PLC在自动化立体仓库控制系统中的应用
基于PLC的自动化立体仓库运行系统设计

基于PLC的自动化立体仓库运行系统设计基于PLC的自动化立体仓库运行系统设计摘要:随着现代物流行业的高速发展,自动化立体仓库作为一种高效、智能化的物流管理方式,受到了广泛关注。
本文将以PLC(Programmable Logic Controller,可编程逻辑控制器)为核心,探讨自动化立体仓库运行系统的设计与应用。
一、引言随着物流需求不断增长,人们对于立体仓库的效率和运行成本要求也日益提高。
自动化立体仓库以其高效率、减少人工成本和错误率、提高库存管理精度等优势逐渐被企业所采用。
而PLC作为一种高性能、稳定可靠的控制设备,可以实现各种仓库操作参数的精确控制,因此在自动化仓库运行系统中得到了广泛应用。
二、PLC在自动化立体仓库中的功能1. 工作流程控制:PLC可以通过编写程序实现仓库内各种设备的自动控制,如起重设备、输送带、货架等。
在生产流程中,PLC可以实时控制入库、出库和货物分拣等各个环节,提高运行效率。
2. 故障检测与报警:PLC可以监测仓库中设备的状态和工作情况,一旦发现故障或异常,即时发出警报并记录相关信息,方便操作人员及时处理。
3. 库存管理:PLC可以实时监测仓库中的货物数量和存放位置,根据需求进行智能分配和管理。
通过PLC系统,可以实现自动库存盘点、库存调整和货物追踪等功能。
4. 系统安全保护:PLC可以通过编写程序实现对仓库内各个设备的安全控制,如对货架超重的报警及停止运行等,确保仓库运行的安全性和可靠性。
三、自动化立体仓库运行系统的设计与应用1. 硬件设计:自动化立体仓库的运行系统主要由PLC、传感器、执行机构和计算机等组成。
PLC作为控制核心,通过传感器感知仓库内各个设备的状态,并通过执行机构实现相应的控制。
计算机负责数据的处理与存储,并与PLC进行信息交互。
2. 程序设计:根据仓库的实际需求,在PLC上编写相应的控制程序,实现仓库内设备的自动运行和管理。
程序中需要考虑到故障处理、安全保护、库存管理和数据传输等方面的功能。
PLC在仓储物流中的应用
PLC在仓储物流中的应用仓储物流是指在商品生产完毕后,通过合理的配送和仓储管理,确保商品的流通与储存。
而PLC(Programmable Logic Controller,可编程逻辑控制器)作为先进的工业自动化技术,在仓储物流中扮演着重要的角色。
本文将探讨PLC在仓储物流中的应用,并为读者介绍其优势和潜力。
一、PLC在仓库管理中的应用PLC作为一种专门用于工业自动化的控制设备,广泛应用于仓库管理系统。
通过PLC可以实现仓库设备的控制和调度,例如货物入库和出库的自动化操作、货架和输送机的控制、库存管理和盘点等。
PLC的可编程特性使其能够灵活适应不同仓库的需求,提高了仓库操作的效率和准确性。
二、PLC在仓库自动化中的应用随着物流行业的发展,仓库自动化越来越受到重视。
PLC作为控制核心,可以与其他自动化设备进行协同工作,实现仓库的自动化操作。
例如,通过PLC与自动堆垛机、自动输送线等设备的联动,实现货物的自动分拣、装卸和仓储等功能,大大提高了仓库的生产效率和货物处理能力。
三、PLC在运输管理中的应用除了仓库管理,PLC还可以应用于物流运输的管理中。
例如,利用PLC对运输车辆进行控制和调度,可以实现物流配送的自动化和智能化。
通过PLC,可以实时监控车辆的位置和状态,并对车辆进行路线优化和调度,提高了运输的效率和准确性。
同时,PLC还可以与其他物流管理系统进行数据交互,实现物流信息的实时更新和共享。
四、PLC在安全管理中的应用仓储物流的安全管理一直是重中之重。
PLC具有安全可靠的特点,广泛应用于安全监控和报警系统中。
通过PLC的监控和控制,可以实时监测仓库的温度、湿度和气体浓度等参数,以及监控设备的运行状态,确保仓库运作的安全和稳定。
同时,PLC还可以与消防系统和安防系统进行联动,及时响应并处置突发情况,保障仓库的安全。
结论PLC在仓储物流中的应用,极大地提升了仓库管理的效率、自动化水平和安全性。
通过PLC的应用,现代仓储物流可以更好地适应快速变化的市场需求,提高物流运输效率,减少了人为因素的干扰和错误,降低了运营成本,改善了仓库工作环境和劳动条件。
