预应力精轧螺纹钢技术规格书
精轧螺纹钢(预应力混凝土用螺纹钢)
地址:长沙雨花区万家雨9中路二段矿通钢材大市场 电话:(0731)88994555 传真:(0731)84159111
18 18.0
18.0 +0.4-0.8 1.2
±0.4
25 25.0
25.0 +0.4-0.8 1.6
ቤተ መጻሕፍቲ ባይዱ
32 32.0 ±0.5 32.0 +0.4-1.2 2.0
±0.3 ±0.4
6
注:无明显屈服时,用规定非比例延伸强度
7.4.2 供方在保证钢筋 1000h 松弛性能合格的基础的可进行 10b 松 弛试验,初始应力为公称屈服强度的 80%,松弛率不大于 1.5%。
7.4.3 伸长率类型通常选用 A,经供需双方协商,也可选用 A。
7.4.4 经供需双方协商,可进行疲劳试验。
7.5 表面质量
地址:长沙雨花区万家雨6中路二段矿通钢材大市场 电话:(0731)88994555 传真:(0731)84159111
4 强度等级代号 预应力混凝土用螺纹钢筋以屈服强度划分级别,其代号为“PSB”加 规定屈服强度最小值表示,P、S、B 分别为 Prestressing、 Screw、Bars 的英文首位字母,例如:PSB830 表示屈服强度最小值为 830Mpa 的钢筋。 5 订货内容 按本标准订货的合同至少应包括下列内容: a) 本标准编号; b) 产品名称; c) 产品强度等级代号; d) 规格及重量(或数量); e) 特殊要求。 6 尺寸、外形、重量及允许偏差 6.1 公称直径范围及推荐直径 钢筋的公称直径范围为 18mm~50mm,本标准推荐的钢筋公称直径为 25mm、32mm。可根据用户要求提供其他规格的钢筋。
取样数量
试验方法
1
预应力钢绞线技术规格书

预应力钢绞线技术规格书范本1:预应力钢绞线技术规格书1. 引言1.1 目的1.2 适用范围1.3 定义2. 产品概述2.1 型号及规格2.2 技术参数2.3 质量标准3. 材料3.1 钢丝3.1.1 材料类型3.1.2 物理性能...3.2 钢绞线3.2.1 材料类型 3.2.2 物理性能 ...3.3 防腐蚀涂层3.3.1 材料类型 3.3.2 性能要求 ...3.4 其他材料3.4.1 材料类型 3.4.2 性能要求 ...4. 工艺要求4.1 钢绞线制造工艺 4.1.1 生产设备 4.1.2 工艺流程 ...4.2 预应力处理工艺4.2.1 加应力工艺4.2.2 锚固工艺...4.3 切割和卷轴工艺4.3.1 切割工艺4.3.2 卷轴工艺...5. 试验与检验要求5.1 钢丝试验与检验5.1.1 物理性能测试 5.1.2 化学成分测试 ...5.2 钢绞线试验与检验5.2.1 物理性能测试 5.2.2 尺寸偏差测试 ...5.3 防腐蚀涂层试验与检验5.3.1 腐蚀性能测试 5.3.2 膜厚测试...5.4 其他试验与检验5.4.1 ...5.4.2 ...6. 标志、包装和运输6.1 标志要求6.2 包装要求6.3 运输要求7. 使用与维护7.1 安装要求7.2 应力放松和补偿7.3 维护与保养8. 质量控制与保证8.1 生产控制8.2 产品检测8.3 不合格品处理9. 技术支持与售后服务9.1 技术咨询9.2 售后服务10. 法律名词及注释:(待补充)11. 附件:附件1:产品图片附件2:产品报价附件3:相关证书---范本2:预应力钢绞线技术规格书1. 引言1.1 目的1.2 适用范围1.3 定义2. 产品概述2.1 型号及规格2.2 技术参数2.3 质量标准3. 