CAXA数控车零件外轮廓粗精加工的CAM方法教案
《CAXA软件应用》课件——任务2 轮廓线精加工
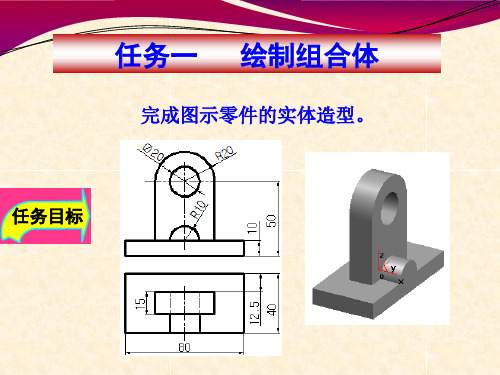
完成图示零件的实体造型。
任务目标
思路分析
零件制作步骤与顺序:零件的制作主要分为 三个步骤,具体制作顺序是:
①底板造型 ②拱形支架造型 ③ 半圆柱体凸台造型。
步骤① :底板实体造型
1
〈1〉在XY平面创建草图
〈2〉草图中绘制矩形
提 矩形中心选择坐标原点 示
2
执行【拉伸增料】命令,
生成底板
为】:实体特征
步骤③ :凸台实体造型
1
〈1〉选取底板前面创建草
图
〈2〉草图中绘制半圆
提 采用“圆心-半径-起终角” 示 绘制半圆或先绘制水平线
2
执行【拉伸增料】命令,
生成凸台
新 【类型】:拉伸到面, 课 【拉伸为】:实体特征
草图
知识链接
草图是指生成三维实体前绘出的平 面曲线轮廓。生成实体时必须封闭。
角度:拔模时母线与中心线的夹角。
知识链接
拉伸除料
将草图轮廓根据指定的距离做拉伸 操作,以生成一个去除材料的特征。
拉伸类型包括“固定深度”、“双 向拉伸”、“拉伸到面”和“贯穿”
知识链接
巩固练习
完成图示零件的实体造型。
1
零件制作分为 几个步骤?
2 每个步骤的草
绘面是哪个面?
3
每个步骤的草图 是怎样的轮廓?
注 【类型】:固定深度, 意 【深度】:10,【拉伸
为】:实体特征,反向拉 伸
步骤② :支架实体造型
1
〈1〉在YZ平面创建草图
〈2〉草图中绘制图示图形
提 先绘制底边的水平线或者 示 输入矩形中心坐标(0,20)
2
执行【拉伸增料】命令,
生成拱形支架
《CAD-CAM技术应用(数控铣削)》3单元三 CAXA制造工程师零件加工 教学课件

任务过程—瓶底凹模造型
图1
图2
任务过程—瓶底凹模造型
任务过程—连杆加工
参数线精加工刀路轨迹如图所示
任务过程—连杆加工
可根据上步加工参数设置来设置参数线精加工小凸台内孔曲面加工的参数, 刀路轨迹如图所示
任务过程—连杆加工
将上步参数线精加工小凸台内孔曲面刀路轨迹拷贝后粘贴,修改所选加工的 大凸台内孔曲面,即可完成大凸台内孔曲面加工,如图所示加工刀路轨迹。
线精加工。 (3)用直径为Φ8㎜的端铣刀做区域粗加工。 (4)用直径为Φ0.2㎜的雕铣刀做扫描线精加工铣
花纹。
任务过程—香皂的加工
毛坯的设置
任务过程—香皂的加工
等高线粗加工参数设置如图所示
任务过程—香皂的加工
加工刀路轨迹如图所示
任务过程—香皂的加工
等高线精加工参数设置如图所示
任务过程—香皂的加工
迹。 13.生成G代码 (1)选择“加工”-“后置处理”-“生成G代码”命令,弹出“选择后置文件”对
话框,填写加工代码文件名“可乐瓶底粗加工”,单击“保存”按钮。 (2)拾取生成的粗加工的刀具轨迹右击确认,立即弹出粗加工代码文件保存即
可,如下图所示。 (3)用同样方法生成精加工G代码。
任务过程—瓶底凹模加工
模具镶件的加工
工作任务
镶件加工(书本3-3-2造型文件)
技能目标
掌握岛屿加工参数设置、扫描线精加工参数设置、孔加工 参数设置等特点。
CAXA制造工程师CADCAM教案21

XXXXXX高等职业学校课程单元教学设计教学过程设计教学过程实施第页1、告知能力(技能)目标:通过本次课程的学习,学生能够正确合理的选择各种粗、精加工。
知识目标:1、了解粗加工方法的使用;2、了解精加工方法的使用。
2、引入任务一:了解粗加工方法的使用;1、区域式粗加工该加工方法属于两轴加工,其优点是不必有三维模型,只要给出零件的外轮廓和岛屿,就可以生成加工轨迹。