基于plc的自动化立体仓库

基于PLC的自动化立体仓库摘要:随着企业现代生产规模的不断扩大,立体仓库已成为生产物流系统中一个重要而不可缺少的环节,堆垛机是其关键设备。
本文的思想是将整个仓库划分为多个区域,然后将每个区域划分为真实和虚拟的位置。
结合虚拟和真实位置,根据货物进出仓库的频率,将货物存储在相应的位置,以提高操作效率。
本文所描述的系统由先进的PLC控制器和变频器驱动的闭环交流伺服系统控制。
光电传感器用于检测堆料机的位置。
分析了堆垛机的工作过程。
研究了堆垛机的运动控制和位置检测方法。
实现了堆垛机的定位方案。
通过上位机系统对PLC 的运行进行监控,对货位信息进行处理,解决了堆垛机对货物访问路径的优化问题。
最后,采用PLC对堆垛机系统进行控制,实现本文设计的堆垛机系统的在线、自动、手动和维护四种控制模式,以及进出站货物运输三种模式。
最后,给出了上位机监控系统的程序实例和主要功能。
通过实验室模拟运行,堆料机系统运行平稳,定位准确,安全可靠地满足设计要求。
关键词:自动化立体仓库;堆垛机;货位优化;监控系统;PLCAutomated Stereo Warehouse Based on PLC Absrtact: With the continuous expansion of modern production scale of enterprises, three-dimensional warehouse has become an important and indispensable link in production logis tics system, and stacker is its key equipment. The idea of this paper is to divide the who le warehouse into several areas, and then divide each area into real and virtual locations. Combining virtual and real locations, according to the frequencies of goods entering and l eaving the warehouse, the goods are stored in the corresponding locations to improve oper ation efficiency. The system described in this paper is controlled by advanced PLC control ler and closed-loop AC servo system driven by frequency converter. The photoelectric sens or is used to detect the position of the stacker. The working process of the stacker is ana lyzed. The movement control and location detection methods of the stacker are studied. T he positioning scheme of the stacker is realized. The operation of PLC is monitored by th e upper computer system, and the information of cargo location is processed, which solves the problem of optimizing the access path of stacker to cargo. Finally, PLC is used to c ontrol the stacker system, realizing the four control modes of online, automatic, manual