刀具卡片
盘类零件加工工艺
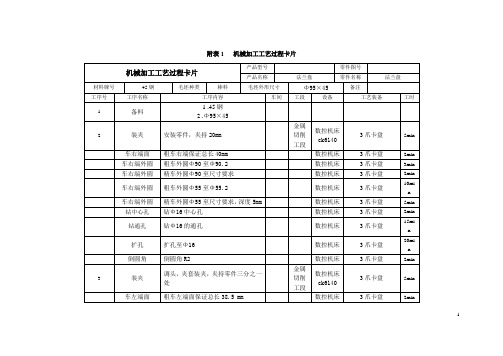
附表1 机械加工工艺过程卡片1附表2 机械加工工艺过程卡片23附表3 机械加工工艺过程卡片4附表4 数控加工工序卡5附表5 数控加工工序卡6附表6 数控加工工序卡7附表7 数控加工工序卡8附表8 数控加工刀具卡片9附表9 数控加工刀具卡片10附表10 数控加工刀具卡片11附表11 数控加工进给路线图廓12附表12 数控加工进给路线图廓13附表13 数控加工进给路线图廓14附表14 数控加工进给路线图03 钻Φ32孔数控机床ck6140O0002 3爪卡盘乳化液数控加工15附表15 数控加工进给路线图04 钻铰所有孔立式加工中心XH714O0003 专用夹具乳化液数控加工16附表16 数控加工进给路线图05 钻铰Φ11孔立式加工中心XH714O0004 专用夹具乳化液数控加工17附录17 数控加工程序O0001:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.7181 Y.4098 S0 M03 N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.0 N0070 X.7139 Y.417N0080 X.0042 Y-.8268N0090 G80N0100 M02O0002:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X-.6988 Y1.2104 S0 M03N0050 G43 Z.1969 H00N0060 G83 Z-1.7717 R.1969 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y-1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y1.2104N0120 G80N0130 M02O0003:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M02O0004:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X.0042 Y-.8268 S0 M03N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.018N0070 X-.7181 Y.4098N0080 X.7139 Y.417N0090 G80N0100 M02O0005:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03 N0050 G43 Z1.1811 H00N0060 G83 Z-1.5748 R1.1811 F9.8 Q0.0 N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988 N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0006:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03N0050 G43 Z1.1811 H00N0060 G83 Z-.9843 R1.1811 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0007:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M021920。
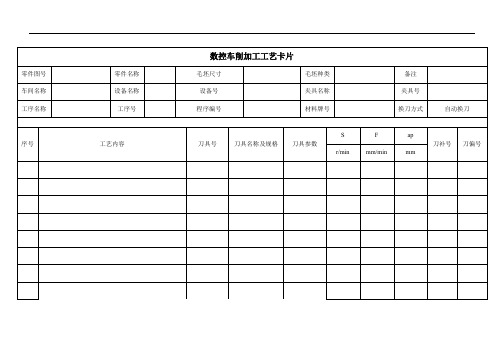