材料要求3.1 钢丝材料3.1.1 材质要求3.1.2 强度及延伸性能 ...3.2 钢绞线材料3.2.1 材质要求3.2.2 强度及延伸性能 ...3.3 防腐蚀涂层3.3.1 材料类型3.3.2 腐蚀性能要求 ...3.4 其他材料3.4.1 材质要求3.4.2 性能要求 ...4. 生产工艺要求4.1 钢绞线制造工艺 4.1.1 生产设备 4.1.2 工艺流程 ...4.2 预应力处理工艺 4.2.1 加应力工艺 4.2.2 锚固工艺 ...4.3 切割和卷绕工艺 4.3.1 切割工艺 4.3.2 卷绕工艺 ...5. 试验与检验要求5.1 钢丝试验与检验5.1.1 物理性能测试 5.1.2 化学成分测试 ...5.2 钢绞线试验与检验5.2.1 物理性能测试 5.2.2 尺寸偏差测试 ...5.3 防腐蚀涂层试验与检验 5.3.1 膜厚测试5.3.2 耐腐蚀性测试 ...5.4 其他试验与检验5.4.1 ...5.4.2 ...6. 标志、包装与运输6.1 标志要求6.2 包装要求6.3 运输要求7. 使用与维护7.1 安装要求7.2 应力放松与补偿7.3 维护与保养8. 质量控制与保证8.1 生产控制8.2 产品检验8.3 不合格品处理9. 技术支持与售后服务9.1 技术咨询9.2 售后服务10. 法律名词及注释:(待补充)11. 附件:附件1:产品图片附件2:产品报价附件3:相关证书。
预应力施工材料技术要求

预应力施工材料技术要求
一、预应力钢材
预应力钢绞线应符合GB/T 5224—2003要求,预应力螺纹钢筋技术指标应符合《预应力混凝土用螺纹钢筋》GB/T 20065—2006的要求.主要力学性能指标见表1。
表1钢绞线、螺纹钢筋性能表
二、预应力锚具、夹片
用于锚具装置的钢材应符合《优质碳素结构钢技术条件》(GB/T 699—1999)的45号钢,且应经过热处理。
锚垫板应符合《碳素结构钢技术条件》(GB/T 700-1998)的Q235号钢.锚具装置应符合图纸及《预应力筋用锚具、夹具和连接器》(GB/T 14370—2007)的有关规定。
三、预应力波纹管
预应力束孔道采用高密度聚乙烯(HDPE)波纹管成型,波纹管内径为50~75mm,有关波纹管的具体指标符合《预应力混凝土桥梁用塑料波纹管》JT/T529-2004的规定.
四、预应力材料计划表
预应力施工材料统计表。
预应力高强精轧螺纹粗钢筋设计施工暂行规定

6表
能性术技顶斤千用作单式心穿型 07-GY 。验抽能性械机和寸尺形外、观外对应�外书证
格合查核除 �收验行进时及应后货到筋钢粗纹螺轧精强高力应预 。收验的筋钢粗纹螺轧精强高力应预 条 8 第 收 验 节四第 。4 图见图简意示造构�6 表见能性术技要主其。顶斤千用作单式心穿型
。象现油漏生产得不并�t5.27 于大或于等应位吨作工顶斤千时 apM04 压求要�对查时用使供以表图制绘并�值力出输顶斤千测 读压油 apM1 每�定标查检过经需均备设验试述上求要。验检荷负行 进仪变应及�计力测�器感传备配架力反门专用或上机验试能万 t001 在�后转运试过经。先清行进泵油及顶斤千对并�符相单清箱装与否 是件备零查检 �点清箱开应后货到顶斤千用作单式心穿型 07-GY 收验的顶斤千型 07-GY 条 01 第 。度长扣一少至面端具锚出伸庆筋钢 �时验试接连纹螺的筋钢与具锚做 。断破压挤或断剪得不接连纹螺 �断 拉筋钢求要�倍加应量数件试�时个 005 过超别分量数的器接连具锚 当但。个 3 于小得不桥全�验试验检的接连纹螺筋钢与具接锚对 。量质和全安的程工证保�具接锚的 值求要计设合不除剔 �验检的度硬氏洛行进个逐器接连具锚对应 。差公正 现出得不寸尺 D 和 S 具锚求要。尺卡分千用查检寸尺形外具锚 。杂夹、疤结 、纹裂有得不面表求要 �个两于小得不具接锚个 003 每 。查检观外 �验抽述 下行进应外书证格合查核除 �收验行进时及应后货到器接连具锚 收验具接锚 条 9 第 。用使得不者格合不 �用使者格合 �验复样取倍加应时定规 1 表符不项 一有当。定规的 36-232BG 和 67-822BG 照按法方验试�验试弯冷和