an d maintenance of the stacker system designed in this paper, and three modes of inbound a nd outbound freight transportation. Finally, an example of the program and the main functi ons of the host computer monitoring system are given. Through the simulation operation o f the laboratory, the stacker system runs smoothly, locates accurately, and meets the design requirements safely and reliably.Key words: Automated three-dimensional warehouse; Stacker; Location optimization; Monit oring system; PLC目录第1章前言 (1)1.1自动化仓库概述 (1)1.1.1自动化立体仓库的组成 (1)1.1.2自动化立体仓库的优点 (1)1.1.3自动化立体仓库的分类 (2)1.2国内外研究现状 (2)第2章出入库原则及方式设计 (3)2.1出入库原则概述 (4)2.1.1先入先出原则 (4)2.1.2分区原则 (4)2.1.3均布原则 (5)2.1.4重力原则 (5)2.1.5效率原则 (6)2.2出入库流程设计 (6)第3章系统组成及硬件连接 (7)3.1工控器件简介 (7)3.1.1工控计算机 (7)3.1.2可编程序控制器(PLC) (7)3.1.3变频器 (9)3.2硬件设备设计 (9)3.2.1出入库系统 (9)3.2.2堆跺机系统 (10)3.3输入输出点分配 (12)3.4输送系统与上位机通信的寄存器区 (15)第4章 PLC控制程序 (15)4.1工作方式控制 (16)4.2手动运行方式下的运行控制 (16)4.3自动运行方式下的运行控制 (17)4.4手/自动工作方式的转换 (18)4.5检修状态 (18)4.6出入货台系统的报警 (19)第5章总结 (21)参考文献 (22)致谢 (23)第1章前言自动化仓储系统是一个不需要直接人工处理就可以自动储存和取出物料的系统。
plc的立体仓库运用

1 绪论可编程控制器(Programmable Logic Controller),简称PLC。
它是20世纪70年代以来,在集成电路、计算机技术基础上发展起来的一种新型工业控制设备。
由于它具有功能强、可靠性高、配置灵活、使用方便以及体积小、重量轻等优点,国外已广泛应用于自动化控制的各个领域,并已成为实现工业生产自动化的支柱产品。
近年来,国内在PLC技术与产品开发应用方面发展很快,除有许多从国外引进的设备、自动化生产线外,国产的机床设备已越来越多地采用PLC控制系统取代传统的继电-接触器控制系统。
与继电—接触器系统相比系统更加可靠;占位空间比继电—接触器控制系统小;价格上能与继电—接触器控制系统竞争;易于在现场变更程序;便于使用、维护、维修;能直接推动电磁阀、接触器与于之相当的执行机构;能向中央执行机构;能向中央数据处理系统直接传输数据等。
1.1立体仓库概述1.1.1立体仓库发展历史立体仓库一词起源于“高层货架”,一般是指采用几层、十几层乃至几十层高的货架储存单元货物,随着科技的发展,人们逐渐采用起重、装卸、运输机械设备等相应的物料搬运设备进行货物入库和出库作业的仓库。
由于这类仓库能充分利用空间储存货物,故常形象地将其称为“立体仓库”[1]。
早在20世纪50年代初期,美国就出现了使用桥式堆垛起重机的仓库。
这种起重机是在通用桥式起重机的小车上装设堆取货物的装置,从地面上用按钮进行操纵,其结果是使货架间的通道大大减小,单位面积的储存量平均增加了50%多。
此后立体仓库在美国和西欧得到迅速发展。
1963年美国某公司首先在仓库业务中采用计算机控制,仓库高度已达12米。