区域式粗加工的加工参数如图在加工完成的最后,有是否进行轮廓加工选项,即是否用刀具清一下轮廓,效果如图2、等高线粗加工该加工方式是较通用的粗加工方式,适用范围广;它可以高效地去除毛坯的大部余量,并可根据精加工要求留出余量,为精加工打下一个良好的基础;可指定加工区域,优化空切轨迹。
等高线粗加工的加工参数如图“选项”包括以下两种选择。
·删除面积系数基于输入的删除面积系数,设定是否生成微小轨迹。
刀具截面积和等高线截面面积若满足下面的条件时,删除该等高线截面的轨迹。
等高线截面面积<刀具截面积×删除面积系数(刀具截面积系数)。
要删除微小轨迹时,该值比较大。
相反,要生成微小轨迹时,请设定小一点的值。
通常请使用初始值。
·删除长度系数基于输入的删除长度系数,设定是否做成微小轨迹。
刀具截面积和等高截面线长度若满足下面的条件时,删除该等高线截面的轨迹。
等高截面线长度<刀具直径×删除长度系数(刀具直径系数)。
要删除微小轨迹时,该值比较大。
相反,要生成微小轨迹时,请设定小一点的值。
通常请使用初始值。
稀疏化加工为粗加工后的残余部分,用相同的刀具从下往上生成加工路径,如图4-41。
这是一促类似于半精加工的加工方法,特别对于切深在、轮廓斜度在的加工条件而言,这种方法对于提高加工效率、改善粗加工后轮廓精度很有好处。
此外,这种方法对于避免或者减小精加工台阶轮廓很有好处。
稀疏化:确定是否稀疏化间隔层数:从下向上,设定欲间隔的层数。
步长:对于粗加工后阶梯形状的残余量,设定X-Y方向的切削量。
caxacam数控车2024教程

caxacam数控车2024教程•软件介绍与安装•基础操作与设置•图形绘制与编辑•数控编程基础•caxacam 数控车编程实例•仿真模拟与后处理•总结与展望目录软件介绍与安装01该软件支持多种数控系统和机床型号,可实现复杂零件的加工编程。
caxacam 数控车具有强大的图形处理功能,可实现三维建模、模拟仿真等功能。
caxacam数控车是一款专业的数控编程软件,广泛应用于机械加工行业。
caxacam数控车软件概述安装步骤下载caxacam数控车软件安装包;双击安装包,按照提示进行安装;•安装完成后,启动软件并进行初始化设置。
02030401注意事项安装前请确保计算机满足最低系统要求;安装过程中请关闭杀毒软件,以免误删文件;安装完成后,建议对软件进行更新以确保稳定性和安全性。
绘图区用于显示和编辑三维模型,支持多种视图模式和操作方式。
菜单栏包含文件、编辑、视图、工具、帮助等菜单项,用于执行各种操作命令。
工具栏提供常用命令的快捷方式,方便用户快速执行相关操作。
属性栏显示当前选中对象的属性信息,可对其进行修改和设置。
状态栏显示当前操作状态和提示信息,帮助用户更好地了解软件运行情况。
界面功能简介基础操作与设置021 2 3启动caxacam数控车2024软件后,选择“文件”菜单中的“新建”选项,即可创建一个新的数控编程文件。
新建文件选择“文件”菜单中的“打开”选项,浏览并选择需要打开的数控编程文件,即可将其加载到软件中。
打开文件在编辑过程中,选择“文件”菜单中的“保存”选项,将当前数控编程文件保存到指定位置。
保存文件文件管理:新建、打开、保存文件系统设置:参数配置与优化参数配置在caxacam数控车2024中,可以通过“设置”菜单进入参数配置界面,根据实际需求调整各项参数,如加工精度、切削速度等。
优化设置软件提供多种优化算法,可根据加工需求选择相应的优化方案,提高加工效率和质量。