院计设划规路公部通交
定规行暂工施计设筋钢粗纹螺轧精强高力应预
图见�差偏及寸尺形外的筋钢粗纹螺轧精强高力应预 条4第
技术规格书(精轧螺纹钢)

技术规格书(精轧罗纹钢)**1:技术规格书(精轧罗纹钢)**1. 引言本技术规格书旨在明确和详细描述精轧罗纹钢的技术要求、质量标准、检测方法等,以便于生产创造商和之间的沟通和理解。
2. 产品描述2.1 产品类型描述精轧罗纹钢的规格、尺寸范围和特殊要求。
2.2 成份要求列出精轧罗纹钢中各种元素的化学成份要求,包括碳含量、硫含量、锰含量等。
2.3 机械性能要求列出精轧罗纹钢的抗拉强度、屈服强度、延伸率等机械性能要求。
3. 工艺要求3.1 轧制工艺描述精轧罗纹钢的轧制工艺,包括轧制温度、轧制后处理等。
3.2 表面处理描述精轧罗纹钢的表面处理工艺,包括酸洗、镀锌等。
4. 检测与验收4.1 检测方法描述精轧罗纹钢的各种检测方法,包括化学成份分析、机械性能测试、尺寸测量等。
4.2 验收标准列出精轧罗纹钢的质量标准,包括化学成份符合范围、机械性能符合要求等。
5. 包装与运输5.1 包装要求描述精轧罗纹钢的包装要求,包括包装材料、包装方式等。
5.2 运输要求描述精轧罗纹钢的运输要求,包括运输方式、包装防护等。
6. 附件本文档涉及附件,具体文件可在需要时提供。
7. 法律名词及注释本文所涉及的法律名词及注释采用相关法规中的定义和解释。
**2:技术规格书(精轧罗纹钢)**1. 引言本技术规格书旨在详细描述精轧罗纹钢的技术要求,为生产制造商和提供准确的质量标准和检测方法。
2. 产品范围2.1 规格精轧罗纹钢的规格范围,包括直径、长度等。
2.2 特殊要求针对特定需求,列出精轧罗纹钢的特殊要求,例如表面光洁度、耐腐蚀性能等。
3. 性能要求3.1 化学成份精轧罗纹钢的化学成份要求,包括主要元素的含量范围。
3.2 机械性能精轧罗纹钢的机械性能要求,包括抗拉强度、屈服强度、延伸率等。
4. 加工工艺4.1 热处理精轧罗纹钢的热处理工艺,包括加热温度、保温时间等。
4.2 冷处理精轧罗纹钢的冷处理工艺,包括冷却方式、冷却时间等。
5. 检测方法5.1 化学成份分析精轧罗纹钢化学成份的检测方法,采用什么样的仪器和操作流程。
【新桥钢铁】精轧螺纹钢(资料)
YGD 上垫板锥面 140*140*24 YGD 下垫板平面 140*140*24 螺旋筋 (12 螺) 螺旋筋 (16 螺 1080) YGL 连接器 YGM 锚具(锥面)上螺母 YGM 锚具(平面)下螺母 YGD 上垫板锥面 YGD 下垫板平面 螺旋筋 (12 螺) 螺旋筋 (16 螺 1080) YGL 连接器 YGM 锚具锥面(上)螺母 YGM 锚具平面(下)螺母 YGD 上垫板锥面 YGD 下垫板平面 螺旋筋 (12 螺) 螺旋筋 (16 螺 1080)
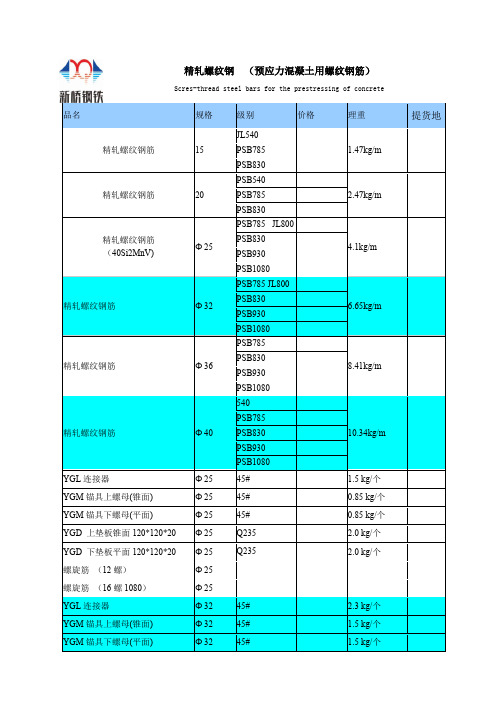
精轧螺纹钢
(预应力混凝土用螺纹钢筋)
Scres-thread steel bars for the prestressing of concrete
品名
规格
级别 JL540
价格
理重
提货地
精轧螺纹钢筋
15
PSB785 PSB830 PSB540
1.47kg/m