20世纪60年代中期,日本开始兴建立体仓库,而且发展的速度越来越快,据日本“产业机工”的统计,到1982年,日本已拥有各种立体仓库3257座,几乎相当于欧美国建拥有量得总和。
立体仓库由于具有很高的空间利用率、很强的入出库能力、采用计算机进行控制管理又利于企业实施现代化管理等特点,已成为企业物流和生产管理不可缺少的仓储技术,越来越受到企业的重视。
PLC控制技术在立体自动化仓库堆垛机中的应用

术 和通 信 技 术 融 为 一 体 的 , 向控 制 过 程 、 向 用 户 , 应 工 业环 境 、 作 方 便 、 面 面 适 操 可靠 性 高 的 新一 代 通 用 工 业 自动装 置 。在 研 究 P C 控 制技 术 的基 础 上 , 出立 体 自动 化 仓 库 的 堆 垛 机 控 制 方 案 , L 提 实践 证 明 实 时性 好 , 准 精 度 高 , 用 于 高速 自动 化 停 可
m a i idusr t n c ty equpme t i n ba e on h t h lg o m ir n r lrwhch a t e ch a t — t s f n sr s i bl ea y sd te ec noo y f c o co tol 。 i h s h arc e s i o idu ty ut e. s e c a op at g n er i a d hgh el bit I o bie wi te ec noog t n i r i ly. c m n d a i t t h t h l y f o h t , o au t on d o nia i whi i c m monl on, ch s o y
u ed o eror t d s fr us i e pr e c toln T s ap p o s h c n r p o a en oc ss onr l g.hi p er r po es t e o tol r gr m o t c er whc i e i auoma e i fs a k s ih s us d n t td wa e ou e as t e e ch ofPL r h s b ed on he r s ar C c to e hn o . onr lt c olgy
PLC在自动化仓储系统中的应用

PLC在自动化仓储系统中的应用自动化仓储系统是当今物流行业中的重要组成部分,它通过利用现代技术和设备来提高仓储效率和运作质量。
而在这些先进设备中,可编程逻辑控制器(PLC)扮演着关键的角色。
本文将探讨PLC在自动化仓储系统中的应用,以及其对仓储行业的积极影响。
一、PLC的基本原理及功能PLC,即可编程逻辑控制器,是一种专门用于工业自动化控制的计算机控制系统。
它可以接收各种传感器和执行器的信号,处理这些输入信号并根据预设的逻辑程序输出控制信号,从而实现对整个自动化系统的监控和控制。
PLC的基本功能可以分为以下几点:1. 输入输出信号的接收与处理:PLC能够接收来自于传感器的各类信号,并通过处理这些信号来实现对自动化仓储系统的监测和调控。
2. 逻辑程序的运行与控制:PLC内部存储有逻辑程序,可以根据程序的设定来运行和控制自动化仓储系统中的各个设备。
3. 数据处理与通信功能:PLC可以对接收到的数据进行处理,并且能够通过通信接口与其他设备进行数据交换和共享。
二、PLC在自动化仓储系统中的应用1. 货物存储与分拣:在自动化仓储系统中,PLC可以控制货物存储区域的升降、分隔和货架移动等动作,确保货物的准确存储和高效分拣。
2. 输送线路的控制:PLC可以对自动化仓储系统中的输送线路进行控制,包括输送线速度的调节、线路切换以及气动装置的控制等,从而实现货物的顺畅运输和准确投递。
3. 数据采集与处理:PLC可以与其他设备进行数据交换,实时采集并记录仓储过程中的各项数据,如货物存储量、货物流向、设备状态等,从而提供实时的仓储信息和运作分析。
4. 故障监测与维护:PLC可以监测仓储系统中设备的运行状态,及时发现故障并进行相应的报警和维护,确保仓储系统的稳定运行和设备寿命的延长。
三、PLC应用在自动化仓储系统中的优势1. 灵活性:PLC的逻辑程序可以根据不同的需求进行定制和修改,从而实现不同的自动化操作,适应多样化的仓储需求。
