夹紧状态下的棒料高速精密剪切机理研究_李耀辉
棒料高速精密剪切机理和断面质量的研究

棒料高速精密剪切机理和断面质量的研究
近年来,高速精密剪切机理在棒材设备工艺领域受到越来越多关注,用于处理棒料表
面质量和断面质量,以提高棒料制品的品质。
目前,国内外开展关于棒料高速精密剪切机
理和断面质量的研究较少,因此研究棒料高速精密剪切机理与断面质量的优化具有重要意义。
高速精密剪切机理是一种复杂的工程过程。
然而,在复杂的高速精密剪切工艺当中,
剪切技术在激光加工过程中的影响是最重要的。
因此,要针对棒料高速精密剪切机理和断
面质量进行研究,首先需要全面了解剪切中一些主要变量对断口表面质量的影响,如剪、
粗磨时间、切削速度和裁剪压力等,另外还需要考虑剪边角度和刀片参数的影响。
棒料高速精密剪切机理的断口表面质量主要取决于剪切过程中受力与热过程的交互作用。
该过程受剪切力、摩擦力和切削能量的影响。
由于剪切力影响断口的质量,因此应根
据不同的材料进行调整;摩擦力会影响热传导和冷却率,因此摩擦系数应根据棒料不同的
材料分别选择。
此外,剪切过程中切削能量也会影响棒料高速精密剪切机理的断口表面质量,刀片参数也需要根据材料不同而进行优化设计。
通过研究可以获得不同的材料对棒料高速精密剪切机理及其断口表面质量的影响模式,可为棒料生产实践提供可行方案,为工厂提高效率提供技术支持。
同时,可以借助计算机
仿真技术,进一步优化棒料高速精密剪切机理及其断口表面质量,从而提高切削效率,减
少剪切损耗。
综上所述,棒料高速精密剪切机理和断面质量的研究,可以针对棒料不同材料,通过
调整参数,改善剪切效果,提高剪切率,缩短剪切时间,进而降低能耗,提高加工质量和
生产效率。
机械开题报告范文精选7篇

机械开题报告范文精选7篇开题报告是指开题者对科研课题的一种文字说明材料。
这是一种新的应用写作文体,这种文字体裁是随着现代科学研究活动计划性的增强和科研选题程序化管理的需要而产生的。
开题报告要怎么写呢?小编精选了一些机械开题报告范文精选,一起来看看吧。
毕业论文答辩致谢词大学毕业论文评语机械论文开题报告1课题名称:理论力学创新应用ZME型多功能实验台单自由度振动系统的测试一、选题的目的及意义:科学和经济的发展,人才聘用的市场化,都对毕业生的实际能力提出了很高的要求。
培养和训练毕业生的应用所学知识的能力、分析及解决问题的能力、实践动手能力和创新能力,是课题研究的基本目的。
机械振动是在日常生活和工程实际中普遍存在的一种现象,也是整个力学中ZUI重要的研究领域之一。
机械振动指机器或结构物在平衡位置附近所做的“往复运动”。
在工程中,存在着很多振动现象。
如飞行器与船舶的振动、机床与刀具的振动、各种动力机械的振动等。
机械振动降低了机器的动态精度和性能,机械振动会使机器产生交变载荷,这将导致机器使用寿命的降低甚至酿成灾难事故。
共振现象是工程中需要研究的重要课题,在共振区内振动都很强烈,会导致机器或结构过大变形,造成破坏。
因此有效地进行振动隔离或减振设计,消除和抑制振动的消极影响,是机械振动的一个主要研究方向之一。
研究机械振动的意义体现在发展振动理论、防范有害振动和利用有益振动等方面。
机械工业的技术水平和现代化程度极大地影响整个国民经济的技术水平。
现代化的工业、农业、交通等各个领域的发展要求设计出性能更好的机械设备,由此导致机械振动力学的发展和研究。
研究机械振动学的理论与方法,解释机械结构系统中各种复杂运动现象,实现大型复杂装备振动与噪声的有效控制,充分利用振动现象,是提升机械装备性能的重要手段,而机械振动系统测试是研究机械振动的重要手段。
机械振动测试是研究和解决工程技术中许多动力学问题必不可少的手段,可以用来求解机械结构的动力学参数:阻尼、固有频率等。
高速棒材倍尺剪控制原理及优化剪切

高速棒材倍尺剪控制原理及优化剪切
首先,高速棒材倍尺剪控制原理涉及到材料力学、机械设计和
控制工程等多个领域的知识。
在高速棒材倍尺剪切过程中,控制原
理主要包括力学原理和控制系统原理。
在力学原理方面,需要考虑
材料的强度、硬度以及切割过程中受到的力的大小和方向,以确保
切割过程中不会出现材料损伤或者设备故障。
在控制系统原理方面,需要设计合理的控制算法和系统结构,以实现对切割过程中刀具的
位置、速度和力的精确控制。
其次,优化剪切涉及到生产效率、切割质量和能耗等方面的考虑。
在优化剪切过程中,需要综合考虑切割速度、刀具材料、刀具
几何形状、切割压力和切割温度等因素,以实现切割过程的高效、
精确和稳定。
同时,还需要考虑材料的节能利用和设备的维护成本,以实现切割过程的经济可行性。
最后,从工程实践的角度来看,高速棒材倍尺剪控制原理及优
化剪切需要结合具体的生产设备和材料特性来进行研究和应用。
需
要通过实验和数据分析来验证和优化控制原理和剪切参数,以实现
高速棒材倍尺剪切过程的稳定性和高效性。
综上所述,高速棒材倍尺剪控制原理及优化剪切涉及到多个领域的知识和技术,需要综合考虑材料力学、控制系统原理和工程实践等方面的因素,以实现切割过程的精确、高效和稳定。
“塑料模具设计与制造”相关课程体系的构建

第29卷 第2期 苏州市职业大学学报 Vol.29,No.2 2018年6月 Journal of Suzhou Vocational University Jun.,2018 DOI:10.16219/ki.szxbzk.2018.02.017“塑料模具设计与制造”相关课程体系的构建李耀辉(苏州市职业大学 机电工程学院,江苏 苏州 215104)摘 要:针对高职院校模具设计与制造专业“塑料模具设计与制造”方向课程体系所存在的问题,结合专业人才培养目标,从课程体系的职业能力特点入手分析原有课程架构的弊端。
提出基于“职业能力为主线、工作过程一体化教学模式”的理念,对课程体系进行整合和重构,重点介绍“塑料模具CAD”课程体系的改革与探索。
关键词:模具专业;塑料模具;课程体系;职业能力中图分类号:G718.5 文献标志码:A 文章编号:1008-5475(2018)02-0079-04 Construction of the Course System of Plastic Mold Design and ManufactureLI Yaohui(School of Mechano-electrical Engineering,Suzhou Vocational University,Suzhou 215104,China) Abstract: Addressing the problems of “Plastic Mold Design and Manufacture” course system in Suzhou Vocational University, and according to the goal of professional personnel training requirements, this paper starts with the professional ability characteristics of the curriculum system by analyzing the existing disadvantages of the curriculum system, the integration and reconstruction of the curriculum system is implemented, which is based on “occupational ability as the main line, integrated teaching mode based on working process” as the concept, and this paper mainly focuses on the reform and practice of “Plastic Mold CAD” curriculum system.Keywords:mold specialty;plastic mold;curriculum system;occuputional ability模具是工业生产中极其重要而又不可或缺的特殊工艺装备,广泛应用于机械、电子、汽车、航空、航天、轻工、交通、医疗等制造领域。
接触端子冲压工艺分析及多工位级进模设计

接 触 端 子 冲 压 工 艺 分 析 及 多 工 位 级 进 模 设 计
王 杰 ,王 蕾
( 州 学院 机 械 工程 学院 , 江 台 浙
台州 3 8 0 1 0 0)