精轧螺纹钢筋
20
PSB785 PSB830 PSB785 JL800
精轧螺纹钢筋
Φ 36
8.41kg/m
精轧螺纹钢筋
Φ 40
PSB830 PSB930 PSB1080
10.34kg/m
YGL 连接器 YGM 锚具上螺母(锥面) YGM 锚具下螺母(平面) YGD 上垫板锥面 120*120*20 YGD 下垫板平面 120*120*20 螺旋筋 (12 螺) 螺旋筋 (16 螺 1080) YGL 连接器 YGM 锚具上螺母(锥面) YGM 锚具下螺母(平面)
2.47kg/m
精轧螺纹钢筋 (40Si2MnV)
Φ 25
PSB830 PSB930 PSB1080 PSB785 JL800 PSB830 PSB930 PSB1080 PSB785 PSB830 PSB930 PSB1080 540 PSB785
精轧螺纹钢预应力施工作业指导书
精轧螺纹钢预应力施工作业指导书仙南高速A4标精轧螺纹钢预应力施工作业指导书精轧螺纹钢预应力施工作业指导书一、精轧螺纹钢的施工1.施工标准精轧螺纹钢检验套用《国际精轧螺纹钢标准》,施工技术规范套用公路桥梁施工技术规范。
2.施工工艺精轧螺纹钢的施工顺序为:预应力材料下料和制作→钢筋绑扎及预应力筋固定→混凝土浇筑→预应力筋张拉→封锚,灌浆。
2.1 预应力材料的下料及制作严格按照规范要求对现场的材料进行外观、外观尺寸、机械性能及硬度检验。
精轧螺纹钢下料长度包括锚下长度、张拉及固定端的工作长度。
锚下长度按设计要求下料,张拉端露出锚具长度不小于6倍螺距,取10cm;固定端露出锚具长度按设计要求,如果设计无要求,必须露出锚具长度不小于精轧螺纹钢外径,取3.6cm。
下料时,必须用电动砂轮切割精轧螺纹钢,严禁采用电焊或氧割,同时用砂轮或锉刀对切口进行修整。
2.2 混凝土浇筑振捣时应注意混凝土振捣棒不得碰触预埋波纹管,并派专人观察管道有无蠕动,发现异常,及时修整。
混凝土浇筑完后,对管道进行检查、通水、通气。
若发现进浆或其它原因造成管道堵塞,应及时处理,以免影响以后预应力的施加。
对当时无法处理的管道,应编号记录,在张拉前处理完毕。
2.3 预应力筋张拉张拉前必须对管道进行检查、清理,应特别注意张拉端垫板与螺帽之间及排气孔的清理。
对一些因端面与孔道中心线有偏差的管道,应做特别处理。
应定期对张拉设备及液压系统组成部分进行校正检查(包括千斤顶、油泵、高压油管和压力表)。
张拉程序:1)对每一根管道进行手工预紧,保证千斤顶容易对中2)施加10%σcon(σcon为张拉控制应力)的初始应力,量取初始读数3)施加100%σcon,持压2min~3min,量取最终读数,结束。
为了保证预应力施加准确,应严格按照施工技术规范进行。
预应力伸长量应根据实际原材料取值,并予以调整。
3.管道灌浆使用泥浆搅拌机拌浆,进行稠度测试后,利用泥浆泵对管道按编号自下而上逐条进行处理。
2006精轧螺纹钢筋国家标准_20065-2006

2006精轧螺纹钢筋国家标准GB/T 20065-2006。
级别Steelgrade 规定非比例延伸强度Yield strength ReL(RP0.2),MPa抗拉强度Tensilestrength Rm. MPa断后伸长率Elongation at failure A/%最大力下总伸长率 Uniformelongation Agt/%应力松驰性能 Stress relaxation初始应力Original stress1000h 后应力松驰率Relaxation rateafter 1000hr/%10h 后应力松驰率Relaxationrate