PLC在自动化仓储系统中的应用案例介绍

PLC在自动化仓储系统中的应用案例介绍自动化仓储系统是当今物流行业发展的趋势,其通过引入先进的技术和设备,实现仓库内物流作业的智能化和自动化。
在这些先进技术中,可编程逻辑控制器(PLC)起到了关键的作用。
本文将介绍PLC在自动化仓储系统中的应用案例,以展示PLC在提高仓储效率和管理的重要性。
案例一:入库管理自动化仓储系统中的PLC应用最常见的是入库管理。
在过去,传统的入库管理往往需要人工操作,效率较低,容易出错。
而引入PLC后,可以实现自动识别和归类货物的功能。
例如,在一个自动化仓库中,PLC可以根据货物的高度、长度和重量等信息,自动将其定位至合适的存储区域,并记录相关信息。
这样一来,不仅能提高入库效率,还能减少因人为原因而导致的错误。
案例二:货物分拣自动化仓库的另一个重要环节是货物分拣。
在传统的仓储系统中,货物分拣往往需要大量的人力,而且容易出错。
然而,在引入PLC后,可以实现货物的自动分拣。
PLC通过传感器对入库货物进行扫描,并根据预设的分拣规则将其分配至相应的出库口。
这种自动化的分拣系统不仅提高了分拣效率和准确性,还能降低人力成本,提升仓库整体运作效率。
案例三:库存管理仓储系统中的库存管理是一项至关重要的工作。
传统的库存管理依赖于人工盘点,容易出现误差和遗漏,同时也耗费大量的时间和人力。
而PLC的应用可以实现仓库库存的实时监控和管理。
PLC通过传感器和扫描设备不断地对库存进行检测和更新,确保仓库信息的准确性和及时性。
当库存达到预设警戒线时,PLC能够及时发出报警信号,并调用其他设备进行补充。
这种自动化的库存管理系统不仅提高了仓库的效率,还能降低库存损耗和管理人力成本。
案例四:运输管理在自动化仓储系统中,PLC还可以应用于运输管理。
运输管理涉及到仓库内货物的搬运和转运等环节,需要精确的控制和协调。
PLC可以通过与运输设备的联动,实现货物的自动搬运和转运。
例如,在自动化仓库中,PLC可以根据货物的目的地和优先级进行智能调度,确保货物的及时送达。
PLC在仓储管理中的应用

PLC在仓储管理中的应用在现代工业时代,物流仓储的管理变得越来越重要。
传统的仓储管理方式已经很难满足当代物流的需求,自动化、数字化仓储管理成为了一种趋势。
PLC作为自动化技术的代表之一,已经广泛应用于仓储管理中。
PLC(可编程逻辑控制器)是一种数字化的控制系统。
在仓储管理中,PLC可以控制各种设备,如传送带、升降机、输送机等,使得物流管理更加优化和高效。
一、PLC在物流仓储中的基本作用PLC在仓储管理中可以实现许多自动化的功能。
它可以通过与传感器和执行器的连接,监测和控制货物的运输和存储。
基于PLC可以支持的编程语言,如Ladder图表、SFC、ST、AWL、FBD等,实现对仓储过程的灵活控制。
例如在仓储过程中,当传感器识别到货物到达时,PLC可以发出指令,将货物分配到不同的储存区域。
当需要将货物从一储存区域移到另一储存区域时,PLC可以控制传送带或升降机执行相应的操作,提高物流货物的转移速度和准确性。
同时,PLC也可以与其他系统对接,如WMS(仓库管理系统),ERP(企业资源计划)等实现智能化管理。
二、PLC在物流仓储管理中的优势1.高效、精准的控制能力:它可以实现精准和高效的控制。
PLC能够快速响应传感器的信号,并根据预设编程执行相应操作。
2.灵活可编程的优势: PLC可以提供各种编程语言,如梯形图、ST 等,可以根据运输设备和仓库布局的不同采用不同的编程方法。
3.安全、可靠的运行:PLC具有良好的稳定性和自诊断功能,能够保障仓储流程中自动化控制的安全和可靠性。
4.数据记录与分析: PLC可以记录各种数据,比如货物运行时间、速度、状态等信息。
这些数据有助于进行绩效管理、制定预算和改进物流运营。
三、PLC在仓储管理中的应用案例1.机器人式高速分拣系统:在这种系统下,PLC可以控制运动轨迹,做出分拣物品和分类的决策,实现对物流速度、数量和准确性等方面的高效和稳定控制。