数控车削加工工艺卡片
夹具名称
夹具号
工序名称
工序号
程序编号
材料牌号
换刀方式
序号
工艺内容
刀具号
刀具名称及规格
刀具参数
S
F
ap
刀补
刀偏号
r/min
mm/min
mm
数控车削加工工艺卡片
零件图号
零件名称
毛坯尺寸
毛坯种类
备注
车间名称
设备名称
设备号
夹具名称
夹具号
工序名称
工序号
程序编号
材料牌号
换刀方式
自动换刀
序号
工艺内容
刀具号
刀具名称及规格
刀具参数
S
F
ap
刀补号
刀偏号
r/min
mm/min
mm
数控车削加工工艺卡片-2
零件图号
零件名称
毛坯尺寸
毛坯种类
备注
车间名称
设备名称
斜椭圆轴类零件的加工工艺与编程
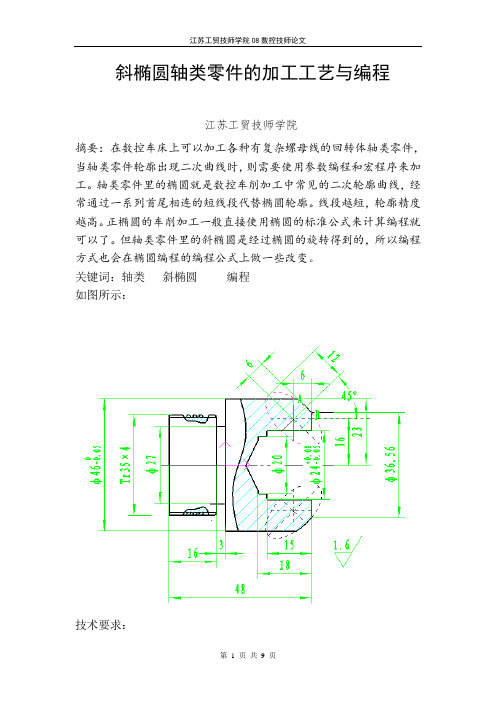
斜椭圆轴类零件的加工工艺与编程江苏工贸技师学院摘要:在数控车床上可以加工各种有复杂螺母线的回转体轴类零件,当轴类零件轮廓出现二次曲线时,则需要使用参数编程和宏程序来加工。
轴类零件里的椭圆就是数控车削加工中常见的二次轮廓曲线,经常通过一系列首尾相连的短线段代替椭圆轮廓。
线段越短,轮廓精度越高。
正椭圆的车削加工一般直接使用椭圆的标准公式来计算编程就可以了。
但轴类零件里的斜椭圆是经过椭圆的旋转得到的,所以编程方式也会在椭圆编程的编程公式上做一些改变。
关键词:轴类斜椭圆编程如图所示:技术要求:1 、未标注尺寸为C12、未标注尺寸公差按IT11加工3、不得用油石、砂布等工具进行修饰加工一、图纸分析:如图(A)所示,该零件的主要结构表面有斜椭圆、圆柱、梯形螺纹、孔等。
其中控制多个表面的直径尺寸均有明确的要求。
零件的材料为45号钢。
二、结构工艺性分析:1、可采用标准刀具和通用量具根据零件的结构尺寸加工零件,即钻工艺孔----镗孔----车外圆----车螺纹----切槽。
2、在将各端面和圆轴面为加工表面分布在同一轴线或同一平面上使零件结构形状简单和合理布局。
3、规定选择端面和圆轴面在同一表面制定加工表面。
4、准确定好位,确保工件夹紧。
5、分析该轴类零件是否有足够的刚度,能承受夹紧力和切削力,以便提高切削用量采用高速切削。
基于上述分析,可采取以下工艺措施:①毛坯的准备:按照图的实际结构及相关的技术要求,选用φ50的棒料作为加工用的坯料。
材料为45号钢。
②加工的方法:该零件的实际结构有外表面、孔和螺纹等。
所以加工的重点放在外表面的各个尺寸上,其粗糙度要求均要求较高,到Ra1.6µm。
利用数控车床的粗车循环功能及精车的恒线速度功能以适当的的切削量,即可达到尺寸的精度要求及保证各表面的粗糙度要求。
因为图(A)中的右端需要手动钻孔,所以在钻孔的同时还要特别注意切削液的使用。
③加工顺序:加工顺序的确定由粗到精、由远到近的原则确定。
加工中心编程实例

第六章 CAD/CAM
6.1.3 CAD/CAM集成 6.1.3.1基本概念 ⑴ CAD/CAM 在产品设计阶段,借助计算机完成各项设计、分析计算 认为,称为CAD;在工艺设计阶段,依靠计算机完成各种 工艺编排等工作,称为CAPP;在生产阶段,借助计算机完 成编程、加工等工作,称为CAM。
第六章 CAD/CAM
5.3、加工中心编程实例
机械制造教研室
5.3、加工中心编程实例
如图5-8所示,加工一个壳体零件,加工要求是:铣削上表面,保 证尺寸600+0.2;键槽宽100+0.10;槽深要求为100+0.10;加工 4×M10-7H孔。该零件加工工艺卡片见表5-5,刀具卡片见表5-6。
表5-6 刀具卡片
刀具号 T1 刀柄型号 JT57-XD 刀具型号 不重磨硬质合 金端铣刀盘 刀具直径 Ф 80 偏置值 D1 D21 T2 T3 T4 T5 JT57Z13×90 中心钻 Ф3 Ф 8.3 Ф 18 M10×1. 5 D2 D3 D4 D5 备注 长度补偿 刀具半径补偿 长度补偿,带自 紧钻夹头