摘 要 : 析 了接 触 端 子 零 件 的 冲 压 工 艺 性 , 绍 了其 多 工 位 级 进 模 具 的 总 体 结 构 , 点 论 述 了工 位 设 计 、 分 介 重 排 样 图设 计 、 具 结 构 设 计 、 键 零 件 设 计 、 距 精 度 计 算 等 关键 技 术 。 践 证 明 , 具 结 构 紧 凑 合 理 , 有 稳 模 关 步 实 模 具 定 可 靠 、 整 方 便 、 程 稳 定 性 好 等 优 点 , 此 类 零 件 的级 进 模 设 计 有 参 考 价 值 。 调 制 对 关键 词 : 械制 造 ; 机 多工 位 级 进 模 ; 压 ; 触 端 子 冲 接
, r U一
弯 部 位 多 、 求 量 大 , 度 要 求 高 等 特 点 , 采 用 单 需 精 若
工 序 模 加 工 不 仅 工 艺 繁 杂 ,而 且 质 量 也 难 以 保 证 。 通 常采用 精密 多工 位级进 模进 行高 速 冲压生 产II 。
收 稿 日期 :0 9 1 — 0 2 0 — 2 3
Th a a l m p n e i e h s b e q pp d o h a u tn i .Th r s s c i n qu l y a d t e e r di l c a i g d v c a e n e ui e n t e b r c ti g d e e c o s e to a i n h t to f c e c v e 1i r v d whi h r d c st e p o u to o t in e i i n y ha e b r mp o e , n c e u e h r d c i n c s . e wor : rc ti g(i y ds Ba u tn 1 e;P e i i n ba u tn r c s o rc ti g;Ra a l t p n di le a n i g
高强度钢制轴类零件加工工艺研究段立科1李洪星2

高强度钢制轴类零件加工工艺研究段立科1 李洪星2发布时间:2023-06-01T09:44:21.511Z 来源:《工程建设标准化》2023年6期作者:段立科1 李洪星2 [导读] 高强度材料随着时代的发展得到了广泛应用。
但其性能相对特殊,所以在切削加工过程中存在较大难度,如零件加工中容易出现裂缝、刀具切削力容易受影响、刀具磨损速度较快等。
因此,如何进行高强度材料加工成为相关工作人员需要深入探讨的课题。
由于高强度钢制轴类零件的应用范围较广,所以本文以此为例进行加工工艺的探究,以期进一步提高高强度钢制轴类零件的加工效率与质量。
中航西安飞机工业集团股份有限公司陕西省西安市 710089摘要:高强度材料随着时代的发展得到了广泛应用。
但其性能相对特殊,所以在切削加工过程中存在较大难度,如零件加工中容易出现裂缝、刀具切削力容易受影响、刀具磨损速度较快等。
因此,如何进行高强度材料加工成为相关工作人员需要深入探讨的课题。
由于高强度钢制轴类零件的应用范围较广,所以本文以此为例进行加工工艺的探究,以期进一步提高高强度钢制轴类零件的加工效率与质量。
关键词:高强度钢;轴类零件;加工工艺引言:高强度钢制轴类零件的加工具有较大难度,稍不注意便会出现裂缝,且刀具的耐用性、机床生产效率会受到材料性能的影响。
因此,在进行高强度钢制轴类零件加工时,相关工作人员需将相关工艺利用起来,并在加工中注意一些问题。
下列就高强度钢制轴类零件加工工艺进行深入研究,旨在为相关工作人员带来启发,实现高强度钢制轴类零件的有效加工。
1.常见轴类零件的结构1.1轴类零件结构轴类零件为机器中的零部件,通常用来支撑传动零部件,主要作用是传递荷载、承载。
其可划分至旋转体零件,组成部分包括但不限于退刀槽、圆柱表面、台阶、端面等。
以用途为依据,一般可分为光轴零件、阶梯轴零件、偏心轴零件、空心轴零件等。
由于阶梯轴零件的加工工艺具有一定特点,且可反应多数轴类零件的加工特色,所以,本文以此为例进行了研究。
氢环境对高钢级管线钢力学性能影响规律研究

◀石油管工程▶氢环境对高钢级管线钢力学性能影响规律研究∗艾红倪1㊀张东1㊀于浩波2㊀彭世垚3㊀欧阳欣3㊀张对红3㊀刘啸奔1(1 中国石油大学(北京)油气管道输送安全国家工程中心㊀2 中国石油大学(北京)油气装备材料失效与腐蚀防护北京市重点实验室㊀3 国家管网科学技术研究总院分公司)艾红倪ꎬ张东ꎬ于浩波ꎬ等.氢环境对高钢级管线钢力学性能影响规律研究[J].石油机械ꎬ2023ꎬ51(12):136-144.AiHongniꎬZhangDongꎬYuHaoboꎬetal.Influenceofhydrogenenvironmentonmechanicalpropertiesofhigh ̄gradepipelinesteel[J].ChinaPetroleumMachineryꎬ2023ꎬ51(12):136-144.摘要:在 双碳 目标背景下ꎬ天然气管道掺氢将成为未来大规模㊁长距离输送氢气的主要方式ꎮ但氢气的掺入将会对现有天然气管道运行㊁安全维护等方面带来新的挑战ꎮ针对纯氢环境下高钢级管道力学性能劣化规律不明确的问题ꎬ通过总结并对比现有试验过程中纯氢环境模拟方法ꎬ优选出高压动态气相充氢作为试验的纯氢环境模拟方法ꎬ并在不同纯氢环境㊁1 01ˑ10-4和1 01ˑ10-5mm/s这2种位移速率下ꎬ针对X80管线钢开展了多组高压慢应变速率拉伸试验ꎬ获得试验数据及试样断口形貌ꎬ分析氢对管线钢力学性能的影响ꎮ分析结果认为:在纯氢环境中X80管线钢的屈服强度㊁极限抗拉强度相对于空气环境中略微增加ꎬ增加程度均小于8%ꎻ在1 01ˑ10-4和1 01ˑ10-5mm/s这2种位移速率的氢环境下ꎬX80管线钢的断后伸长率分别减小了6 04%和14 88%ꎬ表明随着位移速率的减小ꎬ管线钢氢损伤程度增大ꎻ气相缓蚀剂和环己胺对X80管线钢氢损伤均有抑制作用ꎮ研究结果对高压天然气管道掺氢或纯氢管道的设计与评价具有一定的参考价值ꎮ关键词:氢气输送ꎻ高钢级管线ꎻ掺氢ꎻ力学性能ꎻ断口形貌ꎻ相容性试验ꎻ抗拉强度中图分类号:TE832㊀文献标识码:A㊀DOI:10 16082/j cnki issn 1001-4578 2023 12 020InfluenceofHydrogenEnvironmentonMechanicalPropertiesofHigh ̄GradePipelineSteelAiHongni1㊀ZhangDong1㊀YuHaobo2㊀PengShiyao3㊀OuyangXin3㊀ZhangDuihong3㊀LiuXiaoben1(1 NationalEngineeringCenterofOilandGasPipelineTransmissionSafetyꎬChinaUniversityofPetroleum(Beijing)ꎻ2 BeijingKeyLaboratoryofMaterialFailureandCorrosionProtectionforOilandGasEquipmentꎬChinaUniversityofPetroleum(Beijing)ꎻ3 PipeChinaScienceandTechnologyResearchInstitute)Abstract:Underthecontextofcarbonpeakingandcarbonneutralitytargetsꎬhydrogenblendinginnaturalgaspipelineswillbecometheprimarymeansoflarge ̄scaleꎬlong ̄distancehydrogentransportationinthefuture.Howeverꎬtheintroductionofhydrogenwillbringnewchallengestotheoperationandsafetymaintenanceofexistingnaturalgaspipelines.Addressingtheissueofuncleardegradationpatternsofmechanicalpropertiesofhigh ̄gradesteelpipelinesinahydrogenenvironmentꎬbysummarizingandcomparingtheexistingmethodsforsimulatinghy ̄drogenenvironmentduringtestingꎬHigh ̄pressuredynamicgaseoushydrogenationwasoptimallyselectedforsimula ̄631 ㊀㊀㊀石㊀油㊀机㊀械CHINAPETROLEUMMACHINERY㊀2023年㊀第51卷㊀第12期∗基金项目:国家自然科学基金项目 逆断层作用下X80管道屈曲演化与韧性破损机理研究 (52004314)ꎻ国家重点研发计划项目高压力高钢级管道失效机理与全生命周期可靠性评价技术研究 (2022YFC3070101)ꎻ国家管网科学研究与技术开发项目 高钢级管道环焊缝失效机理研究 (WZXGL202105)㊁ 高钢级管道环焊缝缺陷检测评价技术研究 (WZXGL202104)ꎻ北京市科协项目 青年人才托举工程 (BYESS2023145)ꎮtinghydrogenenvironment.Underdifferenthydrogenenvironmentsandtwodisplacementratesꎬ1 01ˑ10-4and1 01ˑ10-5mm/sꎬmultiplesetsofhigh ̄pressureslowstrainratetensiletestswereconductedonX80pipelinesteel.Afterthesetestsꎬexperimentaldataandsamplefracturemorphologieswereobtainedꎬwhichwasthenusedtoana ̄lyzetheinfluenceofhydrogenonthemechanicalpropertiesofpipelinesteel.TheanalysisresultsregardthatinahydrogenenvironmentꎬtheyieldstrengthandultimatetensilestrengthofX80pipelinesteelslightlyincreaserelativetotheairenvironmentꎬwithanincreaseoflessthan8%ꎻunderthetwodisplacementratesof1 01ˑ10-4and1 01ˑ10-5mm/sinthehydrogenenvironmentꎬtheelongationafterfractureofX80pipelinesteeldecreasedby6 04%and14 88%ꎬrespectivelyꎬsuggestingthatasthedisplacementratedecreasesꎬthehydrogendamagetothepipelinesteelincreasesꎻgaseouscorrosioninhibitorsandcyclohexylamineexhibitinhibitoryeffectsonhydrogen ̄in ̄duceddamagetoX80pipelinesteel.Theresearchfindingsprovidevaluablereferencesforthedesignandevaluationofhigh ̄pressurehydrogen ̄blendingnaturalgaspipelinesorpurehydrogenpipelines.Keywords:hydrogentransportationꎻhigh ̄gradesteelpipelinesꎻhydrogenblendingꎻmechanicalpropertyꎻfracturemorphologyꎻcompatibilitytestꎻtensilestrength0㊀引㊀言双碳 目标的提出明确了我国能源系统向低碳化转型的关键时间节点ꎬ而氢能对于 双碳 目标的实现起到了尤为重要的作用[1-2]ꎮ氢能的利用首先要解决大规模㊁安全及高效运输氢气的问题ꎮ利用现有天然气管道输送混氢天然气对降低氢气输送成本㊁扩大输送范围有重要意义ꎬ更有力地促进了西部可再生能源制氢的发展[1]ꎮ进入21世纪后ꎬ多个国家均设立了天然气管道混氢输送示范项目[3-4]ꎬ并且相继开展了在役天然气管道掺氢试验与研究ꎬ取得了一定的研究成果ꎮ在役天然气管道掺入氢气后ꎬ由于氢气与天然气特性存在差异ꎬ将会给掺氢天然气系统的运行与维护带来技术和安全等方面的挑战ꎬ其中氢对管道母材及焊缝的影响是建设掺氢天然气管道需解决的首要问题ꎮ近年来ꎬ我国天然气长输管道正向着长运距㊁大口径㊁高压力及高钢级方向发展ꎬ且输气干线所用钢材以X70和X80管线钢为主ꎬ故相关学者相继以高钢级管道为研究对象ꎬ分别针对设计㊁运行㊁评价及维护等诸多方面开展研究[10-18]ꎮ在目前氢与管道相容性研究中ꎬ所开展的试验主要针对纯氢环境㊁煤制气环境或低掺氢比(体积分数)条件下等级在X70及以下的管线钢力学性能的研究[5-9]ꎬ且由于氢环境试验标准不完善ꎬ导致现有的试验结果不准确ꎬ不同学者得出的研究结论存在显著差异[19-22]ꎮ于是提出接近真实管道服役状态的氢环境模拟方法来完善试验标准ꎬ并探究氢环境下高钢级管道力学性能劣化规律ꎬ是我国高压天然气管道掺氢可行性论证的重要一环ꎮ本文通过总结并对比现有试验过程中氢环境的模拟方法ꎬ得出接近于真实管道服役状态的氢环境模拟方法ꎬ并结合研究需求ꎬ以X80管线钢为主要研究对象ꎬ开展慢应变速率拉伸试验ꎬ获得试验数据及试样断口形貌ꎬ分析氢对管线钢力学性能的影响规律ꎬ以期为掺氢天然气管道完整性评价提供数据基础ꎮ1㊀试验环境与试验标准1 1㊀氢环境模拟方法在已开展的氢与管道相容性试验中ꎬ对于氢环境的模拟主要分为2类:预充氢环境和临氢环境ꎮ所谓预充氢是指在力学试验开始前将试验所用试样置于静态氢环境下ꎬ充氢完成后再进行力学性能测试试验ꎬ主要采用高压气相预充氢㊁电化学预充氢[23]以及高压气相热充氢等方法ꎻ动态充氢则是在力学性能测试试验过程中ꎬ采用液相或气相充氢的方法对试样进行动态充氢操作[24-26]ꎮ统计已发表文献发现ꎬ目前相关试验主要通过电化学充氢和气相充氢2种方式开展ꎮ由于试验条件限制㊁电化学充氢操作简单等ꎬ目前采用电化学充氢方法进行氢与管道相容性试验占有较大比例ꎮ文献[7]㊁[27]及[28]均通过电化学预充氢方法对多种APⅠ级管线钢(X60SS㊁X60㊁X70㊁X80及X100等)的氢脆敏感性进行试验研究ꎬ结果表明:每种管线钢的力学性能都发生了明显下降ꎬ产生了延性损失ꎬ但电化学充氢后的管线钢试样在常温下放置7d后延性损失可恢复ꎬ且充氢后断裂韧度与氢气体积分数呈线性关系降低ꎬ焊缝热影响区表现出较低的冲击性能ꎮ对于气相充氢ꎬ国内多位学者[29-31]分别对X52㊁X60㊁7312023年㊀第51卷㊀第12期艾红倪ꎬ等:氢环境对高钢级管线钢力学性能影响规律研究㊀㊀㊀X65及X70等多种管线钢分别在纯氢㊁低掺氢比的混氢环境中开展慢应变速率拉伸试验ꎬ结果表明:氢环境下材料的屈服强度和抗拉强度变化不大ꎬ但断后伸长率以及断面收缩率显著降低ꎬ且降低程度随材料强度的增加而增大ꎬ并伴随有断口形貌的变化ꎮ国内外研究机构[32-35]在低掺氢比(氢气体积分数为1%)㊁纯氢条件下对X70管线钢开展CTOD(裂纹尖端张开位移)试验ꎬ结果表明:氢降低了管线钢的断裂韧度ꎬ在掺氢比1%㊁10MPa纯氢条件下X70管线钢的断裂韧度从常温下的0 42mm分别降低到0 21和0 11mmꎮ从目前的研究情况来看ꎬ国内外对X80管线钢在氢环境下力学性能影响规律的研究较少ꎬ尤其是在高压气相充氢环境下开展的试验较为匮乏ꎬ应大量开展相关试验ꎬ明确在高压氢气条件下氢对X80管线钢力学性能的劣化规律ꎮ与电化学预充氢相比ꎬ室温高压气相预充氢在充氢的过程中氢原子在试样表面的扩散更加均匀ꎬ可以有效地改善电化学预充氢后氢原子在试样表面与内部之间存在的较大质量分数梯度问题ꎮ由于掺氢或纯氢管道的运行环境为常温高压含氢环境ꎬ所以采用高压气相的方法是试验试样进行预充氢的最佳方法ꎮ高压气相动态充氢过程中ꎬ氢渗入试样所经历的吸附㊁解离㊁扩散和偏聚行为将与管线钢所受的应力状态耦合ꎬ同时满足工况相似㊁应力场相似及氢质量分数扩散场相似原则[36]ꎮ因此ꎬ若开展氢环境下管线钢力学性能试验ꎬ目前最准确㊁最能反映管材真实服役状态的氢环境模拟方法为高压气相预充氢+高压气相动态充氢方法ꎮ1 2㊀试验标准在试验标准方面ꎬ国内外都已颁布关于氢环境下测定材料力学性能的试验标准ꎮ在国外ꎬ美国材料与试验协会颁布的ASTMG142 98(2016)«测定金属在氢气中氢脆敏感性的标准试验方法»中ꎬ规定了在高压或高温2种气态含氢环境中测定金属拉伸性能的方法ꎬ其中包括光滑圆棒试样及缺口试样2种用于测试的试样ꎮ国内与氢环境下测定材料力学性能试验有关的标准是GB/T34542 2 