03平移视图通过鼠标右键拖动或工具栏中的平移按钮,可以平移视图,以便从不同角度观察模型。
CAXA数控车教案

CAXA数控车说明书第一章CAXA数控车总体介绍1.1界面介绍CAXA数控车基本应用界面如图1-1所示,和其他W风格的软件一样,各种应用功能通过菜单条和工具条驱动;状态条指导用户进行操作并提示当前状态和所处位置;绘图区显示各种绘图操作的结果;同时,绘图区和参数栏为用户实现各种功能提供数据的交互。
图1-1 CAXA数控车界面介绍本软件系统可以实现自定义界面布局。
如图1-2就是一个典型的自定义界面布局形式:图1-2 ME2000布局图工具条中每一个图标都对应一个菜单命令,点图标和点菜单命令是一样的。
1.2.4鼠标,键盘和热键鼠标键鼠标左键可以用来激活菜单,确定位置点、拾取元素等。
例如,要运行画直线功能,要先把鼠标光标移动到“直线”图标上,然后按鼠标左键,激活画直线功能,这时,在命令提示区出现下一步操作的提示:“输入起点:”;把鼠标光标移动到绘图区内,按鼠标左键,输入一个位置点,再根据提示输入第二个位置点,就生成了一条直线。
鼠标右键用来确认拾取、结束操作,终止命令。
例如:在删除集合元素时,当拾取完毕要删除的元素后,按鼠标右键就可以结束拾取,被拾取到的元素就被删除掉了。
又如:在生成样条曲线的功能中,当顺序输入一系列点完毕后,按鼠标右键就可以结束输入点的操作。
样条曲线就生成了。
回车键和数值键在CAXA数控车中,在系统要求输入点时,回车键(ENTER)和数值键可以激活一个坐标输入条,在输入条中可以输入坐标值。
如果坐标值以@开始,表示一个相对于前一个输入点的相对坐标;在某些情况也可以输入字符串。
空格键弹出工具点菜单;例如,在系统要求输入点时,按空格键可以弹出点工具菜单。
热键CAXA数控车为用户提供热键操作,对于一个熟练的CAXA数控车用户,热键将极大的提高工作效率,用户还可以自定义想要的热键。
在CAXA数控车中设置了以下几种功能热键:F5键:将当前面切换至XOY面。
同时将显示平面置为XOY面,将图形投影到XOY面内进行显示;F6键:将当前面切换至YOZ面。
CAXA数控车零件外轮廓粗精加工的CAM方法教案
CAXA数控车零件外轮廓粗精加工的CAM方法教案第一篇:CAXA数控车零件外轮廓粗精加工的CAM方法教案CAXA数控车零件外轮廓粗精加工的CAM方法CAXA数控车零件外轮廓粗精加工的CAM方法--项目二数控车习题综合精练项目名称:车零件的外轮廓加工方法周次:2 [教学时数]2学时(4课时)[教学方式]课堂操作讲授+学生实践 [教学目的及要求] 理论目标:(1)掌握CAXA坐标系与机床坐标系的关系。
(2)掌握CAXA数控车进行CAM加工时的CAD绘图技巧。
(3)掌握外轮廓、切槽、螺纹的粗与精加工的CAM方法和各个参数含义。
(4)掌握根据设计工艺生成加工轨迹、仿真图像和数控程序的方法。
技能目标:(1)掌握使用CAXA数控车软件生成程序的方法。
(2)学会在不同坐标系下程序转化的方法。
(3)掌握自动编程的仿真和保存程序格式的方法。
[重点及难点](1)粗精加工的各个参数含义。
(2)CAXA的编程原点针对元件的意义。
(3)切槽加工的精度注意事项。
[教学内容:顺序+时间分配]一、具体讲授所含章节2.1 简单成型面的粗、精加工-(约50分钟)(1)刀具参数的含义(2)进退刀数的含义(3)加工工艺参数的含义(4)轨迹的颜色含义(5)仿真录像和干涉的方法(6)生成程序并保存的方法2.2 外沟槽的加工--------(约20分钟)2.3 外螺纹的加工--------(约30分钟)2.4 自主练习数控车习题库-(约100分钟)二、重点讲授内容(一)项目要求:。