after10hr/%PSB500 ≥500 ≥630 ≥10≤3≤1.5PSB785 ≥785 ≥980 ≥7 ≥3.50.8R ≤3PSB830 ≥830 ≥1030 ≥6 PSB930 ≥930 ≥1080 ≥6 PSB1080 ≥1080≥1230 ≥6≥2.5博格板QVM25(QVM32)精轧螺纹钢锚具参数QVM25、QVM32型精轧螺纹钢锚具、连接器、垫板,其适用于高强螺纹钢筋,主要用于先张法、后张法预应力箱QVM25、QVM32型精轧螺纹钢锚具、垫板参单位:mm数QVM25、QVM32型精轧螺纹钢锚具连接器参单位:mm数KM锚具(夹片)镀锌铁皮预应力波纹管塑料波纹管波纹管SBG(B)塑料波纹管的优点:当成孔材料受到破坏后,浆体是预应力混凝土结构中预应力钢材的最后一道防护屏障。
塑料波纹管是一种新型成孔材料,与金属波纹管相比,它具有以下优点:★SBG(B)塑料波纹管的原材料是HDPE。
它的耐腐蚀性能远远优于金属,不怕酸、碱腐蚀,它本身不腐蚀,能有效的保护预应力筋不受腐蚀。
很多预应力结构承受着外界严重的影响,除冰盐或盐水。
当后张构件由于防水层的崩溃、微裂缝漏水和排水设施的阻塞或失效时,预应力筋就会可能受到腐蚀作用。
《FIP施工指南(1990)》中的“预应力筋的灌浆”指出,金属管没有永久的防腐能力,不足以抵抗水的渗漏和到达浆体以及预应力筋。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
穗莞深城际轨道交通
长安金沙至机场段SZH-8标
预应力精轧螺纹钢技术规格书
预应力精轧螺纹钢
技术规格书
1.总则
1.1本技术规格书适用于穗莞深城际铁路SZH-8标预应力精轧螺纹钢(用于连续梁竖向预应力筋)的招标采购。
1.2对技术规格书中的各项(款)技术要求,投标方必须以技术建议书的形式进行逐项(款)响应性详细应答。如果投标方的技术建议书容为招标技术规格书的简单复述,那么将被认为投标方不能满足招标方的技术要求。
1.3投标人应承诺无条件接受招标人对预应力精轧螺纹钢的出厂质量检验要求(见3.1出厂质量检验和验收)和相应的处罚规定(见3.3罚则);出厂质量检验条款将纳入合同中,投标人的投标报价应被认为包含了预应力精轧螺纹钢的出厂质量检验费用。
1.4除1.1条外,本技术规格书中任意一条或一款不满足将导致废标。
2.技术规
2.1预应力精轧螺纹钢公称截面面积及理论重量见下表。
表1
表2
2.2 长度及允许偏差
2.2.1钢筋按照定尺长度交货,具体交货长度在合同中注明。
2.2.2钢筋按照定尺或倍尺长度交货时,长度允许偏差0~+20mm。
2.3 弯曲度和端部
2.3.1钢筋的弯曲度不得影响正常使用,钢筋每米弯曲度不应大于4mm,总弯曲度不大于钢筋总长的0.4%。
2.3.2钢筋的端部应平齐,不影响连接器通过。
2.4 重量及允许偏差
2.4.1钢筋按照实际重量或理论重量交货,按照合同约定办理。
2.4.2钢筋实际重量与理论重量的允许偏差应不大于表1中规定的理论重量的±4%。
2.5牌号及化学成分
2.5.1钢筋钢的熔炼分析中,硫、磷含量不大于0.%。
生产长应进行化学成分和合金元素的选择,以保证经过不同方法加工的成品钢筋能满足上表规定的力学性能要求。
2.5.2钢筋的成品化学成分分析允许偏差应符合GB/T 222-2006的规定。
2.6 冶炼方法
钢以氧气转炉或电炉冶炼。
2.7 交货状态
钢筋以热轧状态、扎后预热处理状态或热处理状态按直条交货。
2.8 力学性能
2.8.1钢筋的力学性能要求见下表
表3
2.8.2供方在保证钢筋1000h松弛性能合格的基础上,可进行10 h松弛试验,初始应力为公称屈服强度的80%,松弛率不大于1.5%。