2018«氢气储存输送系统第2部分:金属材料与氢环境相容性试验方法»ꎬ标准中规定了氢环境下测定材料力学性能的试验方法㊁设备要求㊁试样信息以及注意事项等但是上述标准还没有形成完整的体系[37]ꎬ对于氢环境下材料断裂韧度测定的试验方法及标准还没有明确和详细的规定ꎬ试验过程中一些参数的选取范围㊁操作细节也尚未在标准中体现ꎮ由于缺乏国际统一的金属材料相容性试验标准ꎬ目前各国学者使用气相充氢方法得到的试验结果呈现不同形式的分散性ꎬ甚至还存在试验结论相矛盾的情况[6ꎬ30]ꎮ因此ꎬ亟需进一步开展试验研究ꎬ并制定国际统一的金属材料相容性试验标准体系ꎬ使得试验结果相对准确并呈现可重复性ꎮ2㊀慢应变速率拉伸试验2 1㊀试验准备本文中试验材料选用ø1219mmˑ22mm的X80管线钢ꎬ化学成分(质量分数)如表1所示ꎬ试样如图1所示ꎮ试验开始前ꎬ用1000号砂纸打磨试样以除去试样表面的加工痕迹ꎬ防止其影响试验结果ꎬ之后使用去离子水冲洗试样ꎬ最后将其放置于真空的干燥器皿中备用ꎮ图1㊀试验试样图Fig 1㊀Testsamplediagram表1㊀X80管线钢的质量分数试验选用美国CORTEST公司生产的慢应变速率腐蚀试验拉伸机ꎬ具体试验操作过程参考标准ASTMG142进行ꎮ本文共开展6组试验ꎬ详细工况信息如表2所示ꎮ第1~4组试验可探究氢对管线钢应力应变本构特性的影响ꎬ以及位移速率对管线钢氢致损伤的影响ꎻ第5组试验在氢气环境中加入了气相缓蚀剂ꎬ结合第3㊁4组试验所得的数据831 ㊀㊀㊀石㊀油㊀机㊀械2023年㊀第51卷㊀第12期可探究缓蚀剂对管线钢氢损伤是否存在抑制作用ꎻ环己胺具有极性基因可作为有机缓蚀剂ꎬ为探究其对管线钢氢损伤的影响ꎬ设置了第6组试验ꎬ结合第3㊁4组试验可探究环己胺对管线钢氢损伤是否存在抑制作用ꎮ表2㊀试验工况信息3㊀氢对管线钢力学性能影响规律3 1㊀应力应变本构特性3 1 1㊀氢环境的影响选用表2中第1~4组试验所得到的数据绘制不同条件下X80管线钢的应力-应变曲线ꎬ如图2所示ꎮ从图2可知ꎬ在氢气环境与空气环境下X80钢弹性阶段无明显差异ꎬ相较于空气环境ꎬ在氢气环境下钢的颈缩点对应的应力和应变值明显增大ꎬ颈缩阶段曲线走势较为陡峭ꎬ且断裂所用时间较短ꎮ在材料力学中描述管线钢拉伸性能的力学性能指标主要包括屈服强度㊁极限抗拉强度㊁试样断后伸长率及断面收缩率[38]等ꎮ其中试样的断后伸长率㊁断面收缩率可作为氢脆敏感性的量化指标ꎬ断后伸长率和断面收缩率越小ꎬ管线钢的脆性越强[39]ꎮ本文选用断后伸长率作为X80管线钢氢损伤程度的评价指标ꎬ其计算公式为:A=[(Lr-L0)/L0]ˑ100%(1)式中:A为断后伸长率ꎬ%ꎻLr为试样断裂后标距段长度ꎬmmꎻL0为标距段原始长度ꎬmmꎮ在氢气环境中ꎬ管线钢断后伸长率相对于空气环境中的降低程度用氢脆指数F表示[40-41]:F=A0-AHA0ˑ100%(2)式中:F为氢脆指数ꎬ%ꎻA0为空气中的断后伸长率ꎬ%ꎻAH为在氢气中的断后伸长率ꎬ%ꎮ利用试验数据以及公式得出每组试验X80管线钢的力学性能指标ꎬ如表3所示ꎮ图2㊀不同条件下X80管线钢的应力-应变曲线Fig 2㊀Stress ̄straincurvesofX80pipelinesteelunderdifferentconditions表3㊀氢气或空气环境下X80管线钢的力学性能-4mm/s时ꎬ在氢气环境中X80管线钢的屈服强度相较于空气环境中增加了3 38%ꎻ对于极限抗拉强度ꎬ在2种位移速率的氢环境下钢的极限抗拉强度相对于空气环境下分别增大了7 23%和3 77%ꎬ氢使X80管线钢的断后伸长率在2种位移速率下分别减小了6 04%和14 88%ꎬ使钢的塑性降低ꎮ3 1 2㊀位移速率的影响将第2㊁4组试验得到数据处理后绘制成如图3所示的曲线ꎮ从图3可以看出:在2种位移速率931 2023年㊀第51卷㊀第12期艾红倪ꎬ等:氢环境对高钢级管线钢力学性能影响规律研究㊀㊀㊀图3㊀不同位移速率的氢气环境下X80管线钢的应力-应变曲线Fig 3㊀Stress ̄straincurvesofX80pipelinesteelinhydrogenenvironmentwithdifferentdisplacementrates的氢气环境下X80钢弹性阶段无明显差异ꎻ对于屈服阶段ꎬ在应变相同的情况下位移速率为1 01ˑ10-4mm/s的氢气环境中钢所对应的应力值略大于位移速率为1 01ˑ10-5mm/s的应力值ꎻ在位移速率为1 01ˑ10-4mm/s的氢气环境下ꎬX80管线钢的颈缩点对应的应力和应变值明显大于位移速率为1 01ˑ10-5mm/s条件下的值ꎬ颈缩阶段的曲线走势较为平缓ꎬ且断裂所用时间较长ꎮ位移速率对X80管线钢氢损伤的影响程度用位移速率变化前后氢脆指数的变化率来表示ꎬ记为Kꎬ计算公式如下:K=FH1-FH2FH1ˑ100%(3)式中:K为影响程度ꎬ%ꎻFH1为试样在较小位移速率条件下的氢脆指数ꎬ%ꎻFH2为试样在较大位移速率条件下的氢脆指数ꎬ%ꎮ利用公式以及试验数据分别得出2组试验X80管线钢的断后伸长率㊁氢脆指数以及位移速率影响程度ꎬ结果如表4所示ꎮ从表4可以看出:随着位移速率的减小ꎬX80管线钢的屈服强度和极限抗拉强度都明显降低ꎬ断后伸长率也随之降低ꎬ导致氢脆指数增大ꎬ使X80管线钢塑性降低ꎻ位移速率从1 01ˑ10-4mm/s降低到1 01ˑ10-5mm/s对钢氢损伤影响程度为59 40%ꎬ说明位移速率对X80管线钢氢损伤程度影响较大ꎮ表4㊀不同位移速率条件下X80管线钢的力学性能图4㊀不同缓蚀剂条件下X80管线钢应力-应变曲线Fig 4㊀Stress ̄straincurvesofX80pipelinesteelunderdifferentcorrosioninhibitorconditions为探究缓蚀剂对X80管线钢氢损伤的抑制作用ꎬ选用表2中第3~6组试验所得到的X80管线钢应力㊁应变值绘制相应的应力-应变曲线ꎬ结果如图4所示ꎮ从图4可以看出ꎬ这4种不同的试验环境对X80管线钢弹性阶段的力学性能无显著影响ꎮ从颈缩点来看ꎬ在纯氢气和氢气+气相缓蚀剂2种环境下ꎬX80管线钢的颈缩点相近ꎬ且颈缩点对应的应力和应变值均大于空气环境中颈缩点对应的值ꎬ而在图4所示的4种环境中ꎬ在氢气+环己胺环境下X80管线钢的颈缩点对应的应力和应变值最大ꎮ对于总应变ꎬ在氢气+气相缓蚀剂环境下X80管线钢的总应变最大ꎬ空气环境下X80管线钢的总应变略小ꎬ而氢气+环己胺环境下X80管线钢的总应变次之ꎬ纯氢气环境下X80管线钢的总应变最小ꎮ缓蚀剂对X80管线钢氢损伤的影响程度用缓蚀剂加入前后氢脆指数的变化率来表示ꎬ记为Iꎬ其计算公式如下:I=FH-FH+LFHˑ100%(4)式中:FH为试样在氢气环境中的氢脆指数ꎬ%ꎻFH+L为试样在氢气+缓蚀剂环境中的氢脆指数ꎬ%ꎮ利用公式以及试验数据分别得出每组试验X80管线钢的断后伸长率㊁氢脆指数以及缓蚀剂影响程度ꎬ结果如表5所示ꎮ通过观察断后伸长率可以得出ꎬ气相缓蚀剂的加入使X80管线钢的断后伸长率相较于纯氢环境增大了27 62%ꎬ甚至高于空气环境中的值ꎬ使管线钢的塑性增强ꎻ环己胺的加入041 ㊀㊀㊀石㊀油㊀机㊀械2023年㊀第51卷㊀第12期使X80管线钢的断后伸长率增大了3 14%ꎬ但低于空气环境中的值ꎬ使管线钢的塑性较纯氢环境略有增强ꎮ氢环境中加入气相缓蚀剂对X80管线钢氢损伤影响程度为158 00%ꎬ而加入环己胺的影响程度为17 94%ꎬ意味着气相缓蚀剂和环己胺对X80管线钢氢损伤均有抑制作用ꎬ且气相缓蚀剂对其影响程度较大ꎬ环己胺的影响程度较小ꎮ表5㊀不同缓蚀剂条件下X80管线钢的力学性能Table5㊀MechanicalpropertiesofX80pipeline试验完成后ꎬ利用KYKY-EM6200型扫描电子显微镜对断裂后的试样的断口形貌进行观察ꎬ得到各试样在放大不同倍数下的断口形貌图ꎬ如图5㊁图6及图7所示ꎮ图5㊀氢气或空气环境下X80钢试样的断口形貌Fig 5㊀FracturemorphologiesofX80steelspecimeninhydrogenorairenvironment观察图5可以得到:在空气环境中试样断口有明显的颈缩现象ꎬ且收缩面积较大㊁断口面积较小ꎻ在纯氢气环境中试样断口也存在颈缩现象ꎬ但相对于空气环境收缩面积较小㊁断口面积较大ꎬ此现象表明在空气环境中X80管线钢试样相对于纯氢环境塑性变形较大ꎻ在空气环境中试样的断口形貌包括中心纤维区和边缘的剪切区ꎮ图5a中用红色标记成Ⅰ的区域为中心纤维区ꎬ标记成Ⅱ的区域为剪切区ꎮ剪切区相对平整ꎬ与断面成45ʎꎮ而在纯氢环境中试样的断口形貌不存在相对平整的剪切区ꎬ只具有中心纤维区ꎬ且出现明显的裂纹ꎬ这意味着氢会导致X80管线钢母材的塑性降低ꎮ观察图6中放大1000倍的X80管线钢试样在空气环境中的断口形貌可得ꎬ在空气环境下试样断口形貌以韧窝为主ꎮ其中半径大㊁深度较深的韧窝称为大韧窝(如图6b和图6d中用红色方形标记的区域)ꎬ同时大韧窝周围会夹杂着较小而密集且均匀分布的韧窝称为小韧窝(如图6b和图6d中用红色椭圆形标记的区域)ꎬ此类断口形貌具有典型的韧性断裂特征ꎮ当试验环境为位移速率1 