分组完成完成图2-1~2-7所示的“机械零件”的CAM图纸造型,选择不同的刀具并生成加工轨迹和程序。
1、毛坯尺寸Φ85×300mm,材料45钢件。
2、毛坯尺寸Φ40×78mm,材料45钢,要求控制总长76mm。
2-3、毛坯尺寸Φ70×120mm,材料45钢。
2-4、毛坯:φ40×95 材料:45钢 2-5、毛坯:直径φ30×100 2-6、毛坯尺寸Φ50×100,材料45钢,要求控制总长98mm尺寸。
CAXA制造工程师_CAD_CAM_教案20

(5)行间连接方式
行间连接方式有直线、圆弧、S形3种类型
(6)平坦部识别
自动识别模型的平坦区域,选择是否根据该区域所在高度生成轨迹。
5、训练
任务四:对照老师所讲和书上例子自行练习。
6、过程实施
第页
1、告知
能力(技能)目标:
通过本次课程的学习,学生能够进行实现基本的加工步骤。
知识目标:
1、了解数控加工的基本步骤;
2、了解用CAXA制造工程师实现加工的步骤及相关概念。
2、引入
任务一:
数控加工概述;
数控加工就是将加工数据和工艺参数输入到机床,机床的控制系统对输入信息进行运算与控制,并不断地向直接指挥机床运动的机电功能转换部件——机床的伺服机构发送脉冲信号,伺服机构对脉冲信号进行转换与放大处理,然后由传动机构驱动机床,从而加工零件。所以,数控加工的关键是加工数据和工艺参数的获取,即数控编程。
实际的加工模型是指定的加工模型按给定的加工余量进行等距的结果。如下图所示:
15、加工误差与步长
刀具轨迹和实际加工模型的偏差即是加工误差。用户可通过控制加工误差来控制加工的精度。
用户给出的加工误差是刀具轨迹同加工模型之间的最大允许偏差,系统保证刀具轨迹与实际加工模型之间的偏离不大于加工误差。
用户应根据实际工艺要求给定加工误差,如在进行粗加工时,加工误差可以较大,否则加工效率会受到不必要的影响;而进行精加工时,需根据表面要求等给定加工误差。
11、刀具轨迹和刀位点
刀具轨迹是系统按给定工艺要求生成的对给定加工图形进行切削时刀具行进的路线,如下图所示。系统以图形方式显示。刀具轨迹由一系列有序的刀位点和连接这些刀位点的直线(直线插补)或圆弧(圆弧插补)组成。
CAXA数控车实例教程

加工参数
拾取切槽轮廓
确定进退刀点生成刀路
模拟加工
螺纹加工
螺纹参数设置
螺纹加工参数设置
进退刀方式设置
螺纹刀具设置
钻孔加工
在车床上进行钻孔加工只能在工件的旋转中心钻 孔。钻孔加工提供了多种钻孔方式。
加工参数设置
钻孔刀具设置
机床设置
常用宏指令
宏指令
含义
POST_NAME 后置文件名④轮廓车刀当前刀具
轮廓粗车加工实例
零件图
加工造型
加工参数
93度轮廓粗车刀
进退刀方式
切削用量
轮廓车刀
改变拾取方式
拾取加工轮廓
拾取毛坯轮廓
确定进退刀点生成刀路
模拟加工
精车加工
加工参数设置
进退刀参数设置
拾取精加工轮廓
确定进退刀点生成刀路
切槽加工实例
零件图
加工造型
切槽车刀
轮廓粗车参数设置
①加工参数
加工表面类型 加工参数 加工方式 拐角过度方式 反向走刀 详细干涉检查 加工角度 退刀时沿轮廓走刀 切削行距 干涉前角 刀尖半径补偿
②进退刀参数
每行相对毛坯进刀方式 每行相对加工表面进刀方式 每行相对毛坯退刀方式 每行相对加工表面退刀方式 快速退刀距离
③切削用量
每行相对毛坯进刀方式 每行相对加工表面进刀方式 每行相对毛坯退刀方式 每行相对加工表面退刀方式 快速退刀距离
DCMP_RGT 右刀补