2. 自动储存车与自动叉车系统:PLC可以通过感应或VIS(视觉识别系统)跟踪并灵活控制储存车/自动叉车的运动方向和速度,实现货物准时、准确地存储和取出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
"% $% & 与地面控制台之间的 4+*56 通讯
’() 与地面控制台之间的通讯类似于监控机与 ’() 之间 地面 的通讯, 同样采用了主从控制方式, 其中 ’() 作为主控机, 控制台作为从机。 ’() 中的通讯流程如图 " 所示。
" ’() 在堆垛机控制系统中的具体应用
"% $ 4+ 1 *56 通讯
E FG E
《机械设计与制造 》 AS*9 788=
B+9 7
T-3K241*M
U1O2,4
V
T-4GP-35G*1
文章编号: 6886 R #$$< & 788= ’ 87 R 88;= R 87
"() 在自动化立体仓库控制系统中的应用
张维君 索世文 & 沈阳航空工业学院, 沈阳 6688#= ’ 牛 军 & 辽宁省机械研究院, 沈阳 6688#7 ’ 78) &::23’&$3,4 ,; /<= 34 &6$,1&$3,4 $8%))9-31)4#3,4&2 +&%)8,6#) ’,4$%,2 #*#$)1 ?@ABC D12EFG4 HIJ HK2EL14 & HK14M-4, N4O525G51 +P A1*+4-G523-2 Q4,2411*24,> HK14M-4, 6688#=> )K24- ’ ]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]^ 【摘要】 是以微处理器为基础, 综合 "() 全称 "*+,*-..-/01 (+,23 )+45*+001*> 即可编程逻辑控制器, ]]]]]]]]]]]]]]]]]^ 了计算机技术、 自动控制技术和通讯技术而发展起来的一种新型工业控制装置。根据 788# 年天津华 维斯特自动化立体仓库系统的实施, 深入探讨了 "() 在自动化立体仓库控制系统中的具体应用。 关键词: 可编程逻辑控制器; 自动化; 立体仓库; 应用 【!"#$%&’$】 "() !" #$% &’’(%)!&#!*+ *, -(*.(&//&’0% 1*.!2 3*+#(*00%(4 0# !" +%5 #67% !+89"#(6 2*+#(*0 %: ;9!7/%+# 5$!2$ !" 8%)%0*7%8 ’&"%8 *+ /!2(*7(*2%""*( &+8 !+#%.(&#%8 5!#$ 2*/79#%( #%2$+*0*.6< &9#*/&#!*+ #%2$+*0*.6 &+8 2*//9+!2&#!*+ #%2$+*0*.64 =$!" 7&7%( "#98!%8 #$% "7%2!,!2 &770!2&#!*+ #$*(*9.$06 *, "() !+ >9#*/&#!*+ =$(%%:?!/%+"!*+&0 @&(%$*9"% 3*+#(*0 A6"#%/ ’&"%8 *+ #$% %B%29#!*+ *, =!&+C!+ D&()%"# >9#*/&: #!*+ =$(%%:?!/%+"!*+&0 @&(%$*9"% 3*+#(*0 A6"#%/ 788# 4 ()* +,%-#. /%,0%&11&"2) 2,03’ ’,4$%,22)%5 !6$,1&$3,45 78%))9-31)4#3,4&2 +&%)8,6#)5 !::239 ’&$3,4
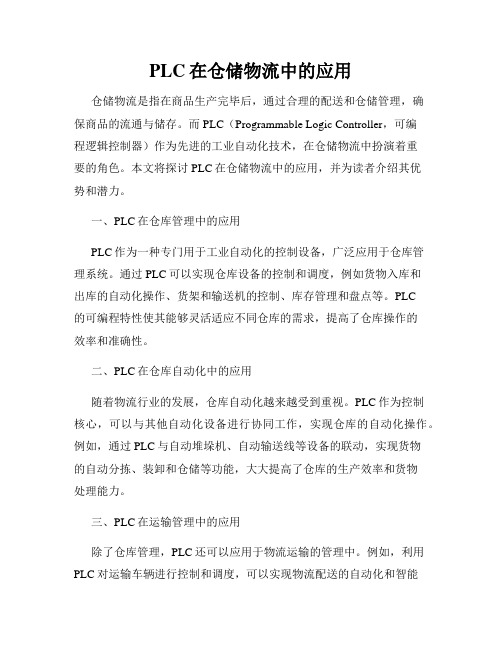
图 6 系统拓扑图
& 6 ’ 物流库管理系统; & 7 ’ 物流库作业与调度管理系统; & # ’ 大屏幕显示系统; & = ’ 物流库监控与故障诊断系统。 控制系统包括以下三大模块: & 6 ’ 堆垛机控制系统; & 7 ’ 地面控制台系统;
《机械设计与制造 》 .D>% &22*
E=% &
-FGHIJK>L
# 来稿日期: 788# R 8# R 8$
]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]]^ 中图分类号: !"#$ 文献标识码:%
“仓储 ” “物流 ” 当今社会 、 等概念已经逐渐为广大公众所了