01ˑ10-4mm/s的纯氢环境时ꎬ观察放大200倍的试样的断口形貌发现ꎬ在纯氢环境下X80管线钢试样出现图6㊀不同位移速率条件下X80钢试样的断口形貌Fig 6㊀FracturemorphologyofX80steelsamplesunderdifferentdisplacementrates明显的裂纹ꎬ如图6e中蓝色椭圆形标记的区域ꎮ在放大1000倍的试样断口形貌中大韧窝(红色方形标记的区域)的数量相较于空气中明显减少ꎬ半径变小ꎬ深度变浅ꎬ且小韧窝(红色椭圆形标记的区域)的分布较为稀疏ꎻ同时在韧窝周围出现较小且平滑的过渡区域ꎬ呈现出准解理特征ꎬ如图6f中蓝色方形标记的区域ꎬ此类断口形貌特征为典型的脆性断裂特征ꎮ在其余条件不变的条件下ꎬ将位移速率减小至1 01ˑ10-5mm/s后ꎬ放大200倍的试样断口形貌中裂纹尺寸变大ꎬ几乎贯穿整个断面ꎬ如图6g所示ꎮ进一步观察放大1000倍的试样断口形貌发现ꎬ大韧窝逐渐消失ꎬ小韧窝数量也随之减少且尺寸极为窄小㊁分布更加稀疏ꎬ同时断面较为平滑ꎬ出现较大的准解理平面ꎬ如图1412023年㊀第51卷㊀第12期艾红倪ꎬ等:氢环境对高钢级管线钢力学性能影响规律研究㊀㊀㊀6h所示ꎮ这表明随着位移速率的减小ꎬX80管线钢的塑性损失增大ꎬ且内部出现明显裂纹ꎬ氢脆现象加剧ꎬ失效风险增大ꎮ图7㊀不同环境下X80钢试样断口形貌Fig 7㊀FracturemorphologiesofX80steelsamplesunderdifferentenvironments对比图7中位移速率为1 01ˑ10-5mm/s㊁不同环境下进行试验得到的X80管线钢母材试样的断口形貌可以得到ꎬ在氢气+气相缓蚀剂环境下放大200倍的试样断口形貌中裂纹消失ꎬ断面特征主要以韧窝为主ꎬ如图7e所示ꎮ进一步观察放大1000倍的试样断口形貌发现ꎬ大韧窝的数量㊁半径及深度均大于纯氢环境中的值ꎬ但小于空气环境中的值ꎬ如图7f所示ꎬ其断裂形式为韧性断裂ꎮ而在氢气+100mL环己胺环境下放大200倍的试样断口形貌中仍然存在细小的裂纹ꎬ断面特征同样以韧窝为主ꎬ如图7g所示ꎮ进一步观察放大1000倍的试样断口形貌发现ꎬ大韧窝的数量㊁半径及深度均大于纯氢环境中的值ꎬ但小于氢气+气相缓蚀剂环境中的值ꎬ如图7h所示ꎬ其断裂形式为韧性断裂ꎮ上述现象说明ꎬ气相缓蚀剂与环己胺均有降低在纯氢环境下X80管线钢塑性损失㊁减轻X80钢氢损伤程度㊁抑制氢脆的作用ꎬ但气相缓蚀剂对X80管线钢氢损伤的影响程度更大ꎬ抑制氢脆作用更强ꎮ4㊀结㊀论(1)高压气相预充氢+高压气相动态充氢是目前最能反映管材实际服役工况的氢环境相容试验方法ꎮ(2)氢会使管线钢的屈服强度㊁极限抗拉强度略微增加ꎬ在1 01ˑ10-4和1 01ˑ10-5mm/s这2种位移速率的纯氢环境下分别增大了7 23%和3 77%ꎬ断后伸长率分别减小了6 04%和14 88%ꎻ且位移速率对X80管线钢氢损伤程度影响较大ꎬ位移速率从1 01ˑ10-4mm/s降低到1 01ˑ10-5mm/s对X80管线钢氢损伤影响程度为59 40%ꎬ随着位移速率的减小ꎬ管线钢氢损伤程度增加ꎮ(3)氢会降低管线钢的断裂韧度ꎬ在纯氢环境中的试样断口存在颈缩现象ꎬ但相对于空气环境收缩面积较小㊁断口面积较大ꎬ产生一定的塑性损失ꎬ且断口形貌特征为典型的脆性断裂特征ꎮ同时随着位移速率的减小ꎬ管线钢的塑性损失增大ꎬ且内部出现明显裂纹ꎮ(4)气相缓蚀剂和环己胺对X80管线钢氢损伤均有抑制作用ꎬ且气相缓蚀剂对其影响程度较大ꎬ环己胺的影响程度较小ꎮ在抑制管线钢氢损伤的措施中ꎬ可以考虑采用气相缓蚀剂作为氢损伤的抑制剂ꎮ参㊀考㊀文㊀献[1]㊀黄晓勇ꎬ陈卫东ꎬ王永中ꎬ等.世界能源蓝皮书:世界能源发展报告(2021)[M].北京:社会科学文献出版社ꎬ2021.HUANGXYꎬCHENWDꎬWANGYZꎬetal.Bluebookofworldenergy:annualdevelopmentreportonworldenergy(2021)[M].Beijing:SocialSciencesAcademicPress(China)ꎬ2021.[2]㊀朱珠ꎬ廖绮ꎬ邱睿ꎬ等.长距离氢气管道运输的技术经济分析[J].石油科学通报ꎬ2023ꎬ8(1):112-124.ZHUZꎬLIAOQꎬQIURꎬetal.Technicalandeconom ̄icanalysisonlong ̄distancehydrogenpipelinetranspor ̄tation[J].PetroleumScienceBulletinꎬ2023ꎬ8(1):112-124.[3]㊀DEMIRMEꎬDINCERI.costassessmentandevalua ̄tionofvarioushydrogendeliveryscenarios[J].Interna ̄tionalJournalofHydrogenEnergyꎬ2018ꎬ43(22):10420-10430.[4]㊀ISAACT.HyDeploy:theUK sfirsthydrogenblendingdeploymentproject[J].CleanEnergyꎬ2019ꎬ3(2):114-125.241 ㊀㊀㊀石㊀油㊀机㊀械2023年㊀第51卷㊀第12期[5]㊀BAEKUBꎬLEEHMꎬBAEKSWꎬetal.HydrogenembrittlementforX-70pipelinesteelinhighpressurehydrogengas[C]ʊASME2015PressureVesselsandPipingConference.BostonꎬMassachusettsꎬUSA:ASMEꎬ2015:V06BT06A018.[6]㊀HUANGGꎬZHENGJYꎬMENGBꎬetal.MechanicalpropertiesofX70weldedjointinhigh ̄pressurenaturalgas/hydrogenmixtures[J].JournalofMaterialsEngi ̄neeringandPerformanceꎬ2020ꎬ29(3):1589-1599. [7]㊀MOSTAFIJURRKMꎬMOHTADI ̄BONABMAꎬOUELLETRꎬetal.AcomparativestudyoftheroleofhydrogenondegradationofthemechanicalpropertiesofAPIX60ꎬX60SSꎬandX70pipelinesteels[J].SteelResearchInternationalꎬ2019ꎬ90(8):1900078. [8]㊀NGUYENTTꎬPARKJꎬKIMWSꎬetal.Effectoflowpartialhydrogeninamixturewithmethaneontheme ̄chanicalpropertiesofX70pipelinesteel[J].Interna ̄tionalJournalofHydrogenEnergyꎬ2020ꎬ45(3):2368-2381.[9]㊀SONGEJꎬBAEKSWꎬNAHMSHꎬetal.Notched ̄tensilepropertiesunderhigh ̄pressuregaseoushydrogen:comparisonofpipelinesteelX70andausteniticstainlesstype304Lꎬ316Lsteels[J].InternationalJournalofHydrogenEnergyꎬ2017ꎬ42(12):8075-8082. [10]㊀郑伟ꎬ张宏ꎬ刘啸奔ꎬ等.断层作用下管道应变计算有限元模型对比研究[J].石油机械ꎬ2015ꎬ43(12):109-113.ZHENGWꎬZHANGHꎬLIUXBꎬetal.ComparativestudyontheFEMmodelsofburiedpipelineunderfaultmovement[J].ChinaPetroleumMachineryꎬ2015ꎬ43(12):109-113.[11]㊀杨辉ꎬ王富祥ꎬ钟婷ꎬ等.基于应变的高钢级管道环焊缝适用性评价[J].石油机械ꎬ2022ꎬ50(5):150-156.YANGHꎬWANGFXꎬZHONGTꎬetal.Strain ̄basedapplicabilityevaluationofgirthweldsonhigh ̄gradesteelpipeline[J].ChinaPetroleumMachineryꎬ2022ꎬ50(5):150-156.