2.8.3伸长率类型通常选用A,经供需双方协商,也可选用A gt。
2.9 表面质量
2.9.1钢筋表面不得有横向裂纹、结疤和折叠。
2.9.2允许有不影响力学性能和连接的其他缺陷。
2.10试验方法
2.10.1检验项目
每批钢筋的检验项目、取样方法和试验方法应符合下表4的规定。
表4
2.11拉伸试验
2.11.1拉伸试验应采用全截面尺寸钢筋试样进行。
不允许用机加工减少截面的试样。
2.11.2单位应力测定应按表1中所列公称横截面积计算。
2.11.3 A gt的测量见GB/T 20065-2006附录A 《钢筋在最大应力下总伸长率的测定方法》。
2.11.4对每批重量大于60t的钢筋,超过60t的部分,每增加40t,增加一个拉伸试样。
2.12松弛试验
2.12.1钢筋的应力松弛性能试验应按GB/T 10120的规定进行。
2.12.2试验期间,试样的环境温度应保持在20℃±2℃。
2.12.3试样标距长度不小于公称直径的60倍。
2.12.4试样制备后不得进行任何热处理和冷加工。
2.12.5初始负荷应在3min~5min均匀施加完毕,持荷1min后开始记录松弛值。
2.12.6允许用至少100h的测时数据推算1000h的松弛率值。
2.13 尺寸测量
钢筋的外形尺寸测量检验外,还应采用匹配形状的连接器检验旋进情况。
3.出厂质量检验及验收
3.1检查和验收
3.1.1钢筋的检查和验收由供方进行,需方有权进行检验。
3.1.2组批规则钢筋应按批进行检查和验收,每批应由同一炉罐号、同一规格、同一交货状态的钢筋组成。
3.1.3取样数量
钢筋各检验项目的取样数量应符合表4的规定。
3.1.4复验与判定
按照GB/T 20065-2006 《预应力混凝土用螺纹钢筋》、GB∕T222-2006(钢的成品化学成分允许偏差)、GB/T 17505《钢及钢产品交货一般技术要求》规定,抽检合格后方能出厂、发往工地。
3.1.5机械连接
钢筋允许使用螺旋型连接器连接,成品钢筋生产长负责证明在沿钢筋长度上任一点切割的钢筋都可以与任何其他长度钢筋连接。
连接器及锚具可由成品钢筋生产厂配套提供。
连接器及锚具应符合GB/T 14370的相关规定。
3.2验收
3.2.1质量验收卖方应随货向买方送交质检中心出具的出厂抽检报告一式三份,作为产品质量的验收依据。
3.2.2数量验收以卖方提供的发货物资清单载明的数量为依据,按包装规格随机清点数数量。
3.3罚则
同一次出厂抽检共出现三批次质量不合格产品或者连续三次出厂抽检中每次均有质量不合格产品时,买方将无条件终止执行合同,同时不承担因终止合同所引发的任何责任。
4 包装、标识和质量证明书
4.1钢筋的标识应符合下列规定。
4.1.1钢筋应按强度级别进行端头涂色,规定如下:PSB830涂白色。
4.1.2钢筋可采用挂标牌方法,钢筋按强度级别以PSB830表示,直径毫米数以阿拉伯数字表示。
标示牌容清晰,捆扎牢固。
4.1.3除上述规定外,钢筋的包装、标志和质量证明书应符合GB/T 2101的有关规定。
5 投标人应提供的资料
5.1提供生产厂商的生产资质证明、质量检验合格证、质量保证书。
5.2物资标号及生产规格书。
5.3投标物资的样品照片。
6.合同交货计划
合同交货期参考《物资描述表》,详细交货计划和具体供货时间由买方签约时提供。
7.投标物资详细的运输和供应方案
7.1投标人交付的物资应分别按照合同要求交至指定的到货地点。
7.1投标人应充分考虑和了解施工地点的地理位置和运输条件,采用合适有效的运输和货物交付方式,制定保证工程所需物资按时、按量供应的具体措施。。