]]]]]]]]]]]]]]]]]^
0 系统构成及堆垛机功能概述
4+ 1 *56 接 口 是 名 为 /,. 3 ;,. 1 *56 的 文 档 所 描 述 的 接 口。一个类似的标准是 ,+9 3 ,;)5*5&% $<<" 。4+ 1 *56 接口具有 成本低、速度快、传输距离远、网络能力强等许多优点 " 。 +,-./,) +0 1 &&7 ’() 内置了两个 4+ 1 *56 通讯接口,并有多 种通讯模式。 在本系统中, 我们采用了自由口模式, 并选择 ’=>?2 与监控机通讯, ’=>?$ 与地面控制台通讯。自由口通讯是建立在 4+ 1 *56 硬件基础上的一种通讯方式,它允许用户自己定义一 些简单、 基本的通讯协议设置, 如数据长度、 奇偶校验等等, 通 讯功能完全由用户程序控制 * 。
& ’() 选型
+,-./, +0 1 &22 系列 ’() 是西门子公司的一款主要产品, 适用于各行各业、各种场合中的检测、监测及控制的自动化。 +0 1 &22’() 的强大功能使其无论在独立运行中或相连成网络 皆能实现复杂控制功能。紧凑的结构、灵活的配置和强大的指 令集使 +0 1 &22 成为各种控制应用的理想解决方案。根据本系 统的实际需要,通过对不同品牌型号的 ’() 进行比较,认为 +,-./,) +0 1 &22 系列 ’() 具有极高的性能 3 价格比,并能充 分满足系统的要求。 由于堆垛机与计算机、地面控制台均采用 4+*56 通讯方 式,因此至少需要 & 个 4+*56 通讯端口。鉴于系统对通讯端口 的要求及控制规模,决定采用 &&7 )’8,该 )’8 集成了 &* 输 最大 入 3 $7 输出共 *2 个数字量 , 3 9 点。可连接 0 个扩展模块, 扩展至 &*5 路数字量 , 3 9 点或 "6 路模拟量 , 3 9 点。$": 字节 程序和数据存储空间。& 个 4+*56 通讯 3 编程口, 具有 ’’, 通讯 协议、 -’, 通讯协议和自由方式通讯能力。另外, , 3 9 端子排可 容易地整体拆卸 & , 便于安装、 调试及维修。
’,3 1
!DE9?;:\G
ቤተ መጻሕፍቲ ባይዱ
&:>?<;
]
!D;*IDE+*\:
文章编号: .22. Z 0[[T F 1226 L 21 Z 224U Z 21
双曲肘注射机合模机构的 %"&
(沈阳化工学院, 朱成实 吴 琼 吴敬东 赵艳春 沈阳 ..2.61) /1&23456 754$ ,> -,7"1)?45@)’$)% /!0 7$8 %9:;<=>9?- @8 /?,;<- @8 A?;<=B,;<- 7$"C )D;=E9*; 11111111111112 F (9:;GD;< H;>+?+*+: ,I %9:J?EDK #:E9;,K,<G- (9:;GD;< ..2.61- %9?;D L 1111111111111111111111111111111111111111111112 【摘要】 利用 !"#$%"&、 分析、 参 "’()(、 "*+,%"& 等软件对双曲肘注射机合模机构进行优化、 11111111111112 数化绘图的设计, 改变了以往凭经验、 靠类比以及近似计算等设计方法, 达到准确、 高效、 可靠的设 计目的。 有限元; 优化设计 关键词: %"& 合模机构; 【!"#$%&’$】!"#$%& ’() *+ !"#$%"&- "’()( "%, "*+,%"& *-.$/$0".$*%1 "%"23($(1 -"4"/).)45 $0), -2*. ,)($&% $( /",)6 78)() ,)($&% -4*9),’4)( 9*/-2).)23 98"%&) -4):$*’( ,)($&%$%& ;"3( ;8$98 4)23 *% )<-)4$)%9)1 "%"2*&3 "%, "--4*<$/".) 9"29’2".$%&1 *=."$% "99’4".)1 )++$9$)%. "%, 4)2$"=2) ,)($&%6 ()* +,%-#. /!0 ’1&23456 754$8 9:;8 <3$424=&$4,5 -)#465 中图分类号: #/0123 4 文献标识码: 5