[12]㊀赵新威ꎬ曾祥国ꎬ姚安林ꎬ等.地震载荷作用下埋地输气管道的数值模拟[J].石油机械ꎬ2014ꎬ42(3):104-109.ZHAOXWꎬZENGXGꎬYAOALꎬetal.Numericalsimulationofthedynamicresponseofburiedgaspipe ̄lineunderseismicload[J].ChinaPetroleumMachin ̄eryꎬ2014ꎬ42(3):104-109.[13]㊀张宏ꎬ吴锴ꎬ冯庆善ꎬ等.高钢级管道环焊缝断裂韧性与裂尖拘束关系[J].石油学报ꎬ2023ꎬ44(2):385-393.ZHANGHꎬWUKꎬFENGQSꎬetal.Relationshipbe ̄tweenfracturetoughnessandcracktipconstraintofhigh ̄strengthpipegirthwelds[J].ActaPetroleisini ̄caꎬ2023ꎬ44(2):385-393.[14]㊀JIANGJXꎬZHANGHꎬZHANGDꎬetal.Fracturere ̄sponseofmitredX70pipelinewithcrackdefectinbuttweld:experimentalandnumericalinvestigation[J].Thin ̄WalledStructuresꎬ2022ꎬ177:109420. [15]㊀张宏ꎬ吴锴ꎬ冯庆善ꎬ等.高钢级管道环焊接头力学性能与适用性评价研究进展[J].油气储运ꎬ2022ꎬ41(5):481-497.ZHANGHꎬWUKꎬFENGQSꎬetal.Stateoftheartonmechanicalpropertiesandfitness ̄for ̄serviceassess ̄mentofhigh ̄gradepipelinegirthweld[J].Oil&GasStorageandTransportationꎬ2022ꎬ41(5):481-497. [16]㊀刘啸奔ꎬ房茂立ꎬ郑倩ꎬ等.基于PFDHA的X80管道应变失效可靠度计算方法[J].应用力学学报ꎬ2022ꎬ39(1):148-154.LIUXBꎬFANGMLꎬZHENGQꎬetal.ReliabilitycalculationmethodforX80pipeline sstrainfailurebasedonPFDHA[J].ChineseJournalofAppliedMe ̄chanicsꎬ2022ꎬ39(1):148-154.[17]㊀WUKꎬZHANGDꎬFENGQSꎬetal.Improvementoffractureassessmentmethodforpipegirthweldbasedonfailureassessmentdiagram[J].InternationalJournalofPressureVesselsandPipingꎬ2023ꎬ204:104950. [18]㊀李燕ꎬ帅健ꎬ隋永莉ꎬ等.含气孔缺陷的管道环焊缝应力分析[J].石油科学通报ꎬ2016ꎬ1(3):417-424.LIYꎬSHUAIJꎬSUIYLꎬetal.Stressanalysisofcir ̄cumferentialpipelineweldseamswithporedefects[J].PetroleumScienceBulletinꎬ2016ꎬ1(3):417-424. [19]㊀HALLJEꎬHOOKERPꎬJEFFREYKE.Gasdetec ̄tionofhydrogen/naturalgasblendsinthegasindustry[J].InternationalJournalofHydrogenEnergyꎬ2021ꎬ46(23):12555-12565.[20]㊀YILDIRIMA.NATURALHY(thepotentialofexistingnaturalgasnetworkforhydrogendelivery)projectob ̄jectivesandsomeresults[C]ʊ18thInternationalPe ̄troleumandNaturalGasCongressandExhibitionofTurkey.AnkaraꎬTurkey:EuropeanAssociationofGeo ̄scientists&Engineersꎬ2011:cp-377-00155. [21]㊀ANON.GDFSuezꎬMcPhyinFrenchGRHYDprojectonmethaneꎬhydrogen[J].FuelCellsBulletinꎬ2012ꎬ2012(12):10.[22]㊀KIPPERSMJꎬDELAATJCꎬHERMKENSRJMꎬetal.Pilotprojectonhydrogeninjectioninnaturalgasonis ̄landofAmelandintheNetherlands[C]ʊInternationalGasUnionResearchConference2011(IGRC2011).SeoulꎬKorea:InternationalGasUnionRepresentedbytheSecretaryGeneral(IGU)ꎬ2011:1163-1177. [23]㊀张士欢ꎬ王荣.X80管线钢电化学充氢后的断裂特3412023年㊀第51卷㊀第12期艾红倪ꎬ等:氢环境对高钢级管线钢力学性能影响规律研究㊀㊀㊀性研究[J].石油机械ꎬ2008ꎬ36(1):16-18.ZHANGSHꎬWANGR.StudyoffracturetoughnessofX80pipelinesteelafterelectrochemicalhydrogenchar ̄ging[J].ChinaPetroleumMachineryꎬ2008ꎬ36(1):16-18.[24]㊀李守英ꎬ胡瑞松ꎬ赵卫民ꎬ等.氢在钢铁表面吸附以及扩散的研究现状[J].表面技术ꎬ2020ꎬ49(8):15-21.LISYꎬHURSꎬZHAOWMꎬetal.Hydrogenad ̄sorptionanddiffusiononsteelsurface[J].SurfaceTechnologyꎬ2020ꎬ49(8):15-21.[25]㊀POUNDBG.Theapplicationofadiffusion/trappingmodelforhydrogeningressinhigh ̄strengthalloys[J].Corrosionꎬ1989ꎬ45(1):18-25.[26]㊀ZHANGTYꎬZHENGYPꎬWUQY.Onthebounda ̄ryconditionsofelectrochemicalhydrogenpermeationthroughiron[J].JournaloftheElectrochemicalSocie ̄tyꎬ1999ꎬ146(5):1741.[27]㊀WANGR.EffectsofhydrogenonthefracturetoughnessofaX70pipelinesteel[J].CorrosionScienceꎬ2009ꎬ51(12):2803-2810.[28]㊀LEEJAꎬLEEDHꎬSEOKMYꎬetal.Hydrogen ̄in ̄ducedtoughnessdropinweldcoarse ̄grainedheat ̄af ̄fectedzonesoflinepipesteel[J].MaterialsCharacter ̄izationꎬ2013ꎬ82:17-22.[29]㊀NANNINGANEꎬLEVYYSꎬDREXLERESꎬetal.Comparisonofhydrogenembrittlementinthreepipelinesteelsinhighpressuregaseoushydrogenenvironments[J].CorrosionScienceꎬ2012ꎬ59:1-9.[30]㊀BAEDSꎬSUNGCEꎬBANGHJꎬetal.Effectofhighlypressurizedhydrogengaschargingonthehydro ̄genembrittlementofAPIX70steel[J].MetalsandMaterialsInternationalꎬ2014ꎬ20(4):653-658. [31]㊀张体明ꎬ王勇ꎬ赵卫民ꎬ等.高压煤制气环境下X80钢及热影响区的氢渗透参数研究[J].