⑵ 集成 集成是指将基于信息技术的资源及应用(计算机软硬件、 接口及机器)聚集成一个协同工作的整体,集成包含功能交 互、信息共享以及数据通信三个方面的管理与控制。上述定 义揭示了集成的内涵,即集成应包括信息资源与应用两方面 的集成。 集成应具备三个基本特征:①数据共享 ②系统集成化 ③开放性。 6.1.3.3 CAD/CAM集成系统的基本组成,如图6-3所 (1)生产管理系统 (PMS) 包括制造资源管理、生产计划 管理、物料管理、财务成本管理和项目管理五个子系统。 (2)工程设计系统 (EDS) 包括计算机辅助设计 (CAD)、计算机辅助工艺设计(CAPP)、计算机辅助夹 具设计(CAFD)和计算机辅助制造(CAM)四个子系统。
刀具卡片——精选推荐
卡簧 ER25-10 卡簧 C22-16 自紧式钻夹头 B16 自紧式钻夹头 B16 自紧式钻夹头 B16 卡簧 E25-12 攻螺纹夹套 GT3-10 攻螺纹夹套 GT3-10
共 2页
第1页
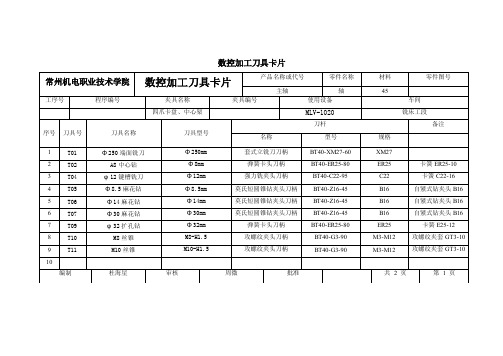
数控加工刀具卡片
常州机电职业技术学院
工序号
程序编号
序号 刀具号
刀具名称
数控加工刀具卡片
产品名称或代号
零件名称
数控加工刀具卡片
常州机电职业技术学院
工序号
程序编号
序号 刀具号
刀具名称
数控加工刀具卡片
产品名称或代号
零件名称
主轴
轴
夹具名称
夹具编号
使用设备
四爪卡盘、中心架
MLV-1020
刀具型号
名称
刀杆 型号
1
T01
2
T02
3
T04
4
T05
5
T06
6
T07
7
T09
8
T10
9
T11
10 编制
Φ 250 端面Leabharlann 刀 A8 中心钻55°菱形刀片
CNMG120404FL-CF DNMG110402F L-CF
16ELAG60ISO DCNH11T304
6
7
8
9
10 编制
杜海星
审核
周微
批准
材料
零件图号
45 车间
车床工段 备注
刀尖半径
0.4mm 0.2mm
0.4mm
共 2页
第2页
主轴
轴
夹具名称
夹具编号
使用设备
四爪卡盘、中心架
CK7525
数控车工艺卡片

备注
内圆车刀 内槽车刀 内螺纹车刀
编制
审核批准年月 Nhomakorabea日
共1页
第1页
1
数控加工综合实训 零件代号 材料名称 45 钢 零件数量 1
轴类零件编程与仿真单元数控加工工艺卡
零件图
设备名称 工序号
一
数控车床
系统型号 工序内容
FANUC
夹具名称 刀具号
三爪卡盘 进给量 (mm/r)
毛坯尺寸 背吃刀量 /mm
φ 50×100 (孔φ 25×37)
主轴转速 (r/min)
备注
1.夹住毛坯左端,建立工件坐标系 2.粗/精加工外轮廓 3. 粗 / 精加工内 轮廓, 保证 φ 28 Ra1.6 4.加工内槽 5.加工内螺纹 M32×1.5-6G 1.夹住Φ 42 外圆,找正工件外圆,加工 T04 T06 800 800 0.1 1.5 4 O1111 O1111
0.055 0.022
T01
800/1000
0.2/0.1
1/0.2
O1111
T03
600/800
0.2/0.1
1/0.2
O1111
二
端面保证 98 0.1 ,建立工件坐标系 2. 粗 / 精加工外 轮廓, 保证 φ 28 Ra1.6
0.007 0.028
0
T01
800/1000
0.2/0.1
1/0.2
O1112
编制
审核 二.数控刀具卡片
批准
年
月
日
共1页
第1页
序号 1 2 3 4
刀具号 T01 T03 T04 T06
刀具名称
外圆车刀
毕业论文-轴套零件的加工工艺规程及夹具设计