DCMP_OFF 补偿关闭
@
换行标志
$
输出空格
后置处理设置
代码生成
选择刀路
生成代码
本课件由百万课件网提供
刀具名 刀具的名称,可自由定义 刀柄宽度 刀具可夹持段的宽度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAXA数控车零件外轮廓粗精加工的CAM方
法教案
CAXA数控车零件外轮廓粗精加工的CAM方法
CAXA数控车零件外轮廓粗精加工的CAM方法 --项目二数控车习题综合精练
项目名称:车零件的外轮廓加工方法周次:2
[教学时数]2学时 [教学方式]课堂操作讲授+学生实践[教学目的及要求]
理论目标:掌握CAXA坐标系与机床坐标系的关系。
掌握CAXA数控车进行CAM加工时的CAD绘图技巧。
掌握外轮廓、切槽、螺纹的粗与精加工的CAM方法和各个参数含义。
掌握根据设计工艺生成加工轨迹、仿真图像和数控程序的方法。
技能目标:掌握使用CAXA数控车软件生成程序的方法。
学会在不同坐标系下程序转化的方法。
掌握自动编程的仿真和保存程序格式的方法。
[重点及难点] 粗精加工的各个参数含义。
CAXA的编程原点针对元件的意义。
切槽加工的精度注意事项。
[教学内容:顺序+时间分配] 一、具体讲授所含章节简单成型面的粗、精加工-------------------------------- (1)刀具参数的含义
(2)进退刀数的含义 (3)加工工艺参数的含义 (4)轨迹的颜色含义 (5)仿真录像和干涉的方法 (6)生成程序并保存的方法
外沟槽的加工--------------------------------------- 外螺纹的加工--------------------------------------- 自主练习数控车习题库-------------------------------- 二、重点讲授内容项目要求:。
分组完成完成图2-1~2-7所示的“机械零件”的CAM图纸造型,选择不同的刀具并生成加工轨迹和程序。
2-1、毛坯尺寸Φ85×300mm,材料45钢件。
2-2、毛坯尺寸Φ40×78mm,材料45钢,要求控制总长76mm。
2-3、毛坯尺寸Φ70×120mm,材料45钢。
2-4、毛坯:φ40×95 材料:45钢 2-5、毛坯:直径φ30×100 2-6、毛坯尺寸Φ50×100,材料45钢,要求控制总长98mm尺寸。
2-7、毛坯尺寸Φ50×125,材料45钢,要求控制总长120±。
项目实施:
零件的每部分加工可能需要制作多个CAM图形,需要分别命名保存。
例如图2-1需要修改绘制“外轮廓粗加工图”、“端面粗加工图”、“切槽粗加工图”、“螺纹粗加工图”四部分。
每次加工所选的刀具应该从自己机床刀库内选算。
为了防止大家互相复制作业,每个人的加工工艺参数不能相同:每位同学取自己学号的后两位设为A;粗加工的切削量为*A,主轴转速为500*A,精加工加工余量为*A,切削量为*A,主轴转速为1000*A。
以此生成各自的加工程序。
[复习作业题]:论述:
自动编程技术比我们以前所学的手动编程技术有哪些优势?
在自动编程过程中,计算机辅助实际上帮助我们做了哪些工作?对比手动编制的程序,计算编出来的程序与人编制的程序有什么不同?为什么会出现这种那个情况?电子作业:
完成以上所有零件的加工图形绘制,并生成各自的程序保存。
预习作业
主子程序指令,怎样用主子程序指令将不同的程序粘结一体? VNUC的对刀和程序导入方法。
怎样用G54指令移动机床的编程加工坐标系。
[课后总结]:。