金属学报ꎬ2015ꎬ51(9):1101-1110.ZHANGTMꎬWANGYꎬZHAOWMꎬetal.Hydro ̄genpermeationparametersofX80steelandweldingHazunderhighpressurecoalgasenvironment[J].ActaMetallurgicasinicaꎬ2015ꎬ51(9):1101-1110. [32]㊀BAEKUBꎬLEEHMꎬBAEKSWꎬetal.HydrogenembrittlementforX-70pipelinesteelinhighpressurehydrogengas[C]ʊASME2015PressureVesselsandPipingConference.BostonꎬMassachusettsꎬUSA:ASMEꎬ2015:V06BT06A018.[33]㊀NGUYENTTꎬPARKJSꎬKIMWSꎬetal.Environ ̄menthydrogenembrittlementofpipelinesteelX70un ̄dervariousgasmixtureconditionswithinsitusmallpunchtests[J].MaterialsScienceandEngineering:Aꎬ2020ꎬ781:139114.[34]㊀SHANGJꎬWANGJZꎬCHENWFꎬetal.Differenteffectsofpurehydrogenvs.hydrogen/naturalgasmix ̄tureonfracturetoughnessdegradationoftwocarbonsteels[J].MaterialsLettersꎬ2021ꎬ296:129924. [35]㊀SHANGJꎬZHENGJYꎬHUAZLꎬetal.EffectsofstressconcentrationonthemechanicalpropertiesofX70inhigh ̄pressurehydrogen ̄containinggasmixtures[J].InternationalJournalofHydrogenEnergyꎬ2020ꎬ45(52):28204-28215.[36]㊀郑津洋ꎬ周池楼ꎬ徐平ꎬ等.高压氢环境材料耐久性测试装置的研究进展[J].太阳能学报ꎬ2013ꎬ34(8):1477-1483.ZHENGJYꎬZHOUCLꎬXUPꎬetal.R&Dofmaterialstestingequipmentinhigh ̄pressurehydrogen[J].ActaEnergiaeSolarissinicaꎬ2013ꎬ34(8):1477-1483. [37]㊀张来斌ꎬ胡瑾秋ꎬ张曦月ꎬ等.氢能制-储-运安全与应急保障技术现状与发展趋势[J].石油科学通报ꎬ2021ꎬ6(2):167-180.ZHANGLBꎬHUJQꎬZHANGXYꎬetal.Researchstatusanddevelopmenttrendsofsafetyandemergencyguaranteetechnologyforproductionꎬstorageandtrans ̄portationofhydrogen[J].PetroleumScienceBulletinꎬ2021ꎬ6(2):167-180.[38]㊀CHENGYF.Analysisofelectrochemicalhydrogenper ̄meationthroughX-65pipelinesteelanditsimplica ̄tionsonpipelinestresscorrosioncracking[J].Inter ̄nationalJournalofHydrogenEnergyꎬ2007ꎬ32(9):1269-1276.[39]㊀褚武扬ꎬ乔利杰ꎬ李金许ꎬ等.氢脆和应力腐蚀[M].北京:科学出版社ꎬ2013:243-246. [40]㊀MOROIꎬBRIOTTETLꎬLEMOINEPꎬetal.Hydro ̄genembrittlementsusceptibilityofahighstrengthsteelX80[J].MaterialsScienceandEngineering:Aꎬ2010ꎬ527(27/28):7252-7260.[41]㊀TAKASAWAKꎬIKEDARꎬISHIKAWANꎬetal.Effectsofgrainsizeanddislocationdensityonthesus ̄ceptibilitytohigh ̄pressurehydrogenenvironmentem ̄brittlementofhigh ̄strengthlow ̄alloysteels[J].Inter ̄nationalJournalofHydrogenEnergyꎬ2012ꎬ37(3):2669-2675.㊀㊀第一作者简介:艾红倪ꎬ女ꎬ生于2000年ꎬ2022年毕业于中国石油大学(北京)油气储运工程专业ꎬ现为在读硕士研究生ꎬ研究方向为油气储运设施结构强度ꎮ地址: (102249)北京市昌平区ꎮemail:AHN_246@163 comꎮ通信作者:刘啸奔ꎬ电话:(010)89731239ꎮemail:xiaobenliu@cup edu cnꎮ㊀收稿日期:2023-06-06(本文编辑㊀王刚庆)441 ㊀㊀㊀石㊀油㊀机㊀械2023年㊀第51卷㊀第12期。
超细晶粒硬质合金磨削的材料去除机理研究
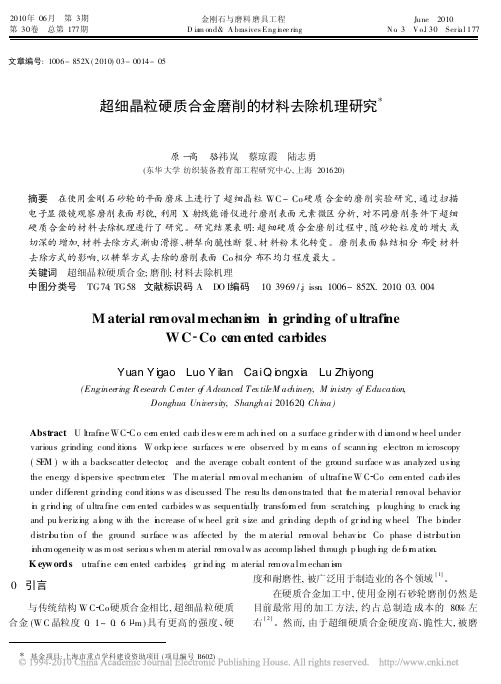
由图 3 可见, 材料以耕犁方式去除时, 磨削表面黏 结相分布最不均 匀, 与 合金名义 含量 ( 10 % Co) 相比
第 3期
原一高等 : 超细晶粒硬质合金磨削的材料去除机理 研究
17
较 , 磨痕底部 Co 含量较低, 而隆起部位则远高于名义 含量 (见图 3a)。以脆性断裂方式去除时, 磨削表面碎 裂、 坑穴等部位 Co 含量偏低, 但不均匀程度有所下降 ( 见图 3b) 。以粉末化方式 去除时, 磨 削表面各部 位 Co 相分布 均匀, 且与名义 含量相差 不大 ( 见 图 3c) 。 这说明 , 超细硬质合金磨削过程中, 不同的材料去除方 式会使磨削表面黏结相分布均匀性产生差异。以耕犁 方式形成的磨削表面黏结相分布不均匀程度最大 , 脆 性断裂次之 , 粉末化方式最小。
# #
, 对零
[5 , 6]
件的强度和使用寿命造成危害。有研究表明, 这些磨 削损伤大多与磨削过程中材料的去 除机理有关 。 为了开发新的高效、 低成本、 低损伤的硬质合金加工方 法 , 很有必要对超细硬质合金磨削过程中材料的去除 机理开展深入的研究。为此 , 本文作者通过磨削实验 , 采用扫描电子显微镜 ( SEM ) 和 X 射线能谱仪 ( EDS) , 对不同磨削条件下 W C Co 超细硬质合金的材料去除 机理进行了分析 , 以期为磨削工艺的优化和磨削质量 的控制提供科学的依据。
2010 年 06 月 第 3 期 第 30 卷 总第 177 期
金刚石与磨料 磨具工程 D ia m ond& A brasives Eng inee ring
June 2010 No . 3 V o.l 30 Ser ia l 177
文章编号 : 1006- 852X ( 2010) 03- 0014- 05
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为了进一步研究高速剪切与普通剪切试件的断 并验证所得出的基于塑性小范围屈服的高 面质量, 速剪切机理, 在 1 KJ 的液气棒料剪切机样机上进行 了高 速 剪 切 实 验。 试 验 材 料 有 直 径 为 16 mm、 18 mm、 20 mm 的 Q235 和直径为 8 mm、 10 mm、 12 mm 的 45 圆钢棒料, 根据剪切参数的优化结果, 剪切温 度在 300 ℃ ~ 500 ℃ 范围内分组进行, 剪切速度为 4 m / s ~ 6 m / s。同时利用普通剪床 ( 速度约 1 m / s ) 进行了棒料传统剪切试验, 并进行了对比分析, 表1 为20 mm 的 Q235 棒料分别采用夹紧方式的高速 精密剪切工艺与普通剪切工艺所得试件的断面技术 [ 7] 指标对比 。
On the Mechanism of Highspeed Precision Shearing of a Bar Under Clamping State
Li Yaohui1 ,Li Yongtang2 ,Li Zhenxing1