毕业设计说明书课题:轴套零件的加工工艺规程及夹具设计专业:班级:姓名:学号:指导老师:陕西国防工业职业技术学院二O一一届毕业设计(论文)任务书专业:数控技术班级:数控姓名:学号:一、设计题目(附图):轴套零件机械加工工艺规程制订及第25 工序工艺装备设计。
二、设计条件:l、零件图;2、生产批量:中批量生产。
三、设计内容:1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图;2、毛坯选择:1)、毛坯类型;2)、余量确定;3)、毛坯图。
3、机械加工工艺路线确定:1)、加工方案分析及确定;2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工艺尺寸及其公差确定:1)、基准重合时(工序尺寸关系图绘制);2)、利用尺寸关系图计算工序尺寸;3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:6、切削用量及工时定额确定:确定每道工序切削用量及工时定额。
7、工艺文件制订:1)、编写工艺设计说明书;2)、填写工艺规程;(工艺过程卡片和工序卡片)8、指定工序机床夹具设计:1)、工序图分析;2)、定位方案确定;3)、定位误差计算;4)、夹具总装图绘制。
9、刀具、量具没计。
(绘制刀具量具工作图)10、某工序数控编程程序设计。
四、上交资料(除资料2使用标准A3手写外,其余电子文稿指导教师审核后,打印上交)1、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写)2、工艺文件一套(含工艺过程卡片、每一道工序的工序卡片,工序附图);3、机床夹具设计说明书一份;(按统一格式撰写)4、夹具总装图一张(打印图纸);零件图两张以上(A4图纸);5、刀量具设计说明书一份;(按统一格式撰写)6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
7、数控编程程序说明书五、起止日期:2010年月日一2010年月日(共8周)六、指导教师:七、审核批准:教研室主任:系主任:年月日八、设计评语:九、设计成绩:年月日本文主要介绍轴套零件的机械加工工艺过程,首先通过对该其零件图纸进行分析,再确定其加工工艺,选择合理的设备及工艺装备,并制定出合理的工艺路线,选择合理的刀具、切削用量等,其次设计钻两斜孔的钻孔夹具、专用刀具、专用量具等,最终制定并填写机械加工工艺卡片和机械加工工序卡片。
数控加工电子教案之车削工艺分析过程及工艺卡片和刀具卡片(可编辑)
数控加工电子教案之车削工艺分析过程及工艺卡片和刀具卡片车削工艺分析学习任务一:工艺分析【步骤一】:数控加工内容的选择该零件所有内容选择在同一台数控车床上完成。
零件有内外圆柱面、内外圆锥面和螺纹等,适合在数控车床上完成全部加工。
【步骤二】:零件的工艺性分析该零件表面由圆柱、圆锥等构成。
件1和件2之间1:5锥面配合要求配作,孔与轴为间隙配合,要求两处径向同时配合,轴向配合均允许留有较大间隙,属于“径向过定位”问题。
经分析,本例将采取用修配法首先保证1:5锥面的配合,而孔与轴通过加工过程中的测量来控制其尺寸精度,从而保证其配合精度。
件1和件3是通过螺纹配合。
主要表面粗糙度要求均是Ra1.6。
件1和两圆柱面有同轴度公差要求,件2锥孔和之间也有同轴度公差要求,两端面之间有平行度公差要求。
尺寸标注完整,轮廓描述清楚。
零件材料为45号钢,无其他热处理和硬度要求。
该零件各台阶直径相差不大,力学性能要求不高,并为小批量生产,因此毛坯选用普通型材?50mm×155mm。
学习任务二:工艺路线的设计【步骤一】:加工方法及加工方案的选择本配合零件主要采用车端面、车外圆和车内孔的加工方法,外圆采用采用粗车→精车的加工方案。
