点玻璃温度计。
温度计最大额定电压为36V,额定电流为20mA。
音乐片采用MX-O 1或786153系列音乐片集成块。
上限报警电路由IC2, VD5, VT1, VT2构成,下限报警电路由IC3, VD6, VT3,VT4等构成。
两只电接点玻璃温度计分别设定在上下限温度给定值,并插在被检测系统的有关部分,将温度计电极分别接在上下限温度控制点SKD1和SKD2上。
啤酒发酵罐内部麦汁温度正常时,接在SKD1的电接点温度计开路,VT1基极无偏流而截止,发光二极管VD5不发光,音乐片IC2不被触发;接在SKD2上的控制下限温度的电接点温度计接通,VT3基极和发射极短路,Ib等于零,VT3截至,发光二极管VD6不亮,IC3音乐片不触发。
这时,上下限报警电路均不做声。
如果被检测系统的温度达到上限给定的值,上限控制接点SDK2接通,由电阻R2提供偏流,使晶体管VT1导通,上限发光二极管VD5发光报警,同时VT1触发音乐片IC2的2脚,使3脚输出音频电流,通过晶体管VT2放大,推动扬声器BY发出音乐报警声。
如果被检测系统的温度还没有调节到低于上限给定值,声光报警信号始终不止。
如果被检测系统温度低于下限给定值,与上面情况相反。
电源采用220V交流电路电容C1降压。
VD1-VD2桥式整流,电容C2滤波,三端稳压集成块IC1稳压后,输出5 V直流电压,1.5A电流。
由于电压绝大部分降到电容C1上,所以,C1取值基本上取决于输出电流值。
C1要求耐压大于400V其容量按音乐片最大工作电流计,选择3uF。
为了使音乐片声音宏亮,VT2和VT4选用中功率晶体管,如3DG12B等,β≥80左右。
IC2和IC3可公用一个扬声器,选4Ω或8Ω电动扬声器。
为区别上下限温度报警。
VD5和VD6选用两种颜色的发光二极管,一般上限的选红色的,下限的选绿色的较好一些。
3. 3.5接口电路设计3. 3. 5. 1与上位机通讯接口为了提高整个温度控制系统的管理和控制能力,许多厂家的整个啤酒发酵系统采用了主从分布式集散控制系统。
3. 3.5 .1.1RS-232C总线接口RS232-C是目前最常用的串行接口标准,它的电气接口使用单端的、不平衡的发送器和接收器。
RS232-C的传输电平采用负逻辑,规定+5V~+15V为逻辑“0"-5V}-15V为逻辑“1",数据传输速率局限在20Kb/s以下。
由于单片机和PC机的RS-232接口不能直接“握手”,必须进行电平转换。
采用了自升压电平转换集成芯片ICL232。
图3-13 ICL232芯片管脚封装图Fig.3-13 ICL232 CMOS chip feet encapsulation chart3. 3. 5.1.2 RS-422总线接口RS-422标准是美国电子工业防会于1978年公布的,是为了在本质上提高串行通讯电气特性,又在数据格式上与RS-232兼容。
RS-422在发送端通过传输线驱动器,把逻辑电平变换成分别为同相和反相的一对差分信号,在接收端通过传输线接收器把差分信号转换成逻辑电平。
差分信号的差分电压低于某一闽值或高于某一闽值分别表示两个逻辑电平。
图3-14 DS3486芯片封装图3-15 DS3487芯片封装作为单片机与上位机之间的以RS-422标准的接口,电路采用DS3486,DS3487来对其电平转换器件。
DS3487用于把单片机输出的TTL电平转换成RS-422电平,DS3486用于RS-422电平转换成单片机的TTL电平。
它们具有三态控制的发送、接受驱动器,具有四个独立的接收器、发送器、遵从平衡/非平衡电压数字接口电路电气特性的EIA标准,输出为与74LS兼容的三态结构,当对应的输出控制引脚达到逻辑零条件时,被强制为高阻抗状态。
DS3486的芯片管脚封装如图3-14所示,DS3487的外部封装如图3-15所示,其封装图与DS3486相似。
四、系统软件设计4.1系统构成本系统的软件由主程序MAIN、外部中断服务子程序JINT、定时/计数器TO中断服务子程序JTO、定时/计时器T1中断服务子程序JT1、串行中断服务子程序JSR、按键处理模块、显示模块、报警模块和读数据子程序RDBYT,写数据子程序WRBYT等构成。