( 1 Suzhou Vocational University, Suzhou 215104 ;
图1 高速剪切模型简图
令 A = sin ( 1 ) 整理后得
3θ 3θ θ θ sin( ) , B = cos cos( ) 则式 2 2 2 2
θ σx = 1 - K Ⅱ sin ( 2 + B ) 2 r 2 π 槡 1 θ K Ⅱ B sin σy = 2 2 πr 槡 θ τ xy = 1 K Ⅱ cos ( 1 - A) 2 2 r 槡π
基金项目: 国家自然科学基金项目( 50475049 ) 资助 作者简介: 李耀辉( 1976 - ) , 讲师, 硕士研究生, 研究方向为棒料剪 liyaohuixxr@ sina. com 切、 模具 CAD / CAE / CAM,
1668
机械科学与技术
第 28 卷
许多不完善之处, 有待于进一步分析研究, 探讨更符 合实际情况、 精度更高、 具有工程应用价值的理论模 型, 从而更好地解决实际生产中的具体问题。 笔者 结线弹性断裂理论关于Ⅱ型裂纹裂尖塑性区域解析 解研究, 深入探讨了夹紧状态下的棒料高速精密剪 切机理, 为剪切工艺参数的选择提供理论依据。 在 理论研究基础上, 进行了棒料高速精密剪切工艺试 验, 得到了令人满意的剪切质量。 1 高速精密剪切模型及应力状态分析 根据罗马尼亚布拉索夫 ( Brasov ) 大学提出的建
2
Taiyuan University of Science and Technology,Taiyuan 030024 )
Abstract: Fracture theory is applied to the research of highspeed precision shearing. The mechanism of bar highspeed precision shearing under clamping state is studied in detail by using the theory of elasticity fracture in the stress field and the size of plastic area for model Ⅱ crack tip. Results show that the essence of highspeed shearing is to get smallscale plastic yield and bring regular fracture. Experimental research of highspeed precision shearing was performed on the above basis,and better shearing quality was obtained. Key words: bar; highspeed shears; shearing mechanism; clamping; model Ⅱ crack; smallscale yield 在机械加工的各个行业中, 下料大多是加工工 。 、 艺过程的第一道工序 随着冷 热模锻、 挤压等精密 无切削新工艺、 新技术的应用和发 锻造工艺及少、 展, 对切断毛坯的断面质量、 几何精度、 体积与重量 偏差、 生产率及材料利用率等各项要求越来越高 。 因此, 剪切工艺的选择不仅决定能否获得理想的毛 坯, 同时对经济效益也有很大的影响 。 目前常用的棒料下料工艺, 一般采用机械式剪 切机下料、 锯床下料、 车床下料和阳极机械切割等。
为获得垂直度较高的剪切断面, 应保证裂纹沿 0 c22 = 3 , 预剪切面扩展, 即 θ = 0。 当 θ = 0 时, 代入式 ( 6) , 可得到平面应变状态下, 在裂纹延长线上塑性 区边界到裂纹尖端的距离为 r0 = r
θ = 00
=
1 ( 2 ) 3KⅡ 2 π σ2 s
( 7)
图 4 为裂尖塑性区域形状图。由图 4 可以看出, 平面应变状态下的裂尖塑性区尺寸比平面应力状态 的塑性区尺寸大大减小, 这也进一步说明采用夹紧装 置后的高速剪切更容易实现塑性小范围屈服。
表1 剪切方式 夹紧状态 高速剪切 夹紧状态 普通剪切 高速剪切与普通剪切试验数据对比 断面倾斜度 φ 棒端 1°15′ 料端 30′ 断面椭圆度 S ( mm) 棒端 1. 35 料端 1. 14 1. 33 断面不平度 b ( mm) 棒端 0. 86 3. 10 料端 0. 67 2. 60
θ ( 1 - A) 2 。 2
[ [
]
( 4)
]
[
]
图2
剪切区材料的应力状态
3
裂尖塑性区域形状与尺寸估算 要确定 裂 尖 塑 性 区 域 的 形 状 和 大 小, 可利用
第 12 期
5] Mises 屈服准则 [ , 即
李耀辉等: 夹紧状态下的棒料高速精密剪切机理研究
1669
(Байду номын сангаасσx - σy )
2
+ ( σy - σz )
2
图3 受双向压应力和剪应力的无限大板
由于对称关系, 只考虑右边的裂纹端点。 取右 边裂纹端点为坐标原点, 裂纹端点附近各点的坐标 为 r 和 θ, 由前面分析可知: 径向夹紧状态下的高速 裂纹的扩展形态以Ⅱ型裂纹为主, 因此其裂纹 剪切, 尖端附近的应力分量表达式为
[ 4]
{
σ = - K Ⅱ sin θ 2 + cos θ cos( 3 θ ) x 2 2 2 2 πr 槡 KⅡ 3θ θ θ ( 1) sin cos cos( ) σy = 2 2 2 2 πr 槡 KⅡ θ 3θ θ τ xy = cos 1 - sin sin( ) 2 2 2 2 πr 槡 0 平面应力 ( 2)
(
)
(
)
υ( σx + σy ) =
2υ θ - KⅡsin 2 2 r 槡π
(
)
平面应变 ( 3)
y 轴上的正 式中: σ x 、 σy 、 τ xy 分别是图 3 中裂尖在 x、 应力和 O xy 面上的剪应力; K Ⅱ 为 Ⅱ 型裂纹的应力强 KⅡ = τb 槡 2 a 和 υ 分别是裂纹长度和材 πa , 度因子, 料的泊松比。
李耀辉
要: 针对目前国内外对高速精密剪切理论研究的不成熟而制约其推广应用等实际问题 , 提出了 将断裂理论引入高速精密剪切机理的研究中 。结合断裂力学中的线弹性断裂理论关于 Ⅱ型裂纹裂 摘 深入探讨了夹紧状态下的金属棒料高速精密剪切机理 , 得出高速精密 尖应力场和塑性区域的研究, 剪切的实质是实现裂尖塑性小范围屈服 , 产生规则断裂。在理论研究基础上, 结合课题组研究所得 出的有关适宜剪切参数, 在 1 KJ 液气棒料剪切机样机上进行了剪切工艺试验 , 试验数据表明: 基于 塑性小范围屈服的高速剪切可以获得满意的剪切质量 。 词: 棒料; 高速剪切; 剪切机理; 夹紧; Ⅱ型裂纹; 小范围屈服 8728 ( 2009 ) 12166703 中图分类号: TG5 文献标识码: A 文章编号: 1003关 键
2
线弹性断裂力学裂尖的应力场 无限大平板上有一长为 2 a 的中心贯穿裂纹, 在
无限远处受双向压应力和剪应力作用 , 如图 3 所示。
立在特奥多尔. 卡尔 ( Theoder Karman ) 基础上的精 [ 3] 密剪切理论 , 在精密剪切时, 要使棒料的剪切区 施压至屈服极限, 该压力要均匀地作用在剪切区, 形 , 成材料的三向压应力状态 使裂尖处于塑性小范围屈 服, 方可进行无间隙的纯光洁剪切, 即棒料在多向受 压的情况下比在单向受压时的塑性变形状态更好。 笔者所研究的是带径向夹紧装置的棒料高速精 密剪切, 夹紧力为棒料剪切力的 1. 5 倍 ~ 2. 0 倍, 使 棒料处于弹性夹紧状态, 剪切模型如图 1 所示。 图 2 为位于剪切面附近的剪切变形区的应力状态, 由 采用了径向夹紧力后, 棒料的转动自由 图可以看出, 度被消除, 使剪刃下方的整个剪切面都处于三向压 应力状态, 裂纹的扩展形式以 Ⅱ 型的滑移型裂纹为 主, 只是在剪切的最后阶段出现少量撕裂现象 , 而影 响剪切质量的关键是初期裂纹的扩展, 因此可近似 的看作纯Ⅱ型裂纹。 σz =
2009 年 第 28 卷
12 月 第 12 期
机械科学与技术 Mechanical Science and Technology for Aerospace Engineering
December Vol. 28
2009 No. 12
夹紧状态下的棒料高速精密剪切机理研究
1 2 1 李耀辉 , 李永堂 , 李振兴 ( 1 苏州市职业大学, 苏州 215104 ; 2 太原科技大学, 太原 030024 )
+ ( σz - σx )