内孔加工采用钻→粗镗→精镗的加工方案。
1:5锥面配合采用修配法保证尺寸精度,其他尺寸经粗、精车后能达到加工要求。
零件内、外圆尺寸精度达到IT9级,表面粗糙度要求达到Ra1.6,粗车后余量较均匀,不需安排半精加工。
【步骤二】:加工阶段的划分划分成粗加工和精加工二个加工阶段。
因为粗车时因加工余量大、切削力和夹紧力大等因素造成较大的加工误差,如果粗、精加工混在一起,就无法避免由上述原因引起的加工误差。
划分成粗、精加工二个加工阶段,粗加工造成的加工误差可通过精加工得到纠正,从而保证加工质量。
【步骤三】:工序的划分采用按安装次数来划分工序,共分六个工序。
第一次装夹:夹φ50毛坯,加工零件2外轮廓并切断零点在右端面中心;第二次装夹:夹零件φ50毛坯,加工零件3外轮廓并切断零点在左端面中心;第三次装夹:夹φ50毛坯,加工零件1左端外轮廓并切断;第四次装夹:夹零件1φ35外圆,加工右端外轮廓;第五次装夹:加工零件2内孔至尺寸要求零点在左端面中心;第六次装夹:加工零件3内孔及内螺纹至尺寸要求零点在右端面中心。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
T02
A8中心钻
Φ8mm
弹簧卡头刀柄
BT40-ER25-80
ER25
卡簧ER25-10
3
T04
φ12键槽铣刀
Φ12mm
强力铣夹头刀柄
BT40-C22-95
C22
卡簧C22-16
4
T05
Φ8.5麻花钻
Φ8.5mm
莫氏短圆锥钻夹头刀柄
BT40-Z16-45
B16
自紧式钻夹头B16
5
T06
Φ14麻花钻
Φ14mm
莫氏短圆锥钻夹头刀柄
BT40-Z16-45
B16
自紧式钻夹头B16
6
T07
Φ30麻花钻
Φ30mm
莫氏短圆锥钻夹头刀柄
BT40-Z16-45
B16
自紧式钻夹头B16
7
T09
φ32扩孔钻
Φ32mm
弹簧卡头刀柄
BT40-ER25-80
ER25
卡簧E25-12
8
T10
M8丝锥
M8-H1.5
攻螺纹夹头刀柄
BT40-G3-90
数控加工刀具卡片
常州机电职业技术学院
数控加工刀具卡片
产品名称或代号
零件名称
材料
零件图号
主轴
轴
45
工序号
程序编号
夹具名称
夹具编号
使用Байду номын сангаас备
车间
四爪卡盘、中心架
MLV-1020
铣床工段
序号
刀具号
刀具名称
刀具型号
刀杆
备注
名称
型号
规格
1
T01
Φ250端面铣刀
Φ250mm
套式立铣刀刀柄
BT40-XM27-60
XM27
M3-M12
攻螺纹夹套GT3-10
9
T11
M10丝锥
M10-H1.5
攻螺纹夹头刀柄
BT40-G3-90
M3-M12
攻螺纹夹套GT3-10
10
编制
杜海星
审核
周微
批准
共2页
第1页
数控加工刀具卡片
常州机电职业技术学院
数控加工刀具卡片
产品名称或代号
零件名称
材料
零件图号
主轴
轴
45
工序号
程序编号
夹具名称
夹具编号
3
T14
外螺纹车刀
SEL2525M16T
外螺纹车刀片
16ELAG60ISO
4
T15
内孔车刀
S20K-SDUCL11
55°菱形刀片
DCNH11T304
0.4mm
5
6
7
8
9
10
编制
杜海星
审核
周微
批准
共2页
第2页
使用设备
车间
四爪卡盘、中心架
CK7525
车床工段
序号
刀具号
刀具名称
刀具型号
刀片
备注
名称
型号
刀尖半径
1
T12
90°外圆车刀
MCLNL2525M12N
80°菱形刀片
CNMG120404FL-CF
0.4mm
2
T13
60°外圆车刀
MDPNN2525M11N
55°菱形刀片
DNMG110402FL-CF
0.2mm